Télécharger la présentation
1
Présentation du stage

2
presentation de l’entreprise Répartition du groupe Autoliv dans le monde

3
L’entreprise en tunisie

4
AdresseBP 41 ZI Nadhour govermorat zaghouan Tel72119100 Fax72119104 Forme juridiqueSARL Superficie globale (m^2)7264 Date de création (entré en production)1999 ExportatriceOui PDGOlivier Darcel Nombre total d’employés733 Régime de fonctionnement24h/jour fiche signalétique
7264 Date de création (entré en production)1999 ExportatriceOui PDGOlivier Darcel Nombre total d’employés733 Régime de fonctionnement24h/jour fiche signalétique")
5
Organigramme de l’usine

6
Analyse de processus industriel, services outil de qualité et méthodologie de l’entreprise Magasin de fourniture Magasin de stockage des matières premières : Magasin export les différents services de la société AUTOLIV : La société AUTOLIV est composée de plusieurs services qui sont : Le service d’informatique Le service de la maintenance Le service de la production Le service de la logistique Le service de la qualité Le service ressources humaines

7
III. L’outil de qualité III.1.Le 5S C’est une méthode d’optimisation de la production d’origine japonaise : Seiri : Eliminer Seiton : Ranger Seiso : Nettoyer Seiketso : Standardiser Shitsuke : Respecter C’est une méthode efficace pour conserver l’environnement de l’entreprise pour constituer un espace propre et source de fierté. Le 5M ou diagramme d’Ishikawa, sont des diagrammes où les différentes causes d’une erreur sont représentées d’une manière hiérarchique. L’avantage de cette méthode est que les causes principales des erreurs énumérées assez rapidement. La recherche de causes peut se faire selon le 5M: Main d’œuvre Matière Méthode Matériel Milieu Aujourd’hui, On peut y ajouter deux autre M pour arriver à 7M qui sont :* Management etMoyens financiers.

8
III.3.Le5P Cet outil d’analyse permet de rechercher les causes d’une situation problème, d’un dysfonctionnement. c’est un outil de première possibles d’une situation, d’un phénomène observé IV. analyse de produits :

9
V. Méthodologie de diagnostic :

10
Procède de fabrication I..Actigramme relatif a l’ASWT Nadhour :

11
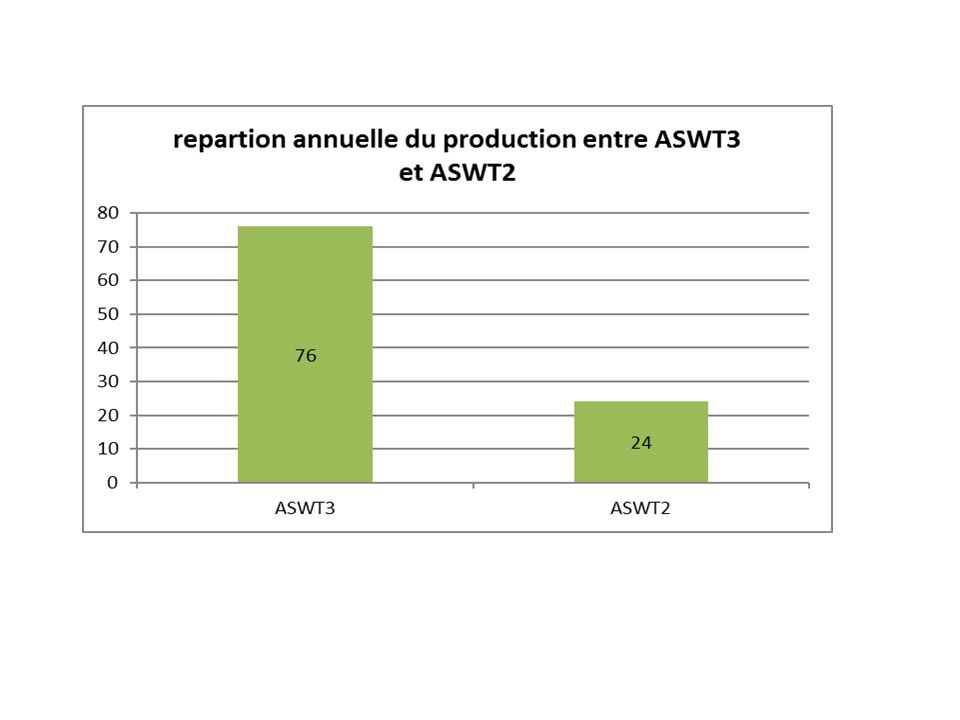
.Les différentes unités de production : * L’usine comporte deux ateliers dont chacune possède une tache spécifique : Ø L’atelier AMC3 : est un atelier de moussage. Ø l’atelier AMC2 : est un atelier de gainage et d’assemblage. Le schéma ci dessous illustre la succession des principaux acteurs participants au processus de la fabrication des volants de direction :

12
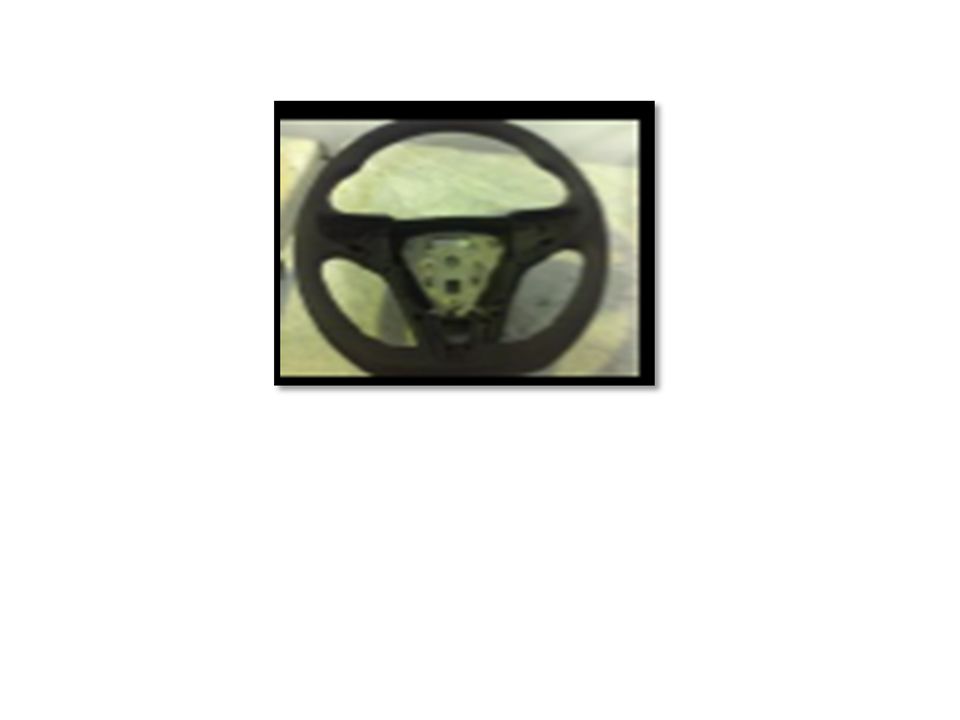
la succession des principaux acteurs participants au processus de la fabrication des volants de direction : Armature isodelta moussage Gainageassemblage Volant de direction

13
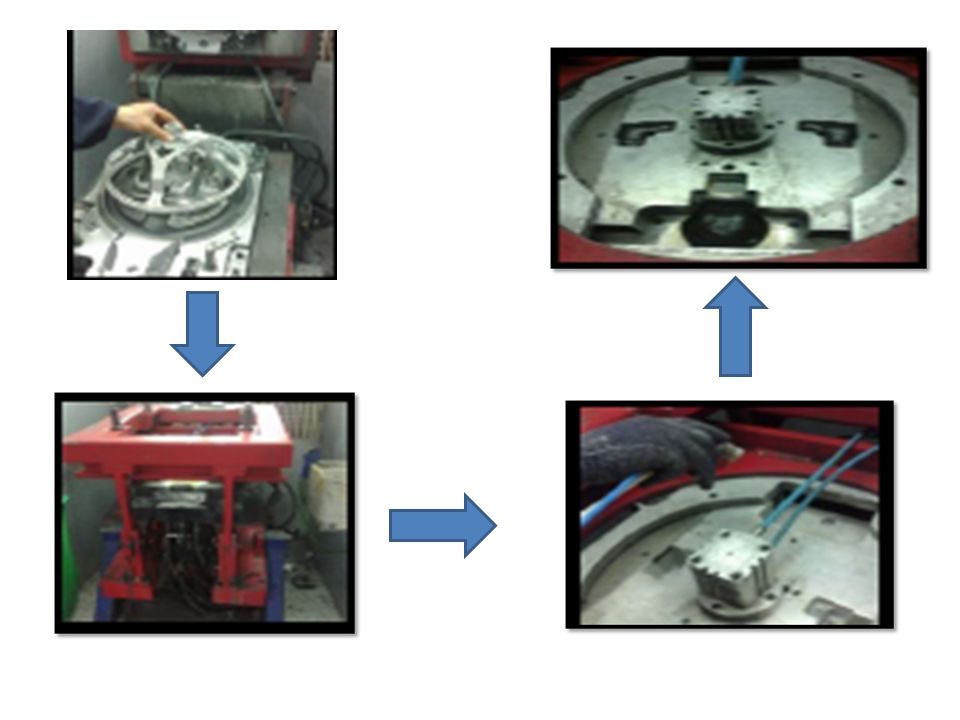
II.1. Description de l’ASWT3 : Cette étape consiste à passer un agent démoulant afin d'empêcher l'encollage de la mousse sur la moule ultérieurement.

14
2.Soufflage agent Cet étape consiste à souffler de l'air pour sécher l'agent Cet étape consiste à passer de la peinture afin que la couleur de la mousse soit uniforme c:c:. Passage peinture

19
Atelier de gainage

20
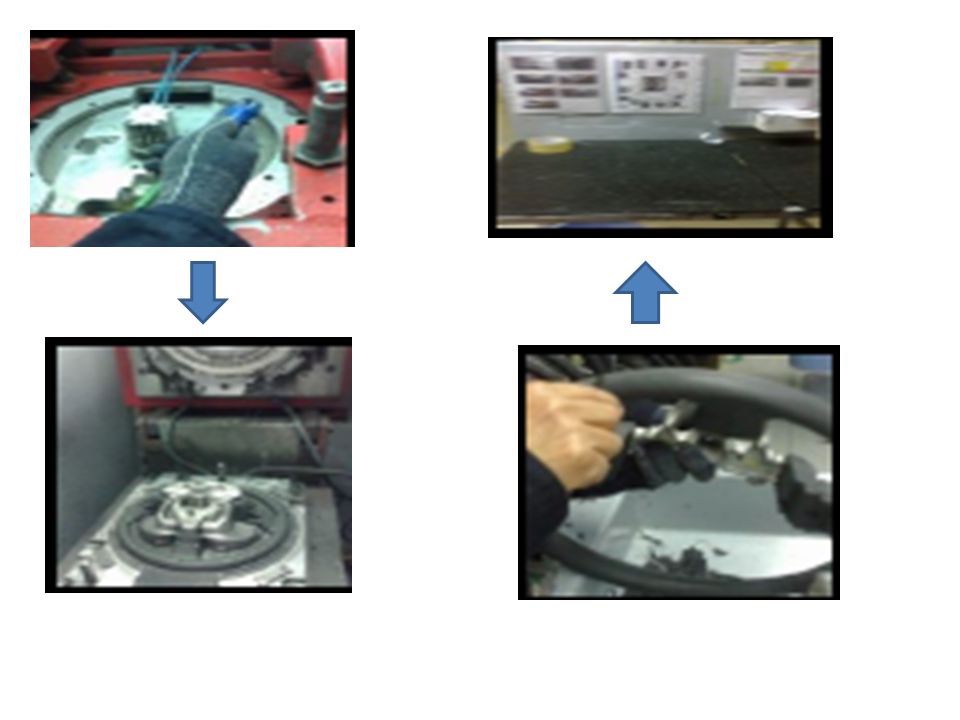
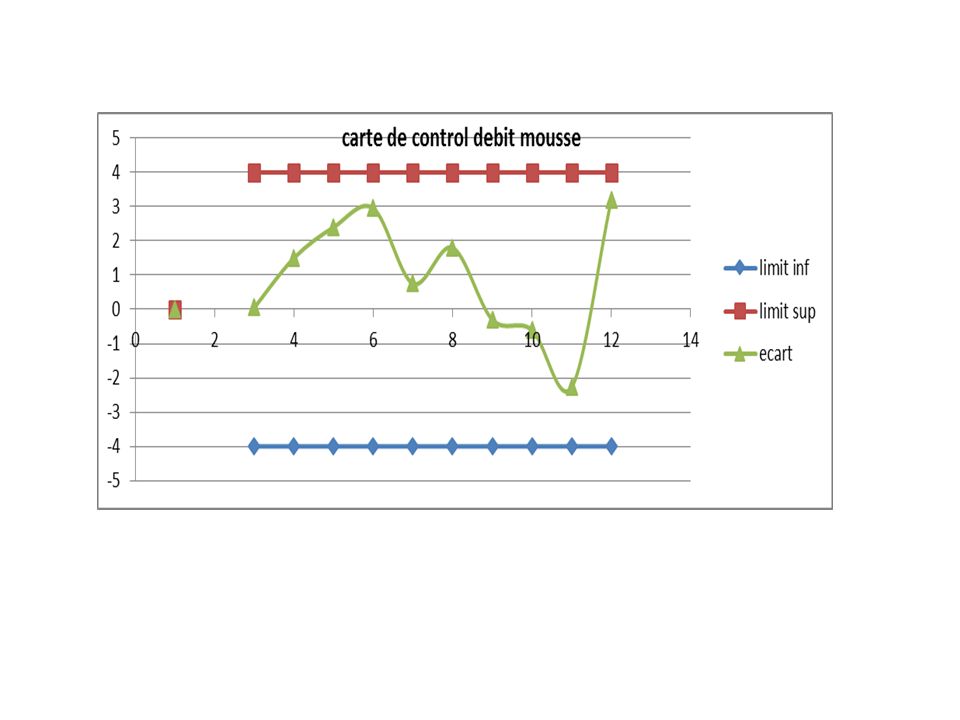
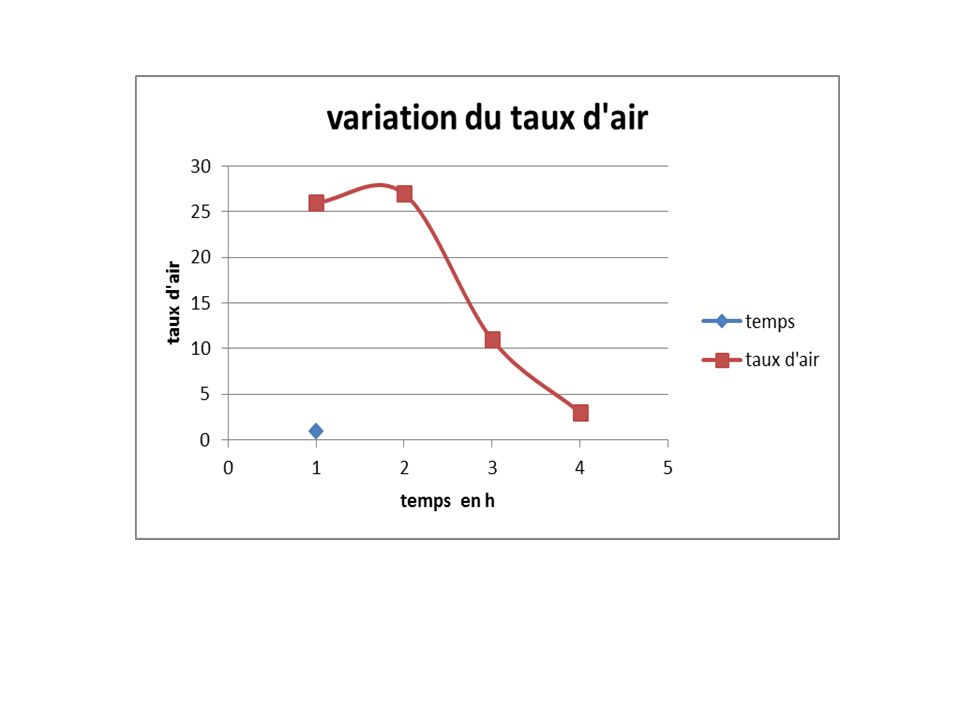
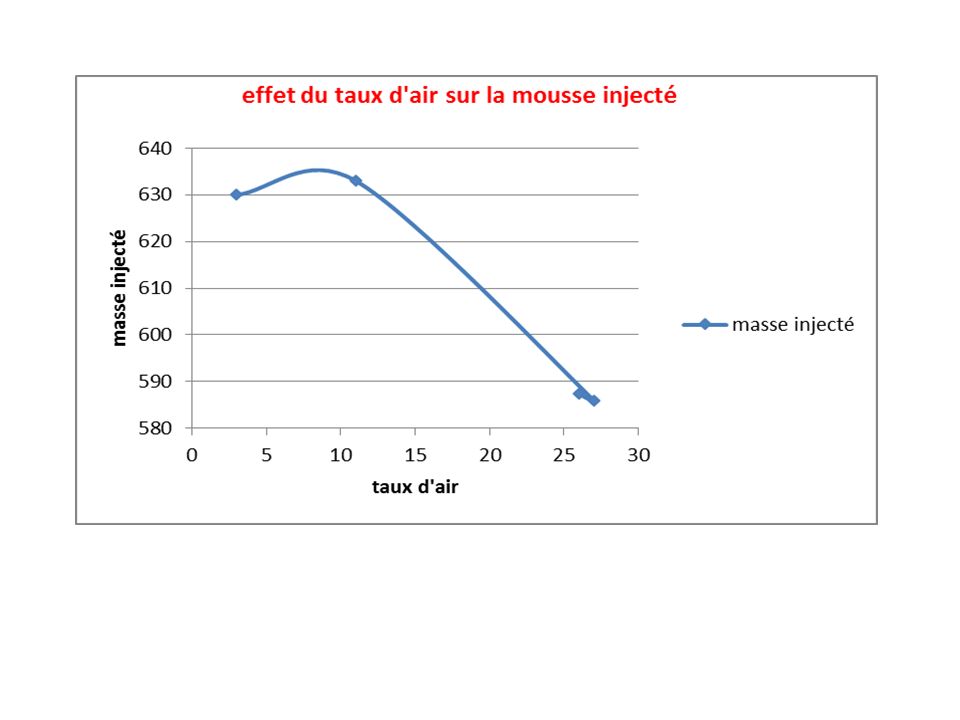
Procédé de moussage

22
Passage fil Collage patte

23
Finition Control IIP

24
Volant gainé Contrôle qualité des couplelles

25
Test vibration

26
Poste contrôle quakité Volant assemblé