Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Ces pièces sont souvent des pièces imbriquées l’une dans l’autre. Le dessin d’ensemble est souvent une vue en coupe; cela permet : De bien identifier les pièces qui autrement seraient cachées en tout ou en partie De montrer plus clairement leur assemblage. Dessin d’ensemble Un dessin d’ensemble est un dessin destiné à mettre en évidence comment des pièces sont assemblées les unes aux autres.

2
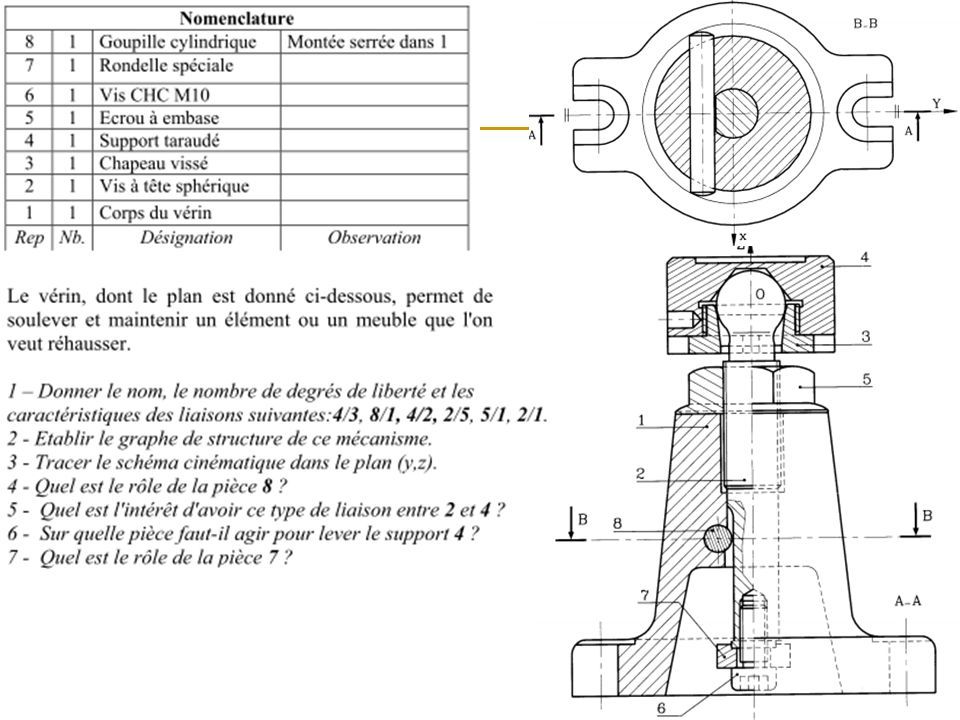
Éléments d’assemblage- les Ecrous Selon la cote h, on distingue: Les écrous H (écrous hexagonaux; h=0.8d) Les écrous Hm (écrous bas hexagonaux ; h=0.5d) Les écrous Hh (écrous hauts hexagonaux ; h=d) Exemple de désignation: Écrou Hm, M12
 Les écrous Hm (écrous bas hexagonaux ; h=0.5d) Les écrous Hh (écrous hauts hexagonaux ; h=d) Exemple de désignation: Écrou Hm, M12")
3
Les Rondelles Les rondelles d’appui évitent de marquer les pièces en augmentant la surface de contact Serve d’obstacle (arrêt axial)
")
4
Les Rondelles U – précise = grade A N – brute = grade C U

5
Freinage par écrou à encoches et rondelle frein La languette intérieure de la rondelle se loge dans une rainure sur l'arbre. Une des languettes de la périphérie est rabattue dans une encoche de l'écrou.

6
3.Assemblages par boulon, par vis, par goujon Boulon Vis Goujon

7
Vis de fixation

9
3.Dessin d’ensemble Assemblage par VIS H, M12 x 50 Plaque 1 Plaque 2 K= e= r R r = 1/4 s R = s M12 L= x = e/2 Trou de passage (série moyenne) : d 1 = 13.5 e = 1.15 x s = 20.7 k = 7.5 D1= 10.2 Trou de passage : Ød 1 = Avant trou :D1= Trou de passage GDI p.203 Avant trou GDI p.190 Profondeur d’implantationProfondeur d’implantation (GDI p.203) Le bout de la vis ne devrait pas dépasser la plaque La ligne d’axe doit être présente s =18 x =30
 : d 1 = 13.5 e = 1.15 x s = 20.7 k = 7.5 D1= 10.2 Trou de passage : Ød 1 = Avant trou :D1= Trou de passage GDI p.203 Avant trou GDI p.190 Profondeur d’implantationProfondeur d’implantation (GDI p.203) Le bout de la vis ne devrait pas dépasser la plaque La ligne d’axe doit être présente s =18 x =30")
10
Longueurs des taraudages

11
Filetage et éléments de fixation Assemblage par boulon (application) Trou de passage : Ø d 1 = 2 à 3 Pas
 Trou de passage : Ø d 1 = 2 à 3 Pas")
12
Initiation au dessin industriel / Exercice N°1 : TROU BORGNE TARAUDÉ Échelle 1 : 1 A A-A A 45 30° 30 Représenter sur les 3 vues le trou taraudé de: Diamètre nominal : M 20 x 2.5 Profondeur de perçage :45 Profondeur du taraudage:30

13
Initiation au dessin industriel / Exercice N°1 : TROU BORGNE TARAUDÉ Échelle 1 : 1 A A-A A Mise au net des vues

14
Initiation au dessin industriel / Exercice n°2 : VIS dans trou taraudé REPRÉSENTATION Échelle 1 : 1 Surface d’appui Surface de liaison Arrêt du filetage Bout de la vis Fin du taraudage Fond du trou

15
Initiation au dessin industriel / Exercice n°42 : VIS : REPRÉSENTATION Échelle 1 : 1 Surface d’appui Surface de liaison Arrêt du filetage Bout de la vis Fin du taraudage Fond du trou Désignation de la vis:………………………………….. Vis H, M16 x 70 x 38

16
Assemblages non permanents – rappel Les goupilles Les goupilles sont des éléments cylindriques ou coniques utilisés comme élément de: Centrage de pièces entre elles (goupilles de positionnement) Fixation de bague ou de moyeu sur les arbres peu sollicités Sécurité contre des surcharges éventuelles dans des transmissions.
 Fixation de bague ou de moyeu sur les arbres peu sollicités Sécurité contre des surcharges éventuelles dans des transmissions.")
17
Les goupilles élastiques Les goupilles élastiques sont en acier à ressort (Rr =1400 N/mm 2 ), elle sont faciles à utiliser. La goupille, dont le diamètre est plus grand que celui du trou, est comprimée dans son logement après montage, ce qui assure sont maintien en position. Elle présentent comme principaux avantages: De se maintenir dans leurs logements par élasticité et avec un effort de serrage important, Bonne résistance aux efforts de cisaillement.

18
Les goupilles de positionnement cylindriques Il sont utilisé pour des centrages ou des positionnements précis.centrages ou des positionnements

19
Les goupilles de positionnement cylindriques

20
Assemblages non permanents – rappel Les clavettes

21
Assemblages non permanents Les clavettes 1.Clavettes parallèles : Simples et économiques, Le couple transmissible et plus élevé qu’avec les goupilles AttentionAttention, c’est le diamètre de l’arbre qui détermine la section a×b de la clavette ; c’est un calcul de résistance qui détermine la longueur de la clavette.

22
Les clavettes

23
À bouts droits: est d’exécution aisée (par fraise- disque). Il présente cependant les inconvénients d’être encombrant en longueur, et de moins maintenir la clavette que le logement à bouts rondspar fraise- disque À bouts ronds

24
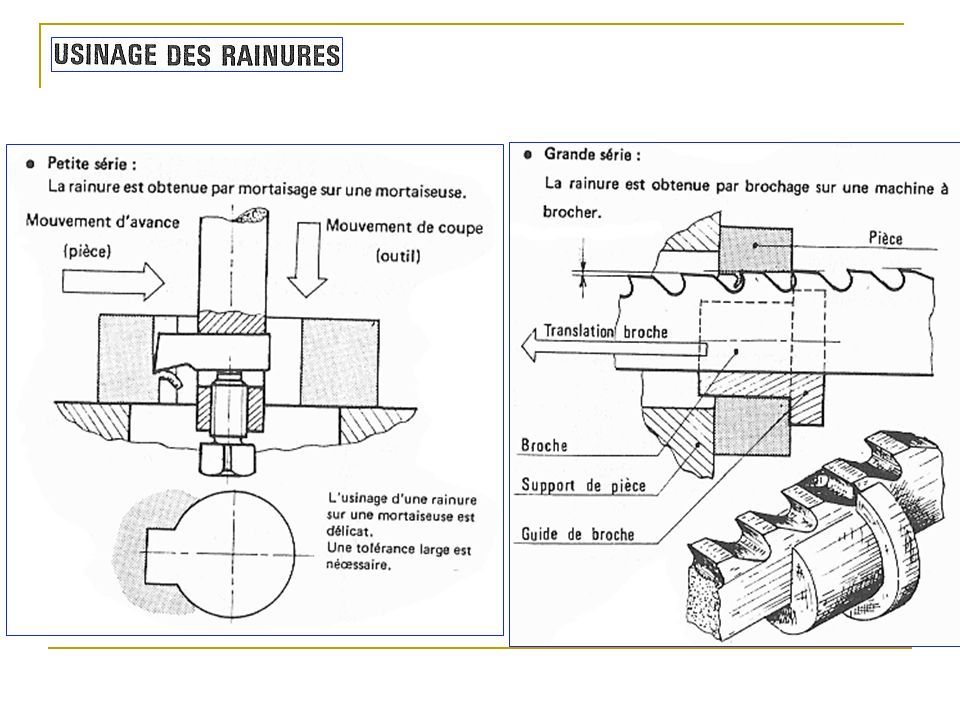
Clavettes Rainures pour clavettes parallèles

25
Rainures pour clavettes parallèles

26
Clavettes disques Rainures pour clavettes disques

27
Clavettes Rainures pour clavettes disques

29
7. Anneaux élastiques 1. PRÉSENTATION : Les anneaux élastiques permettent la fixation axiale (ou arrêt axial) d’éléments de machines (roulements, bagues, entretoises, ….) sur des arbres ou dans des alésages. Elle sont également appelés segments d'arrêt ou circlips. Leur forme est généralement celle d’un anneau fendu dont l’élasticité permet le montage et le maintien en position après assemblage. Avantages : · Faible coût ; · Économie de matière ; · Usinages standards ; · Faible encombrement axial. Inconvénient : ne supporte pas les charges axiales élevées.
 d’éléments de machines (roulements, bagues, entretoises, ….) sur des arbres ou dans des alésages. Elle sont également appelés segments d arrêt ou circlips. Leur forme est généralement celle d’un anneau fendu dont l’élasticité permet le montage et le maintien en position après assemblage. Avantages : · Faible coût ; · Économie de matière ; · Usinages standards ; · Faible encombrement axial. Inconvénient : ne supporte pas les charges axiales élevées..")
30
7. Anneaux élastiques 2. ANNEAUX ÉLASTIQUES POUR ARBRES : Couramment appelés circlips extérieurs, ils sont très utilisées pour des diamètres (Ø) de 3 à1000 mm. Ils supportent bien les vitesses de rotation élevées. Leur montage nécessite une pince spéciale à bec avec ergots. La désignation comprend dans l’ordre : 1 anneau élastique pour arbre ; 2 le diamètre (Ø) de l’arbre d ; 3 l’épaisseur de l’anneau S2. Exemple : anneau élastique pour arbre 20 x 1,2 Remarque : Il faut prévoir un usinage de l’arbre qui vérifie que S1 soit très légèrement plus grand que S2.
 de 3 à1000 mm. Ils supportent bien les vitesses de rotation élevées. Leur montage nécessite une pince spéciale à bec avec ergots. La désignation comprend dans l’ordre : 1 anneau élastique pour arbre ; 2 le diamètre (Ø) de l’arbre d ; 3 l’épaisseur de l’anneau S2. Exemple : anneau élastique pour arbre 20 x 1,2 Remarque : Il faut prévoir un usinage de l’arbre qui vérifie que S1 soit très légèrement plus grand que S2..")
31
7. Anneaux élastiques 3. ANNEAUX ÉLASTIQUES POUR ALÉSAGES : Ils sont couramment appelés circlips intérieurs. La désignation comprend dans l’ordre : 1 anneau élastique pour alésage ; 2 le diamètre (Ø) de l’alésage D ; 3 l’épaisseur de l’anneau t2. Exemple : anneau élastique pour alésage 35 x 1,5
 de l’alésage D ; 3 l’épaisseur de l’anneau t2. Exemple : anneau élastique pour alésage 35 x 1,5.")
32
Assemblages non permanents Les clavettes Moyeu clavette Clavette type A

33
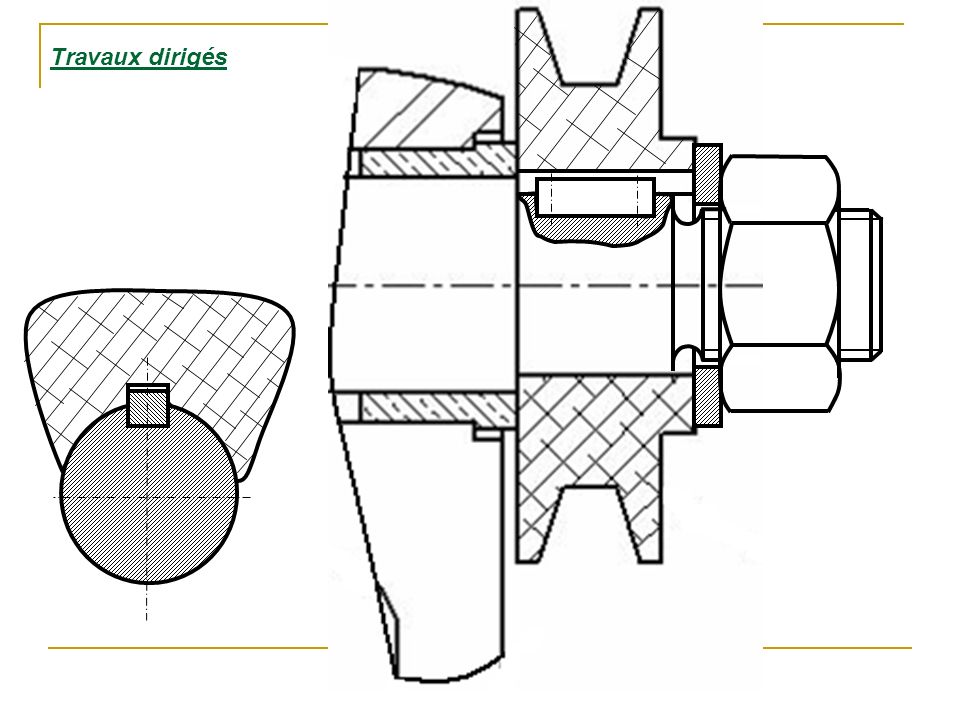
Travaux dirigés La languette intérieure de la rondelle se loge dans une rainure sur l'arbre. Une des languettes de la périphérie est rabattue dans une encoche de l'écrou.

35
5. Cannelures

36
Cannelures 1.Cannelures à flancs parallèles Les cannelures à flancs parallèles sont de véritables clavettes taillées dans l’arbre, il est ainsi possible de transmettre des couples importants.

37
2.Cannelures à flancs en développante de cercle Elles sont une application indirecte des engrenages en développante. Elle permettent de plus grandes vitesses de rotation (très bon centrage) et sont plus silencieuses que les cannelures à flancs parallèles.
 et sont plus silencieuses que les cannelures à flancs parallèles..")
38
1.Cannelures à flancs en développante de cercle

39
Dessin d’ensemble Règles de priorité dans une vue en coupe Les têtes hexagonales de vis et les écrous hexagonaux sont montrés avec trois faces dans la vue principale; ils sont dessinés sur angles pour éviter la confusion avec les têtes carrées. -la vis a priorité sur le taraudage.la vis a priorité sur le taraudage.

40
3.Dessin d’ensemble La représentation du filetage de la vis l’emporte sur celle du trou taraudé.

41
Les liaisons encastrements Concrètement, une bonne liaison doit assurer les points suivants : Réaliser une liaison encastrement consiste à immobiliser deux (ou plusieurs) pièces l’une par rapport à l’autre. A - Réaliser la mise en position B - Maintenir en position C - Assurer la fiabilité - Ex: freinage des écrous E - Assurer l’étanchéité - Ex: éléments déformables (joints…) D - Transmettre la puissance ( Par adhérence ou par obstacle)
 D - Transmettre la puissance ( Par adhérence ou par obstacle).")
42
Les liaisons encastrements A - Réaliser la mise en position : Souvent appelée : MIP Cela consiste à mettre en contact une ou plusieurs surfaces dans le but de supprimer des degrés de libertés - Assemblage cylindrique - Assemblage conique - Assemblage rectangulaire - L'utilisation de vis axe - L'utilisation d'entretoise Les possibilités sont:

43
Les liaisons encastrements Mise en position par: -Assemblage cylindrique -Epaulement -Clavette

44
Les liaisons encastrements Mise en position par: -Assemblage Conique + Le coincement conique -Assemblage Conique et clavette disque

45
Les liaisons encastrements Mise en position par: -Appui plan - Linéaire rectiligne -Vis axe (pas de positionnement angulaire)
")
46
Les liaisons encastrements Mise en position par: -Appui plan -Entretoise (qui assure le centrage) -Goupille élastique
 -Goupille élastique")
47
Les liaisons encastrements Mise en position par: -Assemblage cylindrique -Vis à téton -Assemblage cylindrique

48
Les liaisons encastrements B - Réaliser le mainten en position : Souvent appelé : MAP Cela consiste à utiliser une solution technologique évitant le démontage spontané des éléments mis en place précédemment Ces solutions sont nombreuses et il est possible de les classer par familles : 1/ les solutions démontables : 2/ les solutions non démontables :

49
LES LIAISONS ENCASTREMENTS Définition : Il est possible de séparer les composants sans les détruire ou les abîmer. Exemples : 1 Par éléments filetés 1/ les solutions démontables : 2 Par adhérence 3 Par goupilles 4 Par anneau élastique

50
LES LIAISONS ENCASTREMENTS 1/ les solutions non démontables : Définition : Pour séparer les composants il faut en détruire un ou les abîmer. Exemples : 1 Par soudage 2 Par rivetage 3 Par collage 4 Par frettage

51
Rivets aveugles (ou à expansion):
:")
52
Arbre Le frettage – emmanchement forcé Le frettage : c’est un assemblage par ajustement serré entre un arbre est un alésage cylindrique. La transmission d’un effort axial ou d’un couple de torsion est obtenue par la conjonction des effets dus au frottement et au serrage dans la zone de contact. moyeu Avant montage: d A d M d A > d M moyeu d M < d serrage < d A d serrage Après montage:

53
Les liaisons encastrements Mise en position par: -Assemblage cylindrique -Epaulement -Clavette Maintien en position par: Arrêt axial avec: -Circlips Arrêt axial avec: -Rondelle et écrou

54
Les liaisons encastrements Mise en position par: -Assemblage Conique et clavette disque Maintien en position par: -Ecrou à encoches -Rondelle frein Le coincement conique -Rondelle et Vis Chc

55
Les liaisons encastrements Mise en position par:Maintien en position par: - Eléments filetés -Appui plan - Linéaire rectiligne -Vis axe (pas de positionnement angulaire) -Ecrou -Rondelle d'appui - Eléments filetés
 -Ecrou -Rondelle d appui - Eléments filetés")
56
Les liaisons encastrements Mise en position par:Maintien en position par: -Appui plan -Entretoise -Goupille élastique -Ecrou H -Rondelle d'appui

57
Les liaisons encastrements Mise en position par:Maintien en position par: -Assemblage cylindrique -Vis à téton Serrage de la vis à téton (si nécessaire) -Assemblage cylindrique -boulon 1 et 4 sont des tampons tangents + tampons tangents
 -Assemblage cylindrique -boulon 1 et 4 sont des tampons tangents + tampons tangents")
58
Les liaisons encastrements Mise en position par:Maintien en position par: serrage par pincement Surface cylindrique Boulon Embout carré + Surface plane (épaulement) Rondelle + Ecrou H
 Rondelle + Ecrou H")
59
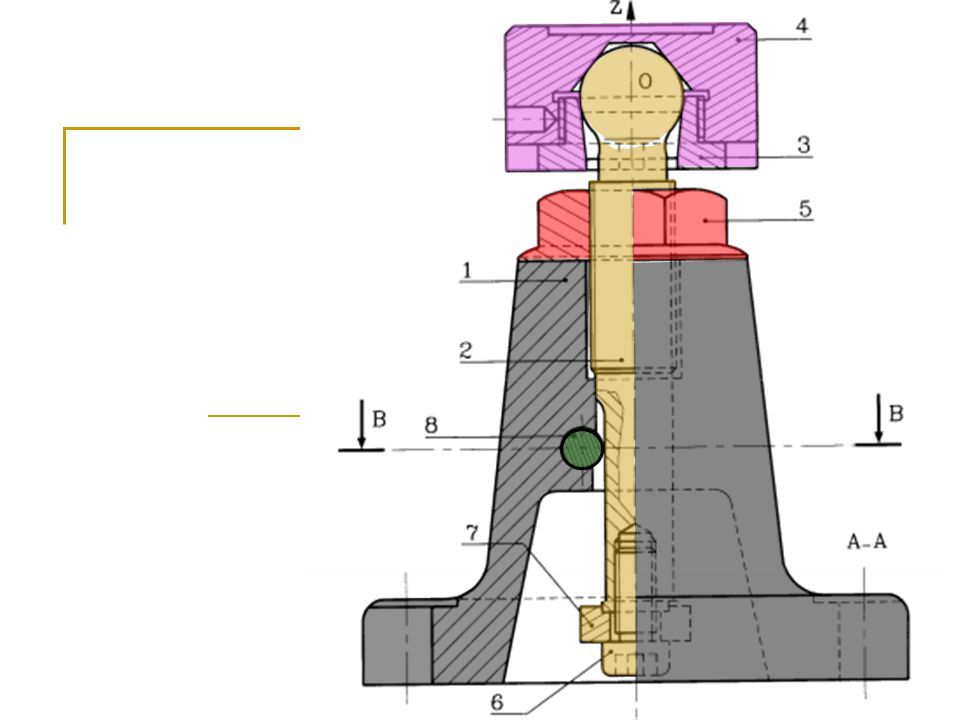
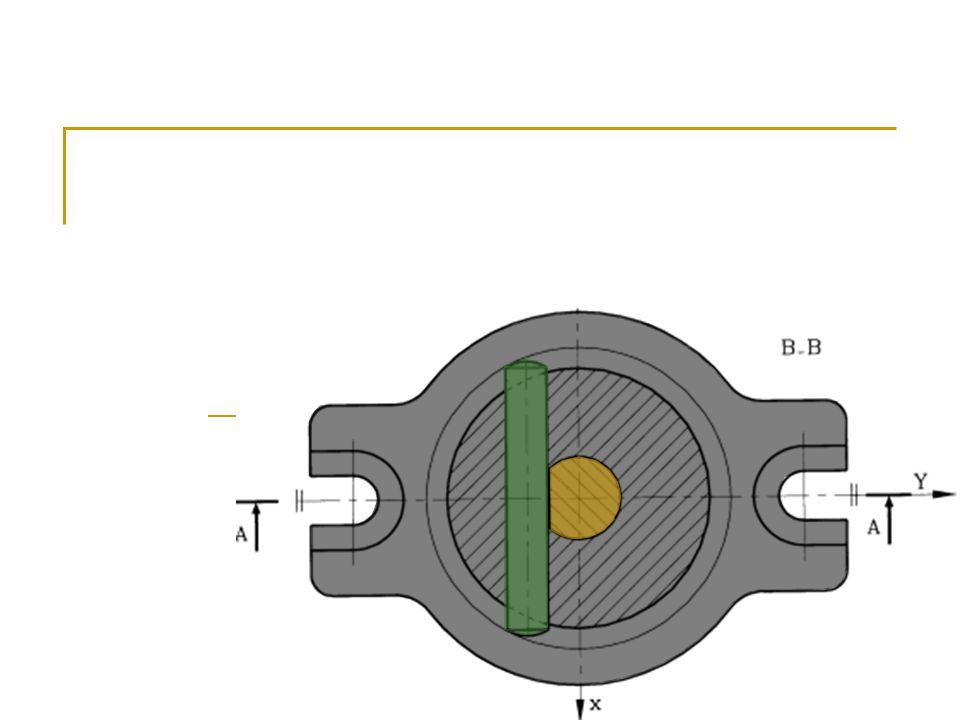
Travaux dirigés Réaliser la liaison encastrement entre l’arbre 2, de diamètre 25 mm, et la poulie 4 par : Clavette parallèle forme A de longueur L = 15 mm Rondelle M 20 U Écrou H, M 20 Réaliser la liaison encastrement entre le palier 1 et la base 5 par: VIS CHc, M10 x 20 (tête noyée dans un lamage de profondeur 8mm). Réaliser la section A – A. Réaliser la liaison encastrement entre l’arbre 2, de diamètre 30 mm, et le plateau 6 par : Ecrou à encoches (type KM 6) NF E 22-306/307 Rondelle frein (type MB 6) NF E 22- 306/307
 NF E /307 Rondelle frein (type MB 6) NF E /307.")
60
Travaux dirigés e= r = 1/4 s R = s e / 2 m = r R 2 à 3 Pas 1.5 à 2 Pas 1à 1.5 Pas

61
Travaux dirigés C1 = 8 k t d k = e= r M 10 20

62
Travaux dirigés

64
La languette intérieure de la rondelle se loge dans une rainure sur l'arbre. Une des languettes de la périphérie est rabattue dans une encoche de l'écrou. usinage

65
Travaux dirigés usinage

66
Chanfreins d'entrée et gorges de dégagement Lors de la conception de filetages ou de taraudages, afin de permettre le dégagement des outils, il convient d'usiner des gorges de dégagements et des chanfreins d'entrée (gorges dans le cas des pièces filetées et chambrages dans le cas des pièces taraudées).chambrages Dimensions
.chambrages Dimensions")
67
Chanfreins d'entrée et gorges de dégagement

68
Pas0,50,70,811,251,51,7522,533,54 R10,40,6 111,21,51,82,22,52,8 R20,20,3,03 0,5 0,60,80,911,21,4 H0,40,550,60,750,911,21,351,651,952,252,55 Tolérances sur R1 et R2 de 0 à + 20 % Les dimensions du tableau ci-dessous sont données à titre indicatif : Remarque : il faut à tout prix éviter les angles vifs en fond de gorge afin de diminuer les risques d'amorces de rupture.

69
Travaux dirigés 6 2 Dimension : doc. Réf. Page 135 La languette intérieure de la rondelle se loge dans une rainure sur l'arbre. Une des languettes de la périphérie est rabattue dans une encoche de l'écrou.

70
Travaux dirigés 6 2 Dimension : doc. Réf. Page 135 La languette intérieure de la rondelle se loge dans une rainure sur l'arbre. Une des languettes de la périphérie est rabattue dans une encoche de l'écrou.

Présentations similaires



















 LES ROULEMENTS - Les différents types - (Source G.D.I. - Editions Hachette)>")
