Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Professeur Amar Ramudhin, ing. Ph.D
Ligne d’Assemblage Professeur Amar Ramudhin, ing. Ph.D

2
Introduction Une ligne d’assemblage consiste en un nombre de station en série Types de ligne d’assemblage Ligne dédiée à une famille de produit Un modèle à la fois sur la ligne Ligne multi-modèles: Plusieurs produits en même temps sur la ligne Chaîne de montage synchronisée (Paced assembly line) à vitesse constante, c.à.d chaque travaille C unité de temps Le système de manutention va envoyer le produit à la station suivante même si l’opération n’est pas complétée… Le temps de cycle C doit être ajusté pour tenir compte des variabilités des temps d’opérations Chaîne de montage non synchronisée (Unpaced assembly system) Durée de tâches variables
 à vitesse constante, c.à.d chaque travaille C unité de temps. Le système de manutention va envoyer le produit à la station suivante même si l’opération n’est pas complétée… Le temps de cycle C doit être ajusté pour tenir compte des variabilités des temps d’opérations. Chaîne de montage non synchronisée (Unpaced assembly system) Durée de tâches variables.")
3
Exemple Introduction Des Pièces Encours Ligne d’assemblage

4
Ligne d’assemblage Flexible
mn m1 m2 mn m1 m2 mn …. Plusieurs stations en parallèle à chaque étape Les commandes sont assignées à une station en fonction des besoins de la tâche et de l’encours aux stations Système de manutention automatisée

5
Formulation Mathématique
Taux de Production: P unité par période Temps de Cycle C= 1/P Note: si on a m lignes en parallèle alors C=m/P Contrainte de Préséance: IP = {(u,v) : tâche u doit immédiatement précéder v} Restrictions de zonage ZS = ensemble de tâches qui doivent être assignées à la même station ZD = ensemble de tâches qui ne peuvent être assignées à la même station Variable binaire Xik Prend la valeur 1 si la tâche i est assignée à la station k Soit K le nombre maximale de station dans la ligne Afin de minimiser le temps mort sur les stations on va forcer les tâches dans les stations ayant les numéros les plus bas Soit cik, le coût d’assigner la tâche i dans la station k. La structure de cik est telle que: Ncik ≤ ci,k+1, pour k=1,…K-1
 : tâche u doit immédiatement précéder v} Restrictions de zonage. ZS = ensemble de tâches qui doivent être assignées à la même station. ZD = ensemble de tâches qui ne peuvent être assignées à la même station. Variable binaire Xik. Prend la valeur 1 si la tâche i est assignée à la station k. Soit K le nombre maximale de station dans la ligne. Afin de minimiser le temps mort sur les stations on va forcer les tâches dans les stations ayant les numéros les plus bas. Soit cik, le coût d’assigner la tâche i dans la station k. La structure de cik est telle que: Ncik ≤ ci,k+1, pour k=1,…K-1.")
6
Modèle de Programmation Mathématique
Contraintes Temps de Cycle Assignation des tâches Contrainte de préséance Contraintes de Zonage

7
Modèle de Programmation Mathématique
Contrainte de préséance Exemple: 3 stations; la tâche 2 doit précéder la tâche 3 X31 ≤ X21 X32 ≤ X21 + X22 X33 ≤ X21 + X22 + X23 Contrainte de zonage 5) est non linéaire Agréger les tâches qui doivent être faites à une même station en une super tâche Élimine la contrainte 5) Nombre min de station: ┌ T/C ┐ Où T = ∑ti
 est non linéaire. Agréger les tâches qui doivent être faites à une même station en une super tâche. Élimine la contrainte 5) Nombre min de station: ┌ T/C ┐ Où T = ∑ti.")
8
Solutions Heuristiques
En pratique on veut trouver une solution à un des problèmes suivants: Étant donné un temps de cycle trouver le nombre minimum de station (ou de personnes) sachant pour chaque tâche son temps d’opération, ses préséances et les restrictions de zonage Étant donné un nombre de station, trouver le temps de cycle minimal
 sachant pour chaque tâche son temps d’opération, ses préséances et les restrictions de zonage. Étant donné un nombre de station, trouver le temps de cycle minimal.")
9
Notations C – temps de cycle
Sk – ensemble de tâches assignées à la station k=1,…,M ti – temps d’opération de la tâche i, i=1,…,N T – temps total disponible pour la séquence d’assemblage requis Q – La quantité requise C = T/Q Restrictions: 1 ≤ M ≤ N : Moins de stations que de tâches ti ≤ C Efficacité de la ligne: Efficacité de la station k

10
Algorithme de Helgeson-Birnie (HB)
Assigner les opérations aux stations selon leurs poids de ‘positionnement’ en considérant les contraintes de préséance, de zonage et de temps. Poids de positionnement d’une tâche i: Somme des temps de i et de toutes les tâches qui succèdent i e.g. 1 2 4 3 5 13 poids tâche 1 = = 28

11
Autres règles On peut utiliser les règles suivantes au lieu du poids de positionnement dans l’assignation des opérations au stations: + grand nombre des successeurs d’un nœud; + grand nombre de successeurs immédiats; + grand poids des successeurs immédiats; On peut combiner des règles: Exemple: + grand poids en premier. Si égalité choisir l’opération ayant le plus grand temps d’opération

12
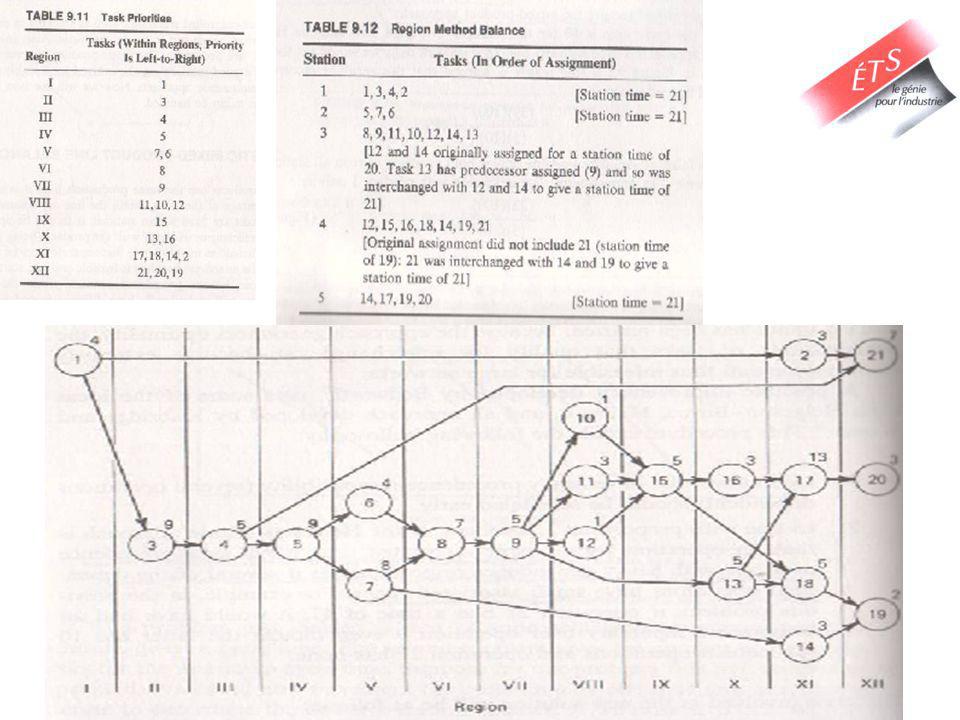
Exemple Temps de Cycle: 21

13
Exemple: Résolution à l’aide de la procédure de HB
- Temps de cycle :21 - Nbre min de station : /21 = 5 Efficacité de la ligne: (105)/(6*21) = .833 Éfficacité de la 6ième station 2/21 = .095
/(6*21) = Éfficacité de la 6ième station 2/21 =")
14
Exemple avec Temps de Cycle de 22
Station 1 Operations: 1 – Temps total: 21 Station 2 Operations: 5-7-6 Station 3 Operations: Temps total: 22 Station 4 Operations: Temps total: 21 Station 5 Operations: Temps total: 20 Éfficacité ?

15
Approche par Région Le problème avec l’approche précédente
une tâche ayant un poids élevé peut s’avérer moins critique qu’une tâche ayant beaucoup plus de successeurs mais avec des temps d’opérations moindre Approche par région tends à corriger cette situation

16
Approche par Région Développer le réseau de préséance
Assignation des régions de préséance: Redessiner le réseau en assignant les tâches aux régions de préséance les plus éloignés Dans une région lister les tâches en ordre décroissant des durées Laisse les petites tâches pour la fin Assigner les tâches en suivant les règles suivantes (en considérant les autres contraintes de zonages, etc.) Les tâches des régions les plus à gauche en premier À l’intérieur d’une région, la plus grande tâche en premier À la fin d’une assignation pour une station, décider si l’utilisation est acceptable Si non parmi l’ensemble des tâches qui reste dont les prédécesseurs ont été assignés, trouver le sous-ensemble des tâches dont les prédécesseurs sont dans des régions plus à gauche que les tâches assignées. Inter changer les tâches et déterminer s’il y a augmentation de l’utilisation. Si oui la nouvelle assignation est finale
 Les tâches des régions les plus à gauche en premier. À l’intérieur d’une région, la plus grande tâche en premier. À la fin d’une assignation pour une station, décider si l’utilisation est acceptable. Si non parmi l’ensemble des tâches qui reste dont les prédécesseurs ont été assignés, trouver le sous-ensemble des tâches dont les prédécesseurs sont dans des régions plus à gauche que les tâches assignées. Inter changer les tâches et déterminer s’il y a augmentation de l’utilisation. Si oui la nouvelle assignation est finale.")
18
Ligne d’assemblage mixte
Lorsque différents produits sont assemblés sur une même ligne on peut assumer qu’il y a une grande similarité entre les produits Plusieurs tâches communes Construire le réseau combiné

19
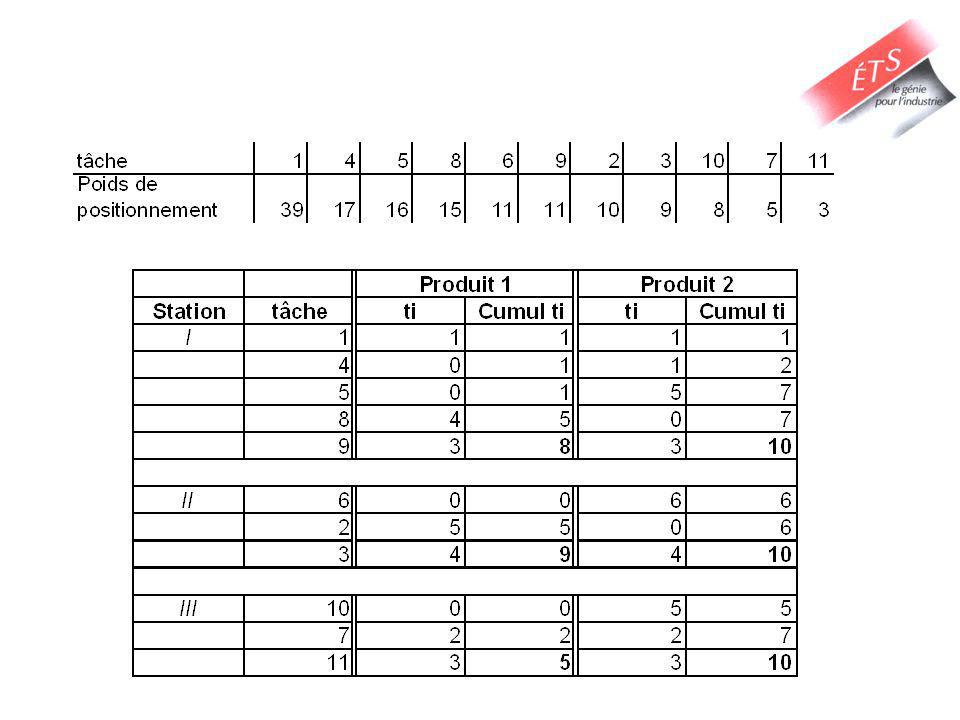
Produit 1 3 4 Réseau combiné Produit 2

20
Résultat avec le réseau Combiné
En appliquant l’algorithme de HB avec C=10 sur le réseau combiné on a le résultat suivant: Efficacité: (39*100)/(5*10) = 78% tâches temps 1,4,5 7 8,9 7 6 2,3 9 10,7,11 10 Produit 1: Efficacité: (22*100)/(5*10) = 44% 1 8,9 7 2,3 9 7,11 5 tâches temps Produit 2: Efficacité: (30*100)/(5*10) = 60% 1,4,5 7 9 3 6 4 10,7,11 10 tâches temps
/(5*10) = 78% tâches. temps. 1,4, , , ,7, Produit 1: Efficacité: (22*100)/(5*10) = 44% 1. 8, , , tâches. temps. Produit 2: Efficacité: (30*100)/(5*10) = 60% 1,4, ,7, tâches. temps.")
21
Procédure améliorée En réalité, il y a seulement un produit différent par poste Donc diminution de l’efficacité Solution logique Accumuler les temps des tâches assignées par produits séparément

23
Autre méthode pour ligne multi-modèle
Posons où est la proportion du modèle j à produire Utiliser le temps moyen pour construire la ligne. Soit dj : demande du modèle j Demande totale: D=j dj T: Horizon de planification : temps de l’opération i du modèle j

24
Lissage et Ordonnancement des modèles d’une ligne mixte
Le temps de cycle minimal est: Où est l’ensemble de tâches assignées à la station k Le temps d’introduction idéal pour la nième unité du modèle j est On peut trouver la séquence mixte en fusionnant les temps de début des séquences individuelles en une seule séquence non avec des temps de début non-décroissant. Les unités de production sont introduites dans la chaîne à chaque c unité de temps.

25
Exemple T = 4 heures (240 mins) 3 modèles de voitures:
10 sedan (S) 6 hachback (H) 4 station wagon (W) Total de 20 voitures C = 240/20 = 12 minutes Temps d’introduction en considérant les modèles séparément: Sedan: 240/10 : à chaque 24 minutes Temps d’entrée: 0,24,48,72,96,120,144,168,192,216 Hachback: 240/6 : à chaque 40 minutes Temps d’entrée: 0,40,80,120,160,200 Station wagon: 240/4 : à chaque 60 minues Temps d’entrée: 0,60,120,180
 6 hachback (H) 4 station wagon (W) Total de 20 voitures. C = 240/20 = 12 minutes. Temps d’introduction en considérant les modèles séparément: Sedan: 240/10 : à chaque 24 minutes. Temps d’entrée: 0,24,48,72,96,120,144,168,192,216. Hachback: 240/6 : à chaque 40 minutes. Temps d’entrée: 0,40,80,120,160,200. Station wagon: 240/4 : à chaque 60 minues. Temps d’entrée: 0,60,120,180.")
26
Résultat Combiner les 3 vecteurs en un vecteur Séquence résultants:
en donnant priorité au modèle ayant la plus grande demande (en cas d’égalité) S: 0,24,48,72,96,120,144,168,192,216 H: 0,40,80,120,160,200 W: 0,60,120,180 Séquence résultants: S-H-W-S-H-S-W-S-H-S-S-H-W-S-H-S-W-S-W-S
 S: 0,24,48,72,96,120,144,168,192,216. H: 0,40,80,120,160,200. W: 0,60,120,180. Séquence résultants: S-H-W-S-H-S-W-S-H-S-S-H-W-S-H-S-W-S-W-S.")
27
Temps Stochastique ti est normalement distribué avec moyenne μti et variance V(ti) De la loi centré réduite on a: t = μt + z(σt) Donc pour une station, avec une probabilité α, la valeur du temps t est
 Donc pour une station, avec une probabilité α, la valeur du temps t est.")
28
Exemple avec α=99.4% α=99.4% et donc z=2.5
Tâches en ordre décroissant de positionnement: B – A – C – D – E – F - G

29
Solution Déterministe
3 Stations

30
Solution Stochastique
5 Stations

Présentations similaires






>")












