Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Influence de la polarité avec le procédé TIG
Courant Continu Polarité Normale Courant Continu Polarité Inversée Courant Alternatif - + - + Caractéristiques de pénétration + - + - + - + - + - + - - + Action nettoyante des oxydes Oui, une fois tous les demi-cycles Oui Nulle Répartition de la chaleur dans l'arc 70 % à la pièce 30% à l'électrode 50 % à la pièce 50 % à l'électrode 30 % à la pièce 70% à l'électrode Pénétration Étroite et Profonde Moyenne Large et peu profonde

5
Indicateur d'équilibrage du C.A.
Lorsqu'on utilise le mode automatique d'équilibrage des ondes avec le Courant Alternatif, on peut faire varié le balancement des ondes soit d’avantage en positif (décapage) ou soit d’avantage en négatif (pénétration meilleure). + _ BALANCE WELDING 3 MAX CLEANING 10 MAX PENETRATION
 ou soit d’avantage en négatif (pénétration meilleure). + _. BALANCE WELDING. 3. MAX CLEANING. 10. MAX PENETRATION.")
6
Symétrique Pénétration maximum Décapage maximum
Onde du courant Dissymétrie AC 5 Électrode Positive Électrode négative 50% 10 50% Symétrique Augmentation de la chaleur dans le travail 5 Électrode Positive Électrode négative 35% 10 65% Pénétration maximum Meilleur action de décapage 5 Électrode Positive Électrode négative 55% 10 45% Décapage maximum

7
Commande d'équilibrage des ondes pour le courant alternatif (AC WAVE balance)
Si l'on augmente l'effet nettoyant, la pénétration diminue. En effet, lorsqu'on emploie plus de courant positif, c'est l'électrode qui emmagasine la chaleur plutôt que le métal de base.

9
+ + _ _ + C.C.P.I. C.A. C.C.P.N. _ C.C.P.I. C.C.P.N. _ _
C.C.P.N. _ _ + C.C.P.I. C.C.P.N. _ Couche d’oxyde _ _ +

10
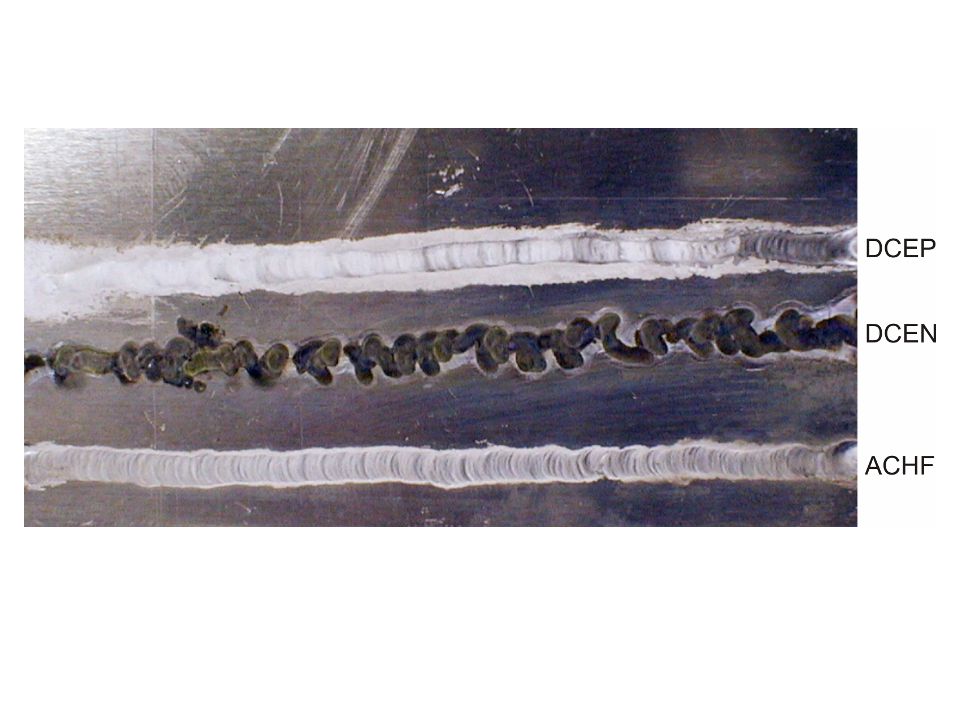
Profil du bain de fusion
Résultat de l'atelier pratique sur les polarités TIG But: Constater de façon pratique afin de mieux connaître les polarités dans le but de bien en effectuer le bon choix lors d’une mise en situation pertinente en milieu de travail lors du soudage d’une pièce en aluminium. MODE (polarité) Constatation: Décapage (effet de nettoyage), clarté du bain de fusion pendant soudage. présence de trace blanchâtre de chaque côté du cordon après soudage etc. Réaction du tungstène Profil du bain de fusion (pénétration) CA équilibré Résultat obtenu: Bon décapage, bain de fusion clair présence de trace blanchâtre de chaque côté du cordon après soudage Moyenne CC NÉGATIF (Polarité normale) Résultat obtenu: aucun décapage, bain de fusion sal, aucune présence de trace blanchâtre aux abords du cordons de soudure. Très Forte CA NÉGATIF Ondes débalancées Max. pénétration Résultat obtenu: décapage moins fort, pénétration meilleure qu’en AC équilibré, pénétration excellente. Présence de trace blanchâtre aux abords du cordons de soudure mais moins large qu’en AC ou AC+. Forte CA + Ondes débalancées Max. nettoyage Résultat obtenu: décapage fort, pénétration moins bonne qu’en AC équilibré. Présence de traces blanchâtres plus large aux autres aux abords du cordon de soudure Faible CC+ (Polarité inversée) Résultat obtenu: Tungstène fondant, fort décapage mais pénétration presque nulle. La chaleur est très concentré sur le tungstène et peu sur la plaque. Métal trop épais. Arc instable. Bain de fusion difficile à obtenir Très Faible C.C = Courant Continu C.A = Courant Alternatif
 Constatation: Décapage (effet de nettoyage), clarté du bain de fusion pendant soudage. présence de trace blanchâtre de chaque côté du cordon après soudage etc. Réaction du tungstène. Profil du bain de fusion. (pénétration) CA équilibré. Résultat obtenu: Bon décapage, bain de fusion clair présence de trace blanchâtre de chaque côté du cordon après soudage. Moyenne. CC NÉGATIF. (Polarité normale) Résultat obtenu: aucun décapage, bain de fusion sal, aucune présence de trace blanchâtre aux abords du cordons de soudure. Très Forte. CA NÉGATIF. Ondes débalancées. Max. pénétration. Résultat obtenu: décapage moins fort, pénétration meilleure qu’en AC équilibré, pénétration excellente. Présence de trace blanchâtre aux abords du cordons de soudure mais moins large qu’en AC ou AC+. Forte. CA + Ondes débalancées Max. nettoyage. Résultat obtenu: décapage fort, pénétration moins bonne qu’en AC équilibré. Présence de traces blanchâtres plus large aux autres aux abords du cordon de soudure. Faible. CC+ (Polarité inversée) Résultat obtenu: Tungstène fondant, fort décapage mais pénétration presque nulle. La chaleur est très concentré sur le tungstène et peu sur la plaque. Métal trop épais. Arc instable. Bain de fusion difficile à obtenir. Très Faible. C.C = Courant Continu. C.A = Courant Alternatif.")
11
CA ÉQUILIBRÉ POLARITÉ NORMALE CA "NÉGATIF " CA "POSITIF" POLARITÉ INVERSÉE

12
1 C.A. ÉQUILIBRÉ CA ÉQUILIBRÉ

13
2 POLARITÉ NORMALE (électrode négative)
")
14
3 C.A. déséquilibré négatif

15
4 C.A. déséquilibré POSITIF

16
5 POLARITÉ INVERSÉE (électrode positive)
")
Présentations similaires