Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Ecole d’ hiver, Université d’Oran 9-12 décembre 2013
Applications de l’informatique industrielle, réseaux et génie logiciel Professeur Belkacem OULD BOUAMAMA Recherche : Responsable de l’équipe de recherche MOCIS Laboratoire d'Automatique, Génie Informatique et Signal de Lille (LAGIS -UMR CNRS 8219) Enseignement: Professeur et Directeur de la recherche à Poltech lille Mèl : Ecole d’ hiver, Université d’Oran 9-12 décembre 2013
 Enseignement: Professeur et Directeur de la recherche à Poltech lille. Mèl : Ecole d’ hiver, Université d’Oran 9-12 décembre")
2
Compétences à acquérir
Objectifs Compétences à acquérir Acquérir les connaissances méthodologiques et pratiques pour la mise en place de systèmes de surveillance en ligne (Détection et localisation de défauts) et hors ligne (Analyse des risques) Comprendre le fonctionnement des systèmes de supervision en ligne (Système SCADA) évolués Comprendre les liens entre la maintenance, le contrôle, le diagnostic en ligne, la reconfiguration et l’analyse des modes de fonctionnement et leur criticité Rôle de l’informatique dans la mise en place d’un système de supervision
 et hors ligne (Analyse des risques) Comprendre le fonctionnement des systèmes de supervision en ligne (Système SCADA) évolués. Comprendre les liens entre la maintenance, le contrôle, le diagnostic en ligne, la reconfiguration et l’analyse des modes de fonctionnement et leur criticité. Rôle de l’informatique dans la mise en place d’un système de supervision.")
3
Bibliographie B. Ould Bouamama Conception intégrée pour la surveillance robuste des systèmes . Techniques de l’Ingénieurs AG 3 550, 2013 Blanke, M., Kinnaert, M., Lunze, J. and Staroswiecki, M. (Eds)(2007) Diagnosis and Fault-Tolerant Control, Berlin:Springer-Verlag. A.K. Samantaray and B. Ould Bouamama "Model-based Process Supervision. A Bond Graph Approach" . Springer Verlag, Series: Advances in Industrial Control, 490 p. ISBN: , Berlin 2008. M. Ridoux « AMDEC-Moyen » techniques de l’ingénieurs, AG4220, juin 1999 B. Ould Bouamama, M. Staroswiecki and A.K. Samantaray. « Software for Supervision System Design In Process Engineering Industry ». 6th IFAC, SAFEPROCESS, , pp Beijing, China. B. Ould Bouamama, K. Medjaher, A.K. Samantary et M. Staroswiecki. "Supervision of an industrial steam generator. Part I: Bond graph modelling". Control Engineering Practice, CEP, Vol 1 and vol /1 pp 71-83, Vol 2. 14/1 pp 85-96, 2006. B. Ould-Bouamama (2009) « Conception intégrée des systèmes de supervision industrielle . Approche bond graph ».REE Revue de l’Electricité et de l’Electronique, N° 4, Avril 2009, pp B. Ould-Bouamama (2010) « Diagnostic en ligne à base de modèle Bond graph.».REE Revue de l’Electricité et de l’Electronique, N° 2, février 2010, pp M. A. Djeziri, B. Ould Bouamama, G. Dauphin-Tanguy (2010) “LFT Bond Graph Model Based Robust Control and Diagnosis”, Book Chapter in Springer Verlag, Ouvrage collectif dirigé par Prof. W. Borutzky Bonn-Rhein-Sieg University, sera publié en 2010. PhD Thesis, several lectures can be doownloaded
(2007) Diagnosis and Fault-Tolerant Control, Berlin:Springer-Verlag. A.K. Samantaray and B. Ould Bouamama Model-based Process Supervision. A Bond Graph Approach . Springer Verlag, Series: Advances in Industrial Control, 490 p. ISBN: , Berlin M. Ridoux « AMDEC-Moyen » techniques de l’ingénieurs, AG4220, juin B. Ould Bouamama, M. Staroswiecki and A.K. Samantaray. « Software for Supervision System Design In Process Engineering Industry ». 6th IFAC, SAFEPROCESS, , pp Beijing, China. B. Ould Bouamama, K. Medjaher, A.K. Samantary et M. Staroswiecki. Supervision of an industrial steam generator. Part I: Bond graph modelling . Control Engineering Practice, CEP, Vol 1 and vol /1 pp 71-83, Vol 2. 14/1 pp 85-96, B. Ould-Bouamama (2009) « Conception intégrée des systèmes de supervision industrielle . Approche bond graph ».REE Revue de l’Electricité et de l’Electronique, N° 4, Avril 2009, pp B. Ould-Bouamama (2010) « Diagnostic en ligne à base de modèle Bond graph.».REE Revue de l’Electricité et de l’Electronique, N° 2, février 2010, pp M. A. Djeziri, B. Ould Bouamama, G. Dauphin-Tanguy (2010) LFT Bond Graph Model Based Robust Control and Diagnosis , Book Chapter in Springer Verlag, Ouvrage collectif dirigé par Prof. W. Borutzky Bonn-Rhein-Sieg University, sera publié en PhD Thesis, several lectures can be doownloaded")
4
Sommaire Place du diagnostic et supervision dans l’industrie.
Moyens informatiques et algorithmiques pour la mise en place d’un système de diagnostic temps réel. Techniques et méthodes pour la conception de systèmes de supervision. Démonstration d’étude de cas pratiques et de projets industriels et européens, Conclusions, perspectives et discussions.

5
Place du diagnostic et supervision dans l’industrie.
Partie 1 Place du diagnostic et supervision dans l’industrie.

6
INTRODUCTION : Historique
Depuis 1840: Apparition de l’automatique Tâches : améliorer la qualité des produits finis, la sécurité et le rendement des unités en implantant des commandes performantes Depuis 1980, nouveau challenge : Supervision Rôles : Fournir à l'opérateur humain une assistance dans ses tâches urgentes de gestion des situations d'alarmes pour l'augmentation de la fiabilité, de la disponibilité et de la sûreté de fonctionnement du processus. Apparition de l’automatisation intégrée Commande des systèmes de production et sûreté de fonctionnement, maintenance, gestion technique, diagnostic de fonctionnement

7
INTRODUCTION : Automatisation intégrée
Aide à la conduite planification, diagnostic interface homme machine Supervision Niveau 3 Suivi de l’état du processus Visualisation Niveau 2 Monitoring Commande logique, régulation Optimisation Regulation Niveau 1 Instrumentation Choix et implémentation des capteurs et actionneurs Niveau 0 Décisions Observations Entrée Sortie

8
What is a supervision ? two levels FDI- FTC
Set of tools and methods used to operate an industrial process in normal situation as well as in the presence of failures. Activities concerned with the supervision : Fault Detection and Isolation (FDI) in the diagnosis level, and the Fault Tolerant Control (FTC) through necessary reconfiguration, whenever possible, in the fault accommodation level. SUPERVISION FDI : How to detect and to isolate a faults ? FTC : How to continue to control a process ?
 in the diagnosis level, and the Fault Tolerant Control (FTC) through necessary reconfiguration, whenever possible, in the fault accommodation level. SUPERVISION. FDI : How to detect and to isolate a faults FTC : How to continue to control a process")
9
Supervision, maintenance et diagnostic
Set points Sensors y x u ur Controllers FTC Level Fault accommodation Reconfiguration FDI Level On line Fault Detection and isolation List of faults Maintenance corrective (après faute)
")
10
Maintenance (réalisée hors ligne)
maintenir les capacités opérationnelles des moyens de production Maintenance Maintenance Curative Maintenance préventive Réalisée avant la défaillance vise en effet à réduire les coûts des pannes et de maintenance par un entretien constant et préventif. Réalisée après la défaillance d'un bien ou la dégradation de sa fonction. Permet d'accomplir une fonction requise, au moins provisoirement.

11
Supervision Graphical User Interface (Interface Homme Machine IHM)
Contrôle Surveillance Suivi de variables

12
Quelques définitions La sécurité La sûreté de fonctionnement
Ensemble des méthodes ayant pour objet de minimiser ou supprimer les conséquences des défaillances sur personnel et équipement La sûreté de fonctionnement aptitude d'une entité d'une part, à disposer de ses performances fonctionnelles (fiabilité, maintenabilité, disponibilité) et d'autre part, à ne pas engendrer de risques majeurs. Supervision ? Technique industrielle de suivi et de pilotage informatique de procédés de fabrication automatisés. La supervision concerne l'acquisition de données (mesures, alarmes, retour d'état de fonctionnement) et des paramètres de commande et surveillance des processus généralement confiés à des automates programmables Logiciel de supervision: Interface opérateur présentée sous la forme d'un synoptique.
 et d autre part, à ne pas engendrer de risques majeurs. Supervision Technique industrielle de suivi et de pilotage informatique de procédés de fabrication automatisés. La supervision concerne l acquisition de données (mesures, alarmes, retour d état de fonctionnement) et des paramètres de commande et surveillance des processus généralement confiés à des automates programmables. Logiciel de supervision: Interface opérateur présentée sous la forme d un synoptique.")
13
Pourquoi Superviser ? contrôler la disponibilité des services/fonctions contrôler l’utilisation des ressources vérifier qu’elles sont suffisantes (dynamique) détecter et localiser des défauts diagnostic des pannes prévenir les pannes/défauts/débordements (pannes latentes) prévoir les évolutions Suivi des variables
 détecter et localiser des défauts. diagnostic des pannes. prévenir les pannes/défauts/débordements (pannes latentes) prévoir les évolutions. Suivi des variables.")
14
Fonctions de la supervision
GESTION ERP : Enterprise Resource planning : planification des ressources de l'entreprise intégration des différentes fonctions de l'entreprise dans un système informatique centralisé configuré selon le mode client-serveur. MRP : Manufacturing Resource Planning : planification des capacités de production Système de planification qui détermine les besoins en composants à partir des demandes en produits finis et des approvisionnements existants PRODUCTION SCADA : Supervisory Control & Data Acquisition PC & PLC Process Control/ Programmable Logic Controller

15
Supervision et Monitoring
Suivi de paramètres Sécurité (diagnostic) locale Réguler Control des paramètres Supervision Centralise le monitoring local et le contrôle Deux parties d’un SCAda hardware (collecte de données) Software (contrôle, surveillance, affichage etc..)
 locale. Réguler. Control des paramètres. Supervision. Centralise le monitoring local et le contrôle. Deux parties d’un SCAda. hardware (collecte de données) Software (contrôle, surveillance, affichage etc..)")
16
Logiciels de supervision
Wonderware Leader dans le domaine de la supervision et du SCADA, notamment au travers du logiciel InTouch, INTouch Logiciel de supervision de référence. Bibliothèque extensible contenant de base +500 symboles graphiques prêts à l’emploi. PANORAMA : IHM ergonomique, module de traitement des alarmes et des évènements, un module d'exploitation des historiques. WinCC Système de supervision doté de fonctions échelonnables, pour la surveillance de processus automatisés, offre une fonctionnalité SCADA complète sous Windows DSPACE MATLAB-Simulink

17
Caractéristiques d’un SCADA
Simplicité, convivialité Solveurs Traitements graphiques (icônes, bibliothèques, … Supervision Commande Surveillance Traitement des alarmes Archivage Programmation Performances/Prix : Prix : matériel + système d ’exploitation, logiciel, mise à jour, assistance, documentation

18
Etapes de réalisation d’un système de supervision
Analyse des Modes de Défaillance, de leurs Effets et de leurs Criticités (AMDEC) Placement de capteurs Liste des équipements pertinents Analyse hors ligne des conditions de surveillabilité et de reconfigurabilité Résultats des conditions de surveillabilité Elaboration du système de supervision Algorithmes de surveillance Test en ligne du système de supervision
 Placement de capteurs. Liste des équipements pertinents. Analyse hors ligne des conditions de surveillabilité et de reconfigurabilité. Résultats des conditions de surveillabilité. Elaboration du système de supervision. Algorithmes de surveillance. Test en ligne du système de supervision.")
19
Partie 2: Techniques et méthodes pour la conception de systèmes de supervision.

20
Analyse des risques Rôle du responsable d’un processus à haut risque
Identifier les risques Quantifier les risques Définir le degré d’acceptabilité de chaque risque Définir la faisabilité et le coût de l’amélioration de la sécurité Mettre en place des actions de sécurisation de certains risques Différentes méthodes Analyse préliminaire des risques (APR) preliminary hazard analysis (PHA) AMDE Analyse des Modes de Défaillance, de leurs Effets (Failure mode and affect analysis) AMDEC (FMECA) Analyse des Modes de Défaillance, de leurs Effets et de leur Criticité Hazard and operability study (Hazop) Hazard analysis and critical control point (HACCP) Evaluation probabilistique des risques (EPR) Probabilistic risk assessment
 preliminary hazard analysis (PHA) AMDE Analyse des Modes de Défaillance, de leurs Effets (Failure mode and affect analysis) AMDEC (FMECA) Analyse des Modes de Défaillance, de leurs Effets et de leur Criticité. Hazard and operability study (Hazop) Hazard analysis and critical control point (HACCP) Evaluation probabilistique des risques (EPR) Probabilistic risk assessment.")
21
Sécurité et risque

22
AMDEC : Méthodologie et définitions
L'Analyse des Modes de Défaillance, de leurs Effets et de leur Criticité (AMDEC) outil de sûreté de fonctionnement (SdF) et de gestion de la qualité. AMDEC est la traduction de l'anglais FMECA (Failure Modes, Effects and Criticality Analysis, Analyse des Modes de Marche et De leur Criticité. Technique d’analyse, en maintenance prédictive, permettant de détecter à l’avance, les points faibles d’un système, afin de l’améliorer ou de prévoir les pannes à venir.
 outil de sûreté de fonctionnement (SdF) et de gestion de la qualité. AMDEC est la traduction de l anglais FMECA (Failure Modes, Effects and Criticality Analysis, Analyse des Modes de Marche et De leur Criticité. Technique d’analyse, en maintenance prédictive, permettant de détecter à l’avance, les points faibles d’un système, afin de l’améliorer ou de prévoir les pannes à venir.")
23
1) Anticiper les problèmes avant qu’ils ne se produisent.
Objectifs 1) Anticiper les problèmes avant qu’ils ne se produisent. Construire la qualité des produits fabriqués ou des services rendus. Favoriser la maîtrise de la fiabilité en vue d’abaisser le coût global. remettre en question le fonctionnement, sans attendre un incident Evaluation de la fiabilité et détermination des points critiques 2) Mieux appréhender les risques de défaillance et ainsi les éviter en mettant en place : des éléments de secours (redondance) des technologies + performantes des méthodes de surveillance adaptées une maintenance préventive plus efficace des diagnostics de pannes plus rapides
 Anticiper les problèmes avant qu’ils ne se produisent. Construire la qualité des produits fabriqués ou des services rendus. Favoriser la maîtrise de la fiabilité en vue d’abaisser le coût global. remettre en question le fonctionnement, sans attendre un incident. Evaluation de la fiabilité et détermination des points critiques. 2) Mieux appréhender les risques de défaillance et ainsi les éviter en mettant en place : des éléments de secours (redondance) des technologies + performantes. des méthodes de surveillance adaptées. une maintenance préventive plus efficace. des diagnostics de pannes plus rapides.")
24
Défaillances dans une PAC
Décrochage et surtension de rotor en tournant Filtre Détendeur H2 Compresseur Charge Air Humidificateur Fuites H2 Défaut Correcteur Cathode Anode Dégradation de pile: réversible; irréversible TRC FRC Sortie H2 Panne de refroidissement Défauts Actionneur Séparation de phase Condenseur PRC Il y a plusieurs types de défaillances y compris: percement de membrane de pile, bouchon d’eau dans la pile, noyade des zones de diffusion, assèchement, vieillissement et empoisonnement de l’électro-catalyseur. Air Réservoir Échappement Eau

25
Exemple : Pile à Combustibles

26
Oxydation du support du catalyseur Percement de la membrane
Agglomération et Migration catalyseur ou ou ou Pression diff. Distribution irrégulière de la densité de courant Dégradations propriétés physico-chimiques de la membrane Réactions Parasites Manque de réactifs ou Bouchon d’eau dans les canaux Assèchement Bouchon d’eau dans les canaux Accumulation d’eau dans les zones de diffusion Poisons Procédures pour l'Analyse des Modes de Défaillance, de leurs Effets leurs Criticités, est datée du 9 Novembre Cette méthode était employée comme une technique d'évaluation des défaillances afin de déterminer la fiabilité d'un équipement et d'un système. Les défaillances étaient classés selon leurs impacts sur le personnel et la réussite des missions pour la sécurité de l'équipement. Une AMDEC est défini comme "un procédé systématique pour identifier les modes potentiels et traiter les défaillances avant qu'elles ne surviennent, avec l'intention de les éliminer ou de minimiser les risques associés. Manque d’eau Sur stœchiométrie Haute T Sous stœchiométrie Trop d’eau Basse T

27
Défaillance gestion de l’eau
Analyse du graphe Défaillance gestion de l’eau Grandeur à surveiller importante Car tous les chemins mènent à cette dégradation 3 niveaux de défaillances 1. Dégradations irréversibles (événements redoutés) 2. Dégradations réversibles FDI doit en temps réel détecter ces défauts avant niveau1 3. Causes des défaillances Thermique , fluidique et chimiques (gestion des flux des réactifs)
 2. Dégradations réversibles. FDI doit en temps réel détecter ces défauts avant niveau1. 3. Causes des défaillances. Thermique , fluidique et chimiques (gestion des flux des réactifs)")
28
Exemple de mise en oeuvre
Composant Modes de défaillance Causes possibles Effets Moyen de détection Niveau de criticité Observa-tions Vanne Bloquée fermée Grippé Vidange Arrêt prod. Surveillan-ce des opérateurs Moyen Bloquée ouverte Encrase-ment Risque de débordement Elevé Système de sécu. Criticité : C = F x G x N vanne LHS PRC Probabilité d’occurrence (F) Probabilité de non-détection (G) Niveau de gravité (N) capteur
 Probabilité de non-détection (G) Niveau de gravité (N) capteur.")
29
Logiciels AMDEC : fonctions
Logiciels de AMDEC Logiciels AMDEC : fonctions Stockage centralisé des données et intégration avec les autres outils logiciels de fiabilité Planification basée sur la fiabilité (DFR) Analyse des modes de défaillance et de fiabilité (FMRA) TDC FMEA propose tous types d’AMDEC au sein de la même licence logicielle : AMDEC Produit, AMDEC Process, AMDEC Moyen, diagrammes de flux Skill Designor Pro : Logiciel pour créer, tenir à jour et capitaliser les études AMDEC - FMEA. Logiciel Skill HACCP (connu dans l’agro alimentaire) Logiciel Sfmea
 Analyse des modes de défaillance et de fiabilité (FMRA) TDC FMEA propose tous types d’AMDEC au sein de la même licence logicielle : AMDEC Produit, AMDEC Process, AMDEC Moyen, diagrammes de flux. Skill Designor Pro : Logiciel pour créer, tenir à jour et capitaliser les études AMDEC - FMEA. Logiciel Skill HACCP (connu dans l’agro alimentaire) Logiciel Sfmea.")
30
CONCLUSION L'AMDEC est donc un outil de prise de décision raisonnée dans un cadre d’amélioration de la qualité de 3 types : -> Préventives -> Correctives -> Amélioratives L'AMDEC « produit », par l'analyse des pannes, la fréquence d'apparition et les temps d'arrêt favorise : Une conception intégrant la maintenance Améliore la fiabilité et les performances

31
Avantages et inconvénients de AMDEC
permet de mener des actions préventives, c’est à dire de résoudre les problèmes avant que ceux-ci ne se présentent. Si cette méthode est suivie tout au long du cycle de vie du produit, la production en sera améliorée et débarrassée de problèmes majeurs. Inconvénients nécessite une connaissance poussée de la question à étudier. En général, un brainstorming avec plusieurs personnes impliquées de la conception à la livraison du produit est nécessaire. Pour cela, il faut donc qu’une équipe puisse se mettre d’accord sur les modes de défaillance étudiés. Cette méthode est, de ce fait, lourde à mettre en place.

32
Surveillance en ligne

33
FTC: Fault accommodation
Accomodation Controller parameters FDI Supervision Ref. Controller Process u Y

34
FTC: Fault Reconfiguration
Supervision CONTROL New control configuration Reconfiguration FDI Yref Nominal Controller Process Y u u' New Controller Y’ref Y’

35
FT (Fault Tolerance) Analysis of fault tolerance : The system is runing under faulty mode Since the system is faulty, is it still able to achieve its objective(s) ? Design of fault tolerance : The goal is to propose a system (hardware architecture and sofware which will allow, if possible, to achieve a given objective not only in normal operation, but also in given fault situations.
 Design of fault tolerance : The goal is to propose a system (hardware architecture and sofware which will allow, if possible, to achieve a given objective not only in normal operation, but also in given fault situations.")
36
Fault Detection and Isolation (FDI). FDI Purpose
Objectives : given I/O pair (u,y), find the fault f . It will be done in 3 steps : DETECTION detect malfunctions in real time, as soon and as surely as possible : decides whether the fault has occured or not ISOLATION find their root cause, by isolating the system component(s) whose operation mode is not nominal : find in which component the fault has occured DIAGNOSIS diagnose the fault by identifying some fault model : determines the kind and severity of the fault
, find the fault f . It will be done in 3 steps : DETECTION. detect malfunctions in real time, as soon and as surely as possible : decides whether the fault has occured or not. ISOLATION. find their root cause, by isolating the system component(s) whose operation mode is not nominal : find in which component the fault has occured. DIAGNOSIS. diagnose the fault by identifying some fault model : determines the kind and severity of the fault.")
37
Relation entre FDI et FTC
Y2 REGION DANGEREUSE PERFORMANCES INACCEPTABLES PERFORMANCES DÉGRADÉES PERFORMANCES REQUISES Fault Reconfiguration Y1

38
FDI: Medical interpretaion
0 T 37 + - NON OUI Examen clinique Diagnostic

39
Fonctionnement normal
Etapes de FDI Détection : Est ce réellement une faute? Alarmes Fonctionnement normal Modèle + - Localisation : Quel composant est déféctueux ? DECISION Composant défectueux cahier des charges Identification : Quel type de défauts? DIAGNOSTIC Type de panne

40
Méthodes de surveillance

41
Méthodes de surveillance sans modèle
Méthodes de reconnaissances de formes Détermination d’un certain nombre de classes (apprentissage) A chaque classe est associé un mode de fonctionnement (normal, défaillant) Chaque donnée prélevée est affectée à l’une de ces classes : détermination du mode de fonctionnement Exemple : surveillance d’une conduite d’alimentation 2) : Phase surveillance temps réel 1) : Phase d’apprentissage * D1 + D2 Débit : Q(t) Différence de pression Pr(t)
 A chaque classe est associé un mode de fonctionnement (normal, défaillant) Chaque donnée prélevée est affectée à l’une de ces classes : détermination du mode de fonctionnement. Exemple : surveillance d’une conduite d’alimentation. 2) : Phase surveillance temps réel. 1) : Phase d’apprentissage. * D1. + D2. Débit : Q(t) Différence de pression Pr(t)")
42
Commentaires Only experimental data are exploited Problems
Methods : statistical learning, data analysis, pattern recognition, neuronal networks, etc. Problems need historical data in normal and in abnormal situations, every fault mode represented ??? generalisation capability ??

43
METHODES QUALITATIVES
Utilise la connaissance intuitive du monde : appliquer des modéles de pensée humaine pour des systèmes physiques Exemple : « Quand la pression augmente, le débit augmente » L'avantage principal des méthodes qualitatives: possibilité de n'utiliser que le modèle qualitatif: aucun besoin de grandeurs numériques des paramètres ni de connaissances profondes sur la structure du système. Inconvénients Les défaillances des capteurs ne sont pas détectées. Il n'est pas aisé de déterminer les valeurs limites inférieures et supérieures de déviation. D'autre part un problème combinatoire peut apparaître lors des procédures d'inférences pour les systèmes complexes.

44
Méthode à base de modèle
MODEL OF THE NORMAL OPERATION S E N SO R S Process actual operation ALARM GENERATION RESIDUAL GENERATOR ALARM INTERPRETAION Detection Isolation Identification

45
Méthodes de surveillance à base de modèle
Exemple : surveillance d’une conduite d’alimentation Phase 2 Implémentation en ligne Phase 1 détermination d’un indicateur de faute (Hors ligne) Différence de pression Pr(t)
 Différence de pression Pr(t)")
46
Analytical redundancy :How to generate ARRS ?
What is ARR ? Given The ARR express the difference between information provided by the actual system and that delivered by its normal operation model. What is Residual ? r u y

47
1. Détection Steps in FDI system (1/4)
Opération logique : On déclare le système est défaillant ou non défaillant Les critères Non détection ou détection trop tardive ➽ Conséquences catastrophique sur le process Fausses alarmes ➽ Arrêts inutiles de l’unité de production. Plus de confiance de l’opérateur Test d’hypothèses : La détection se ramène à un test d’hypothèses H0 : hypothèse de fonctionnement normal (Domaine de décision D0) H1 : hypothèse de fonctionnement défaillant (Domaine D1) Dx : Domaine de non décision
 H1 : hypothèse de fonctionnement défaillant (Domaine D1) Dx : Domaine de non décision.")
48
Steps in FDI system (2/4) Problematic What to do ?
Given R=[r1, ….rn] fault indicators Two distributions are known p(Z/H0) and p(Z/H1) One of two hypotheses, H0 or H1 is true What to do ? Verify if each ri (i=1,..n) belongs to p(Z/H0) and p(Z/H1) 4 possibilities
 and p(Z/H1) One of two hypotheses, H0 or H1 is true. What to do Verify if each ri (i=1,..n) belongs to p(Z/H0) and p(Z/H1) 4 possibilities.")
49
Identification (diagnostic)
Steps in FDI system (4/4) 2. Localisation Etre capable de localiser le ou les éléments défaillants Les critères Non isolabilité ➽ Conséquences catastrophique sur le process Fausses isolabilité ➽ Arrêts inutiles de l’unité (ou de l’équipement) défaillant. Plus de confiance de l’opérateur de maintenance Identification (diagnostic) Lorsque la faute est localisée, il faut alors identifier les causes précises de cette anomalie. On fait alors appel à des signatures répertoriées par les experts et validées après expertise et réparation des dysfonctionnements.
 2. Localisation. Etre capable de localiser le ou les éléments défaillants. Les critères. Non isolabilité ➽ Conséquences catastrophique sur le process. Fausses isolabilité ➽ Arrêts inutiles de l’unité (ou de l’équipement) défaillant. Plus de confiance de l’opérateur de maintenance. Identification (diagnostic) Lorsque la faute est localisée, il faut alors identifier les causes précises de cette anomalie. On fait alors appel à des signatures répertoriées par les experts et validées après expertise et réparation des dysfonctionnements.")
50
Specifications Objectives Specifications Performances Constraints
Which parameters must be supervized ? What are the non acceptable values ? Objectives Performances false alarm missed detection detection delay Specifications Available data other (cost, complexity, memory, ...) Constraints
 Constraints.")
51
Redondance analytique et matérielle
Redondance matérielle Detection Isolation Sensors F1 R S1 or S2 S2 S3 S2 S1 F2 Redondance analytique ? Monitorability analysis Leakage S1 F1 Valve R F2 r1 r2 1 1

52
Detectability and isolability
Faults and ARR Fault Signature Matrix (FSM) Ib 1 Mb F1 S1 Leak. Valve R F2 ARR1 ARR2 Signature vectors Hamming Distance C: Binary coherence vector Sj : Signature vector of the jth component to be monitored to isolate k failures, the distance should be equal to 2k + 1.
 Ib. 1. Mb. F1. S1. Leak. Valve R. F2. ARR1. ARR2. Signature vectors. Hamming Distance. C: Binary coherence vector. Sj : Signature vector of the jth component to be monitored. to isolate k failures, the distance should be equal to 2k + 1.")
53
Degré d’isolabilité The Hamming distance shows the ability to isolate two faults. Hamming Distance of given example F1 S1 Leak. Valve R F2 1 2 Signature vectors

54
Observateur et identifiaction
y U + Residu - y Modèle y Observateur U Residu + -

55
Principe de l’observateur
+ B PROCESS B K A C + - OBSERVER

56
Observateur pour le diagnostic
Residual Process Observateur Compare u

57
Conception intégrée de systèmes pilotés : Démarche
Thème 3 Informatisation Placement de Capteurs et actionneurs Propriétés structurelles et causales Commandabilité, Observabilité Surveillabilité, Reconfigurabilité Simplification de modèles Thème 2 Propriétés formelles et comportementales Indicateurs de fautes formels Dimension-nement Synthèse de lois de commande Thème 2 Thème 1 Test en ligne

58
Pourquoi les BGs pour la conception intégrée
Pourquoi les BGs pour la conception intégrée ? Graphes et Bond Graphs : quelles différences ?

59
Génération automatique des modèles

60
Why Graphical Approach for integrated design?
Graphical methods that are based essentially on structural models Graph structures independent of the numerical values of the syst. parameters. Structural properties are independent of the values of the system Structural description of a system expresses only the links between the variables and the constraints Visualization of the system topology Many different kinds of models linear, non linear can be used (qualitative, quantitative, static, dynamic, rules, look-up tables, …) Lack Structural analysis produces only structural properties
 Lack. Structural analysis produces only structural properties.")
61
State of art BOND GRAPH For MODELLING (1959)
Control (Vergé, Gawtrop, Dauphin, Sueur, Rahmani..) 1991 Diagnosis Sizing Qualitative approach (1993) Linkens, Mosterman, Kohda, .. Quantitative approche (1995) Opend loop system Linear Systems Sensor and actuator Faults Monoenergy Bond Graph (Tagina 95) Hybrid Bond Graph (Biswas, Mosterman (USA) Coupled BG (Ould Bouamama 198) Robust Diagnosis Extension to coupled BG Automated Diagnosis Design of supervision system 61
 Diagnosis. Sizing. Qualitative approach (1993) Linkens, Mosterman, Kohda, .. Quantitative approche (1995) Opend loop system. Linear Systems. Sensor and actuator Faults. Monoenergy Bond Graph (Tagina 95) Hybrid Bond Graph (Biswas, Mosterman (USA) Coupled BG (Ould Bouamama 198) Robust Diagnosis. Extension to coupled BG. Automated Diagnosis. Design of supervision system. 61.")
62
Partie 4: Applications

63
DC motor as example ua ia w ELECTRICAL PART MECHANICAL PART LOAD

64
Systematic State equations generation
ia m (J,f) La Ra im ua w 1 R:Ra I:La uM ia uRa uLa 1 L w I:J R:f Se:-L f J MSe:Ua ia ua MGY :K w Df:m Df:im
 La. Ra. im. ua. w. 1. R:Ra. I:La. uM. ia. uRa. uLa. 1. L. w. I:J. R:f. Se:-L. f. J. MSe:Ua. ia. ua. MGY. :K. w. Df:m. Df:im.")
65
Automated Control analysis

66
Algorithme de génération des RRAs à partir du modèle BG
❶ Mettre le BG en causalité dérivée en inversant les causalités des capteurs. 1 R:Ra I:La uM ia uRa uLa 1 L w I:J R:f Se:-L f J MSe:Ua ia ua MGY :K w SSf:m SSf:im

67
OUR DC MOTOR Inductor

68
❷ Ecrire l’équation de jonction de structure 0 et 1 (représentant la conservation de puissance contenant au moins un détecteur

69
1 R:RA I:La 1 I:J R:RM Se:-L MSe:Ua MGY :K
❸ Eliminer les variables inconnues en parcourant les chemins causaux sur le BG de la variable inconnues vers une variable connue (capteur ou source) 1 R:RA I:La uM ia uRa uLa 1 L w I:J R:RM Se:-L f J MSe:Ua ua MGY :K w SSf:m SSf:im
 1. R:RA. I:La. uM. ia. uRa. uLa. 1. L. w. I:J. R:RM. Se:-L. f. J. MSe:Ua. ua. MGY. :K. w. SSf:m. SSf:im.")
71
DECISION : Monitorability and Isolability
Distance of Hamming

72
Informatisation FDIPAD

73
Robustness problem

74
How to fix threshold ? Seuil simple: 3*std Fonctionnement normal
Défaut sur capteur du courant égal à 15% de sa valeur nominale

75
What about parameter uncertainties ?
introduction of 5% of nominal value of RM False alam because of parameter uncertainties !!!!

76
Linear Fractional Transformation
Any rational expression can be written under LFT form LFT Représentation State space representation LFT Representation Transfert Function used for stability analysis and for control law synthesis using the m-analysis and synthesis principles,

77
Exemple R:Rn R:R Se: u I:L I:Ln De*:zR MSe:wR Df: i Df*:zL MSf:wL 9 6
2 5 9 6 R:R 2 4 1 Se: u Df: i I:Ln 3 10 MSf:wL 7 Df*:zL 8 3 I:L

78
Determinist Diagnosis
R:R 2 1 4 1- Se Se: u 1 Df: i SSf: i SSf- 2-R-2 3 SSf- 3- L- 3 I:L R L i A Se: u

79
Robust Diagnosis R:Rn Se: u I:Ln De*:zR 1- Se MSe:wR SSf: i 5- MSe:wR
9 6 1- Se MSe:wR 5 2 SSf: i 5- MSe:wR 1 4 Se: u 7- MSe:wL 7 3 SSf Rn MSe:wL SSf Ln 8 De*:zL 10 I:Ln

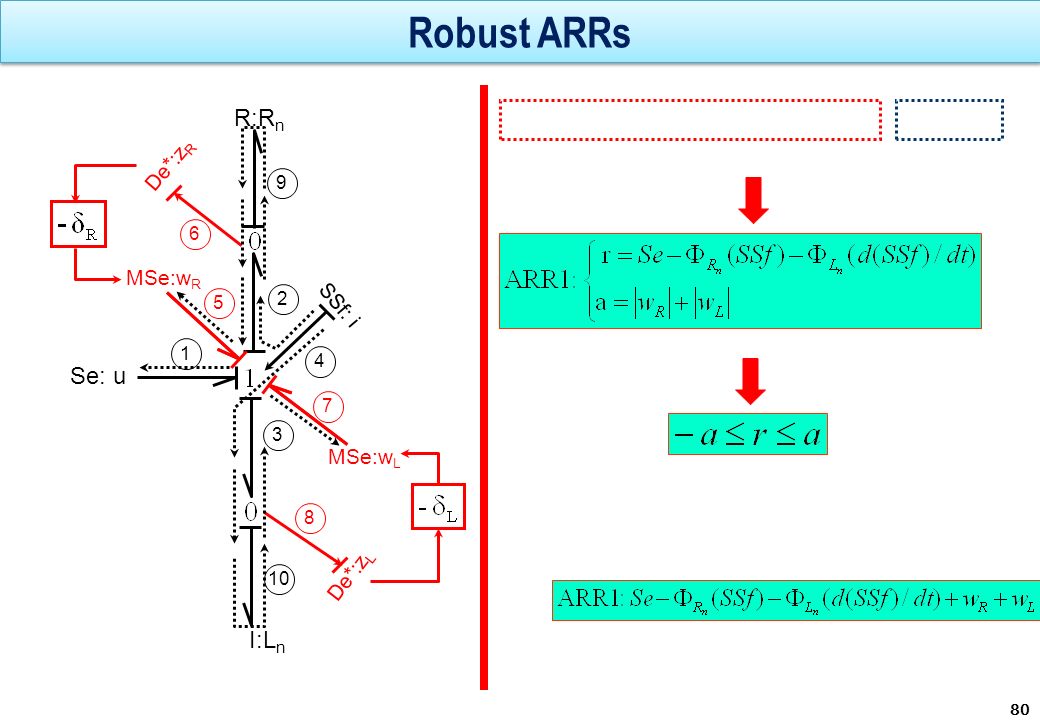
80
Robust ARRs R:Rn Se: u I:Ln De*:zR MSe:wR SSf: i MSe:wL De*:zL 9 6 2 5
1 2 3 5 4 7 8 9 10 6
81
OUR DC MOTOR Inductor

82
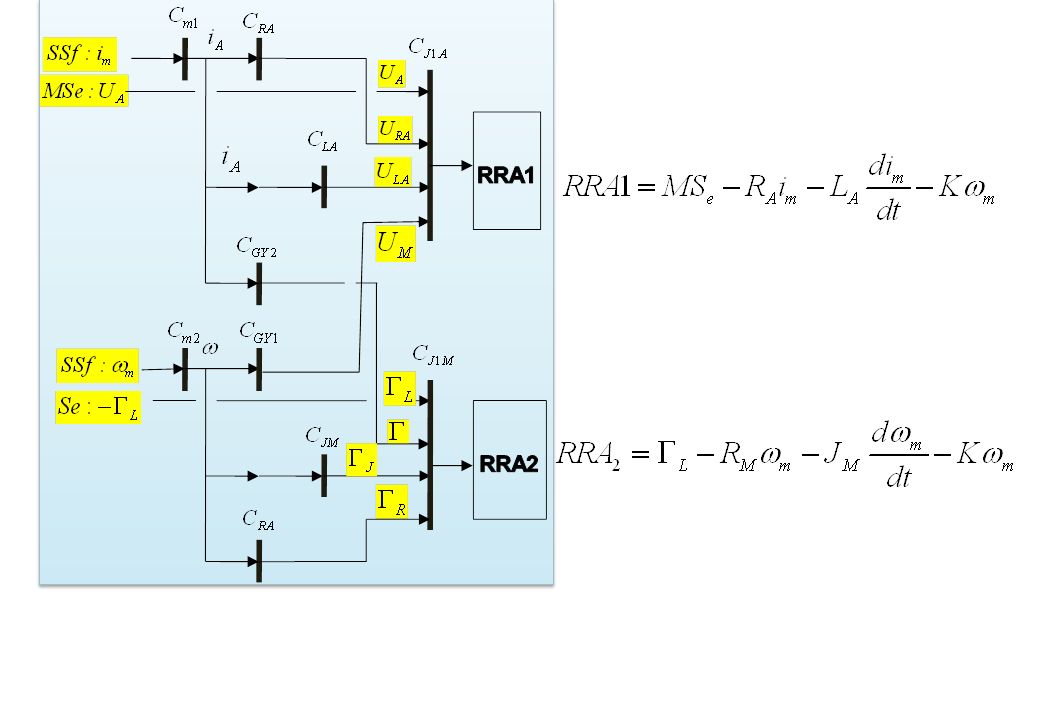
Robust ARR From BG DC motor
Uncertain ARRs R(t) adaptive thresholds (t)
 adaptive thresholds. (t)")
83
Resultats de Simulation
Residuals in normal operation

84
Resultats de Simulation
Réaction des deux résidus robustes suite à une variation des paramètres RA et RM d'une valeur supérieure à leur incertitude relative

85
Resultats de Simulation
Réaction des deux résidus robustes suite à une variation des paramètres RA et RM d'une valeur égale à leur incertitude relative

86
Fault detectability index DI
The fault detectability index DI is the difference in absolute value between the effort (or flow) provided by faults and those granted by all the uncertainties.
 provided by faults and those granted by all the uncertainties.")
87
CENTRALE THERMIQUE

88
STEAM GENERATOR P & I DIAGRAM
CONDENSER HEAT-EXCHANGER V8 Condensate V4 V5 LG 2 LC Aero-refrigerator TIR 26 Environment FIR 23 24 27 21 Cooling water P3 P4 22 TC 5 PR 20 LIR 19 18 V3 25 Process delay system FIR 10 PR 11 PIR 16 TR 17 PC 2 14 15 38 29 31 V1 V6 User 13 12 ZC 1 V2 V11 STEAM FLOW FIR 3 P2 P1 V9 STORAGE TANK TIR 2 LIR 1 LG LIR 9 8 LG 1 TR 5 PC PIR 7 6 Q 4 Thermal resistor LC V10 60kW BOILER FEED WATER

89
WORD BOND GRAPH OF THE INSTALLATION
Voltage source i U Thermal resistor Condenser Cooling circuit Condenser-Heat exchanger Boiler Steam expansion Discharge valves Feed water circuit Receiver

90
Logiciel «FDIModelBuilder » for ARR generation

91
Analyse de la surveillabilité

92
Implémentation temps réel

93
Fixation des seuils Simple test

94
Application de CuSum Simple test

95
Conclusion La supervision dans l’industrie aujourd’hui
Contrôle : PIDs bien adoptés par l’industrie Supervision: Grande demande mais confiance encore forte d’abord à l’opérateur Utilisation principalement de la redondance matérielle et sécurité pars seuil AMDECs plus connus par les industriels : HSQE La supervision : quelles compétences ? Informatique industrielle (API), contrôle et connaissance du process Gestion des IHMs Analyse des risques La supervision dans l’industrie : et demain ? Bien développée dan l’aéronautique (FDI et FTC) Rôle des RFID, Informatique et Automatisation intégrée Télésurveillance, intégration des méthodes à base de données, qualitatives et de connaissance
, contrôle et connaissance du process. Gestion des IHMs. Analyse des risques. La supervision dans l’industrie : et demain Bien développée dan l’aéronautique (FDI et FTC) Rôle des RFID, Informatique et Automatisation intégrée. Télésurveillance, intégration des méthodes à base de données, qualitatives et de connaissance.")
Présentations similaires



















 Nombres (1-100).>")