Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
LE GEMMA

2
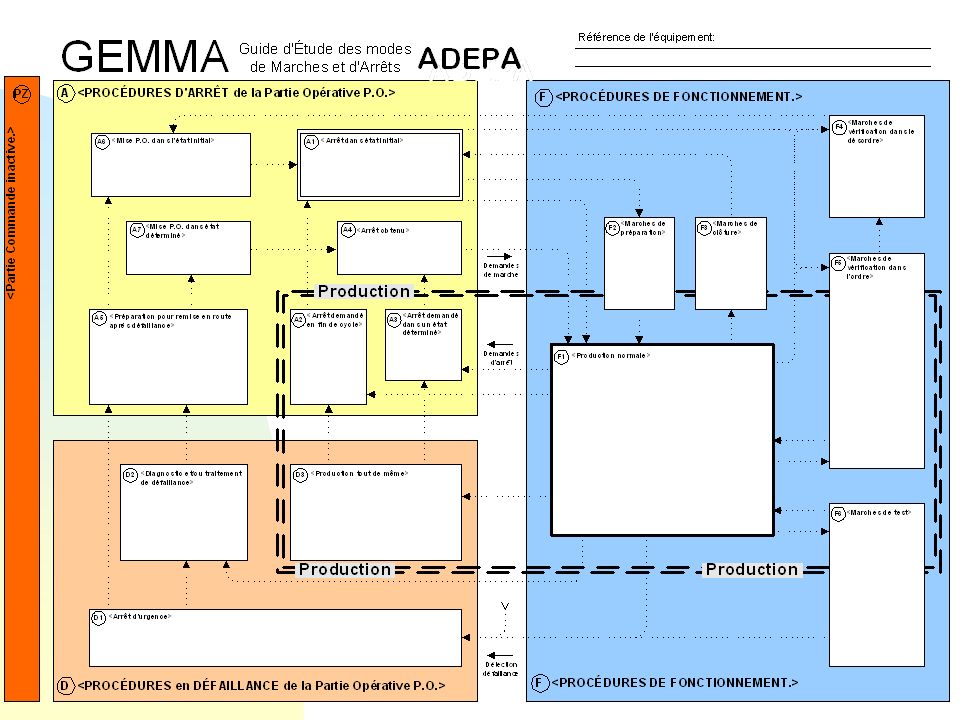
Le GEMMA Guide d'Étude des Modes de Marches et d'Arrêts
Inventé en France (1981) par AFCET Pourquoi: Besoin d'un vocabulaire commun et précis Besoin d'une approche guidée
 par AFCET. Pourquoi: Besoin d un vocabulaire commun et précis. Besoin d une approche guidée.")
3
Utilité du GEMMA Permet le recensement et la description des différents états du système, de la mise en route à la production normale. Précise les procédures à mettre en oeuvre après analyse d'une anomalie ou d'un défaut de fonctionnement.

5
Concept #1 du GEMMA « Les procédures de marches et d’arrêts ainsi que les procédures en défaillances sont vus par une Partie Commande en ordre de marche. » Ils concernent le système entier (P.O. + P.C.) autonome.
 autonome.")
6
Concept #1 du GEMMA Hypothèses:
La Partie Commande est en ordre de marche avec tous ses organes alimentés. La Partie Opérative peut être dans un état quelconque (en marche, hors-énergie, ...).
.")
7
Concept #1 du GEMMA Cela entraîne une première division de la feuille du GEMMA: PC hors Énergie PC en Énergie

8
Concept #1 du GEMMA Cela entraîne une première division de la feuille du GEMMA: Général API en mode « RUN » Automate

9
Concept #2 du GEMMA Le critère PRODUCTION La production, c'est:
« Le but d’un système automatisé est de produire une valeur ajoutée : Produit entrant PRODUCTION Produit sortant avec valeur ajouté La production, c'est: Modification des produits, Manutention, Stockage, ...

10
Concept #2 du GEMMA Cela entraîne une seconde division de la feuille du GEMMA. Hors PRODUCTION En PRODUCTION

11
Concept #3 du GEMMA Il y a 3 grandes familles de modes de marches et d'arrêts La famille F: Zone “Procédures de fonctionnement” La famille A: Zone “Procédures d'arrêts” La famille D: Zone “Procédures de défaillances”

12
Concept #3 du GEMMA Cela entraîne une troisième division de la feuille du GEMMA Arrêt Fonctionnement Défaillance

13
Concept #3 du GEMMA Cela entraîne une troisième division de la feuille du GEMMA.

14
Les rectangles-états Chaque mode de marche et d'arrêt est désigné par un rectangle-état. Chaque rectangle-état traduit un état du système à un moment donné de son évolution. Condition (Respect de l’unicité de mode) : Il faut obligatoirement que le système soit dans un état à la fois.
 : Il faut obligatoirement que le système soit dans un état à la fois.")
15
Les rectangles-états Un rectangle-état appartient :
à l'une des 4 familles (A, D, F et PZ), à une sous-famille de A ou de F, à la zone de production ou non.
, à une sous-famille de A ou de F, à la zone de production ou non.")
16
Les rectangles états Il y a 16 rectangles au total :
6 dans la famille F 7 dans la famille A 3 dans la famille D Les principales possibilités de liaisons entre les rectangles-états sont suggérées par un trait discontinu assorti d’une flèche indiquant le sens de l’évolution la plus courante.

17
Procédures d'arrêt (Famille A)
")
18
Famille A: Procédures d'arrêt
On retrouve ici tous les modes ou états qui conduisent à un arrêt du système pour des raisons EXTÉRIEURES Fin de la journée de travail Manque de matière ARRÊT NORMAL

19
Rectangles états zone A
A1 - Arrêt dans l'état initial Il s’agit de l’état repos du système : PC : initialisée PO : ses composants sont dans leur position de départ. (P.O. en référence) Obligatoire dans tout GEMMA Étape initiale du GRAFCET de niveau 2 Rectangle A1 du GEMMA
 Obligatoire dans tout GEMMA. Étape initiale du GRAFCET de niveau 2. Rectangle A1. du GEMMA.")
20
Rectangles états zone A
A1 - Arrêt dans l'état initial Initialisation de PC : L’API en mode “RUN”, avec ou sans le contrôle de l’opérateur “INIT”. Vérification des étapes initiales des GRAFCET, Vérification des compteurs, … Initialisation de PO : La PO est mise en énergie (de commande et de puissance) si ce n’est pas déjà fait. La mise en référence est obtenue : Automatiquement : en fin de cycle du système, Manuellement : dans F4 puis A6.
 si ce n’est pas déjà fait. La mise en référence est obtenue : Automatiquement : en fin de cycle du système, Manuellement : dans F4 puis A6.")
21
Rectangles états zone A
A1 - Arrêt dans l'état initial Remarque : Mise en énergie de la PO Energie pour commander les entrées des pré-actionneurs (distributeurs, contacteurs, …) = faible puissance. (± 5V, ou 3 At). Energie de puissance : l’énergie nécessaire pour mettre en mouvement les actionneurs. Il s’agit de l’énergie électrique, pneumatique ou hydraulique. (380V ou 800 At). 10m h = 100m
 = faible puissance. (± 5V, ou 3 At). Energie de puissance : l’énergie nécessaire pour mettre en mouvement les actionneurs. Il s’agit de l’énergie électrique, pneumatique ou hydraulique. (380V ou 800 At). 10m. h = 100m. ")
22
Rectangles états zone A
A2 - Arrêt demandé en fin de cycle État transitoire vers l'état A1 Mémorisation de la demande d'arrêt Le cycle en cours doit se terminer pour retour aux conditions initiales. Pour aller de F1 ou D3 à A2 : Avoir demandé la fin du cycle : FCY

23
Rectangles états zone A
A3 - Arrêt demandé dans un état déterminé L’état d’arrêt est en général différent de celui attendu en fin de cycle. S’obtient par le figeage de la situation : Figeage immédiat : F/G4 : (*) Figeage dans une situation donnée : F/G4 : (X20) A3 est un état transitoire vers l'état A4. Pour aller de F1 ou D3 à A2 : Avoir demandé le figeage : FIG
 Figeage dans une situation donnée : F/G4 : (X20) A3 est un état transitoire vers l état A4. Pour aller de F1 ou D3 à A2 : Avoir demandé le figeage : FIG.")
24
Rectangles états zone A
A4 - Arrêt obtenu L'automatisme est arrêté dans un état autre que la position de référence. L’arrêt peut être programmé : En fin de cycle; En fin de séquence; En fin d’étape (figeage). Pour sortir de A4 et aller vres F1: Avoir enlevé le figeage : DFIG
. Pour sortir de A4 et aller vres F1: Avoir enlevé le figeage : DFIG.")
25
Rectangles états zone A
A5 - Préparation de remise en route après défaillance Toute opération nécessaire pour la remise en route du système. Comprend généralement: dégagement, nettoyage,... Opérations souvent manuelles: Intervention de l'opérateur Pour arriver dans A5 : D1 ou D2 L’API reste actif, mais la PO est bloquée. La PO peut être ou non en énergie pour faciliter les réglages.

26
Rectangles états zone A
A6 - Mise en état initial de la partie opérative Séquences permettant de remplir les conditions de l'état initial. Il faut mettre la PO en énergie. L’initialisation peut être: Manuelle, par action sur chaque actionneur; (Attention : inter-verouillage des actions !) Automatique, par une séquence pré-établie (bouton d’initialisation). Pour arriver dans cet état : Avoir mis le sélecteur de modes en “REF”. Le lancement de la mise en référence par le bouton “BPréf”.
 Automatique, par une séquence pré-établie (bouton d’initialisation). Pour arriver dans cet état : Avoir mis le sélecteur de modes en REF . Le lancement de la mise en référence par le bouton BPréf .")
27
Rectangles états zone A)
A7 - Mise de la partie opérative dans un état déterminé Séquences permettant de remplir les conditions d'un l'état autre que l'état initial Généralement de façon manuelle

28
Famille F: Procédures de fonctionnement
On retrouve ici tous les modes ou états qui sont indispensables à l'obtention de la valeur ajoutée. On ne produit pas dans tous les modes de cette famille: Modes préparatoires, Modes de réglages et de test. Modes préparatoires: ex:. préchauffage, remplissage, ... Modes de réglages et de test: Ex: calibration, maintenance, réglages, ...

29
Rectangles états zone F
F1 - Production normale Obligatoire dans tout GEMMA GRAFCET de base Rectangle F1 du GEMMA

30
Rectangles états zone F
F1 - Production normale En général : Pour arriver dans F1, on a : Condition nécessaire : MODE choisi : “mode AUTO” et PO en énregie, conditions initiales,… AUTORISATION de l’opérateur : “DCY” Pour quitter F1, on a : DEMANDE de l’opérateur : “FCY” ou “ACY”

31
Rectangles états zone F
F2 - Marche de préparation La pocédure à déclencher manuellement ou automatiquement lors du démarrage de l’installation avant de passer dans F1. F1 vers F2 : impossible sauf après passage par A1. Ex. : Préchauffage Remplissage Ou toute opération de préparation essentielle à la production.

32
Rectangles états zone F
F2 - Marche de préparation En général : Pour arriver dans F2, on a : MODE choisi : “mode MP”

33
Rectangles états zone F
F3 - Marche de clôture : La pocédure à déclencher manuellement ou automatiquement avant que la machine ne se trouve dans son état initial A1. Vidage progressif Nettoyage Ou toute opération assurant une remise en condition initiale de l’automatisme.

34
Rectangles états zone F
F3 - Marche de clôture En général : Pour arriver dans F3, on a : MODE choisi : “MC” et AUTORISATION de l’opérateur : “ACY”

35
Rectangles états zone F
F4 - Marche de vérification dans le désordre Cet état permet de vérifier certaines fonctions ou certains mouvements des actionneurs sans respecter l’ordre du cycle ou de la séquence. Mouvements séparés Fonctions séparées Mode dit “Manuel” Remarque : Il faut introduire des interverrouillages de mouvements, de sorte qu’aucune collision ne se produise.

36
Rectangles états zone F
F5 - Marche de vérification dans l'ordre Test de cycle ou de partie de cycle de production à la cadence désirée. Types de marche: Étape par Étape; Cycle par Cycle; Séquence par Séquence; Poste par Poste. L’avance étape par étape est obtenue grâce au bouton P-à-P.

37
Rectangles états zone F
F6 - Marche de test Ce mode permet d’isoler momentanément une partie de l’installation automatique nécessitant réglages et/ou des étalonnages périodiques des dispositifs de contrôle et de mesure. Ex. Etalonnage des capteurs de température

38
Famille D: Procédures de défaillance
On retrouve ici tous les états conduisants à (ou traduisant) un arrêt du système pour des raisons INTÉRIEURES. Arrêts d'urgence Défaillance de la partie opérative
 un arrêt du système pour des raisons INTÉRIEURES. Arrêts d urgence. Défaillance de la partie opérative.")
39
Rectangles états zone D
D1 - Arrêt d'urgence Déclenché : Manuellement : action sur le bouton “coup de poing” Automatiquement : suite à défaut de la PO (mise hors énergie accidentelle, par ex.) Procédures prévues pour la PO : Arrêt immédiat ou différé Séquence de dégagement de la PO … Procédures prévues pour la PR : Déclencher une alarme sonore, … Afficher des messages appropriés,
 Procédures prévues pour la PO : Arrêt immédiat ou différé. Séquence de dégagement de la PO. … Procédures prévues pour la PR : Déclencher une alarme sonore, … Afficher des messages appropriés,")
40
Rectangles états zone D
D2 - Diagnostic et/ou traitement de la défaillance Tous les actionneurs sont arrêtés. Examen et réparation Intervention humaine

41
D2 : Evolutions possibles

42
Rectangles états zone D
D3 - Production tout de même Lorsque la défaillance n’affecte qu’un seul poste dans un système. Production dégradée ou forcée Utilisation d'opérateurs non-prévus

43
Pupitre de commande L’application de GEMMA permet d’identifier le pupitre de commande de l’opérateur. Ex. :

Présentations similaires


















>")
