Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
LE GEMMA

2
Introduction

3
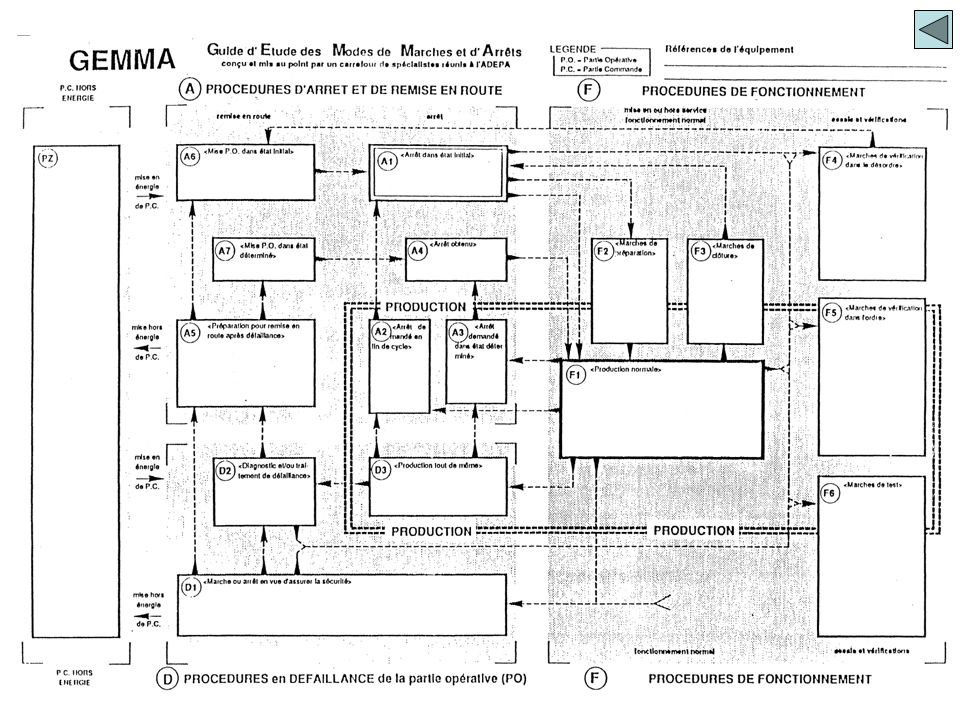
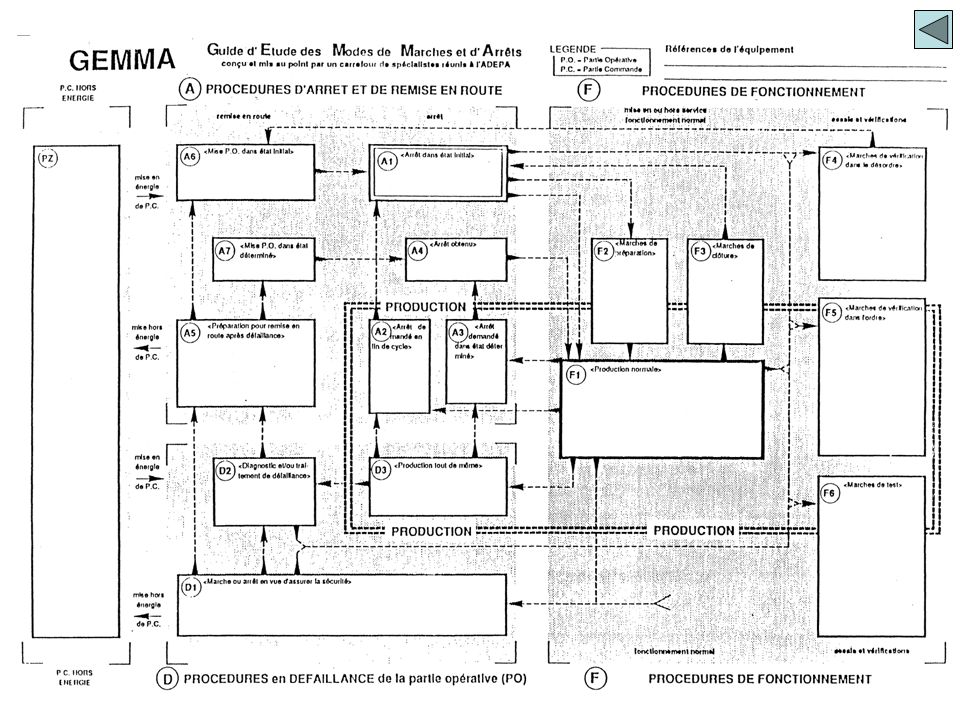
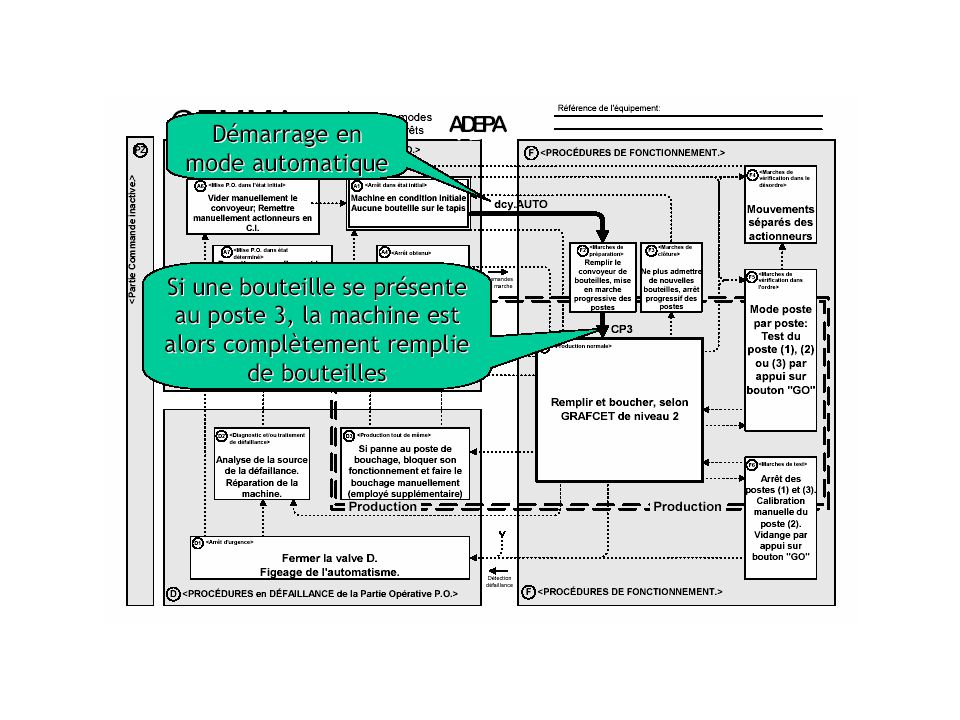
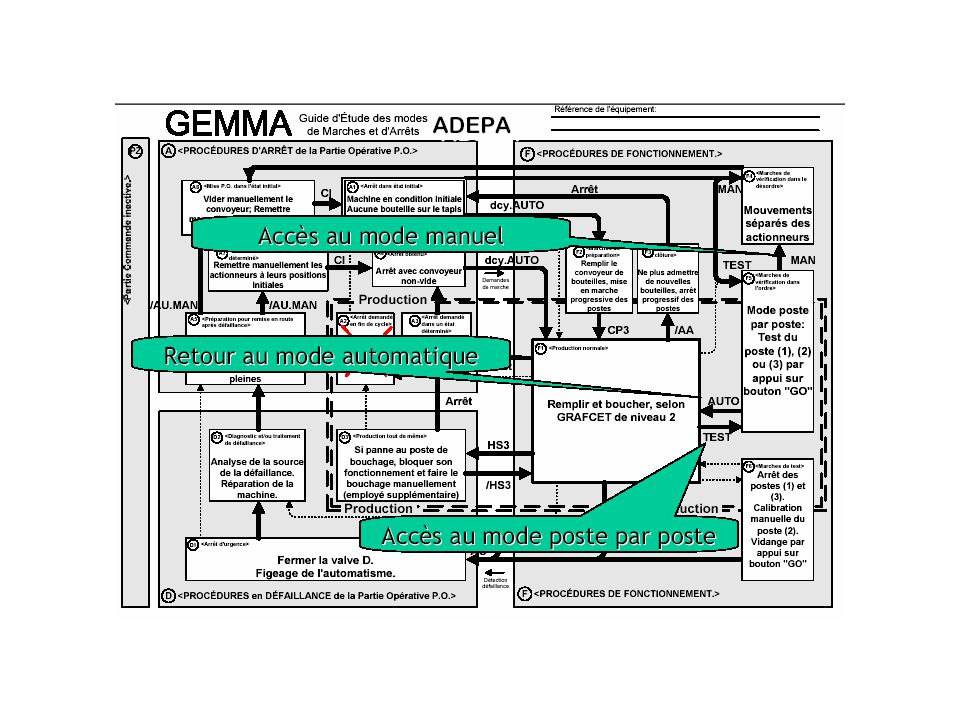
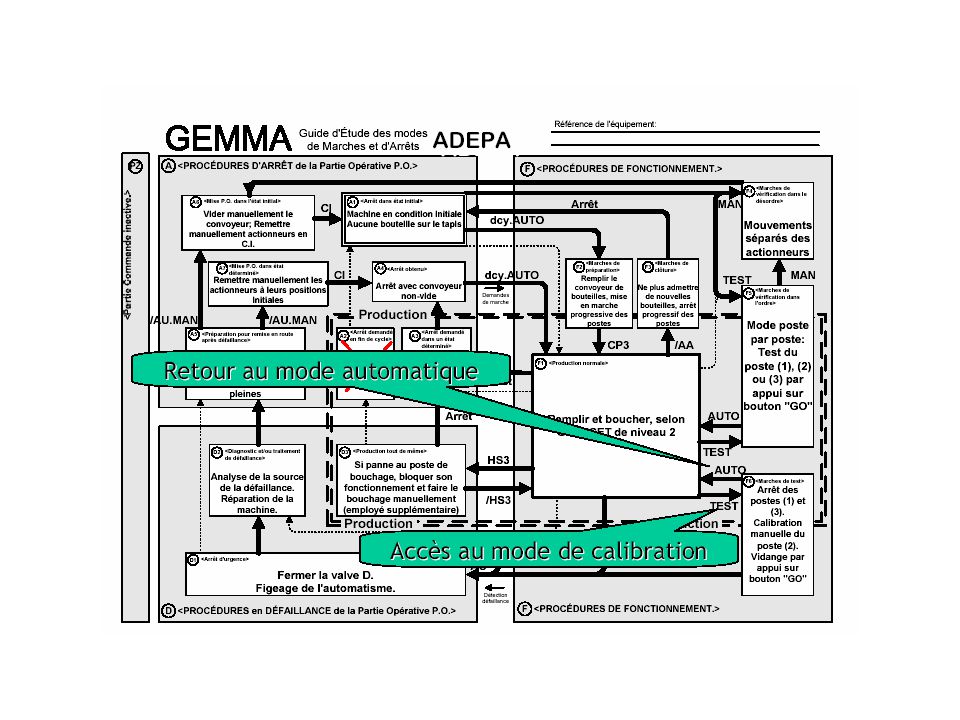
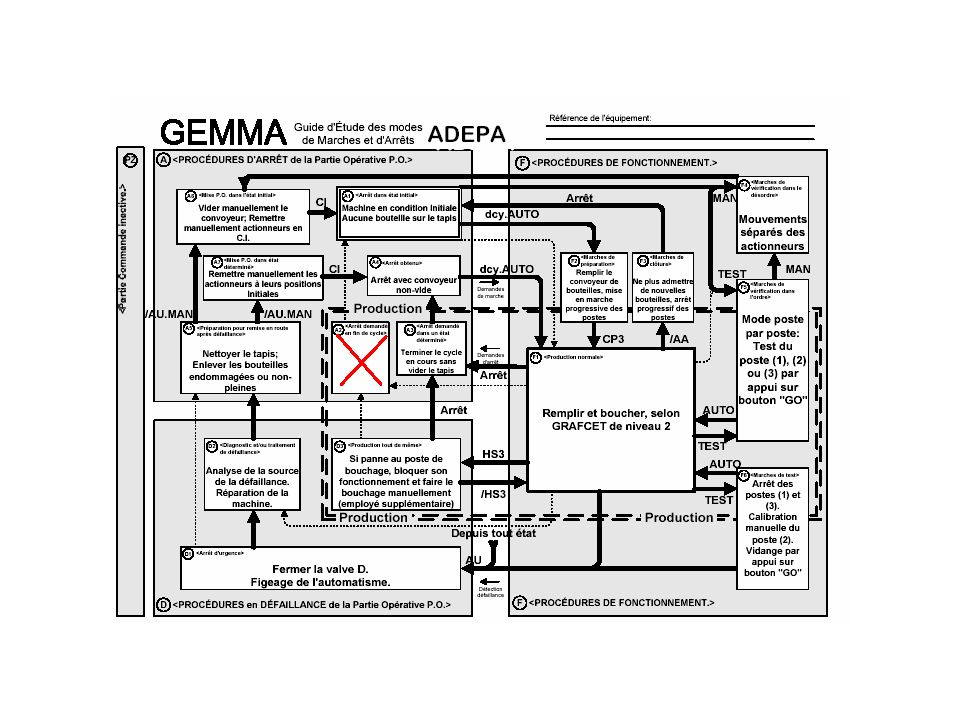
Introduction Le Guide d’Etude des Modes de Marches et d’Arrêts, a été mis au point par l’ADEPA.* Il est constitué pour l'essentiel d'un guide graphique qui est rempli progressivement lors de la conception du système. Le GEMMA est un outil d'aide à la synthèse du cahier des charge: - vocabulaire précis, - approche guidée. La grille doit permettre de réaliser Le grafcet global du système. * ADEPA : Agence pour le Développement de la Productique à l’industrie

5
Concepts de base

6
€ Concepts de base Partie Opérative Partie Relation Partie Commande
Système Automatisé de Production « SAP » € Partie Opérative Partie Relation Partie Commande

7
Concepts de base PC hors énergie PC en énergie Concept n°1 PZ A F D
Les procédures de marches et d'arrêt ainsi que les procédures en défaillance sont vues par une partie commande (P.C.) en ordre de marche. PZ PC hors énergie A D F PC en énergie Mise en énergie Mise hors énergie
 en ordre de marche. PZ. PC hors énergie. A. D. F. PC en énergie. Mise en énergie. Mise hors énergie.")
8
PC SOUS ENERGIE PC_ INACTIVE (mode STOP) PC_ ACTIVE (mode RUN)
Mise en énergie PC SOUS ENERGIE PC_ ACTIVE (mode RUN) PC HORS ENERGIE PC_ INACTIVE (mode STOP) NE PAS COUPER L’ÉNERGIE DE LA PC SUR UN AU OU SUR UN DÉFAUT ! Mise hors énergie
 PC HORS ENERGIE. PC_ INACTIVE (mode STOP) NE PAS COUPER L’ÉNERGIE DE LA PC SUR UN AU OU SUR UN DÉFAUT ! Mise hors énergie.")
9
Concepts de base Concept n°2
Un système automatisé est conçu fondamentalement pour produire une certaine valeur ajoutée On dira que le système est en production si la valeur ajoutée pour laquelle le système a été conçu est obtenue. On dira que le système est hors production dans le cas contraire.

11
Concepts de base Concept n°3
On peut classer en trois grandes familles les modes de Marches et d'Arrêts d'un système automatisé Famille F : Procédures de Fonctionnement Famille A : Procédures d’Arrêt Famille D : Procédures de Défaillance

12
F

13
Concepts de base

14
Concepts de base

15
Concepts de base

16
Concepts de base

17
Concepts de base

18
Concepts de base

19
Concepts de base

20
A F

21
Concepts de base

22
Concepts de base

23
Concepts de base

24
Concepts de base

25
Concepts de base

26
Concepts de base

27
Concepts de base

28
Concepts de base

29
A F D

30
Concepts de base Marche ou Arrêt en vue d’assurer la sécurité

31
Concepts de base D1 Marche ou Arrêt en vue d’assurer la sécurité: C’est l’état pris lors d’un arrêt d’urgence par exemple; Les cycles de dégagements, les précautions à prendre sont indiqués dans cet état. Marche ou Arrêt en vue d’assurer la sécurité

32
Concepts de base

33
Concepts de base

35
Utilisation de la grille

37
Utilisation de la grille
BOUCLES MARCHE / ARRET

38
MARCHE ARRET DEFAILLANCE

41
Auto.marche marche Arrêt Arrêt fin de cycle BOUCLES MARCHE / ARRET

42
Auto. marche Arrêt BOUCLES MARCHE / ARRET

43
Utilisation de la grille BOUCLES DE DEFAILLANCE

44
BOUCLES DE DEFAILLANCE
Catégories d’arrêts

45
Utilisation de la grille
Catégories d’arrêts arrêts Catégorie 0 L’arrêt est obtenu par suppression immédiate de l’énergie de puissance sur les actionneurs (arrêt non contrôlé). arrêts Catégorie 1 L’arrêt est contrôlé en maintenant l’énergie de puissance sur les actionneurs pour obtenir l’arrêt des actionneurs, ensuite les actionneurs sont mis hors énergie de puissance lorsque l’arrêt est effectué. arrêts Catégorie 2 L’arrêt est effectué en maintenant l’énergie de puissance sur les actionneurs.
. arrêts Catégorie 1. L’arrêt est contrôlé en maintenant l’énergie de puissance sur les actionneurs pour obtenir l’arrêt des actionneurs, ensuite les actionneurs sont mis hors énergie de puissance lorsque l’arrêt est effectué. arrêts Catégorie 2. L’arrêt est effectué en maintenant l’énergie de puissance sur les actionneurs.")
47
BOUCLES DE DEFAILLANCE
Auto .marche Arrêt Défaut

48
BOUCLES DE DEFAILLANCE
/Défaut.Auto.marche Arrêt Défaut

49
BOUCLES DE DEFAILLANCE
défaut défaut

50
BOUCLES DE DEFAILLANCE
Manuel Validation Acquittement Arrêt sur défaillance Catégories 0 ou 1

51
BOUCLES DE DEFAILLANCE
/Défaut.Auto.marche Dégagement Validation Acquittement Arrêt sur défaillance Catégorie 2

52
BOUCLES DE DEFAILLANCE
Auto .marche Init Validation Acquittement Arrêt sur défaillance Catégorie 2

53
Utilisation de la grille
BOUCLES MANUELLES

54
OM./manuel Manuel BOUCLES MANUELLES

55
BPinit Manuel OM./Manuel BOUCLES MANUELLES

56
BPinit Manuel dans l’ordre OM./Manuel BOUCLES MANUELLES

57
BPinit Manuel Test OM./Manuel BOUCLES MANUELLES

58
LE GEMMA Mise en énergie d’un SAP

59
Les états PZ du Gemma

60
Les états PZ du Gemma MMA PZ PZ1: mise PC hors énergie
ou inactive ou en défaut MMA PZ PZ1: mise PC hors énergie Depuis tous états PZ2: mise PC en état de marche PZ3: mise PC hors état de marche Depuis tous états EPC et PC active

61
Les états PZ du Gemma PZ1 PZ2 PZ3 / EPC / EPC / EPC EPC
EPC . PC active . PO initialisée A1 PZ2 EPC . PC active . PO non initialisée A6 ou autre état EPC . /défaut EPC . défaut PZ3 EPC . défaut

62
Energie de puissance

63
Mise en énergie électrique
SG SG Transfo d’isolement 220 V / 220 V 220/220v 24v DC 220 V AC Alimentation 24v= Transfo d’alimentation des sorties 220 V / 24 V KAPI 220/24V TDI KS 24v =

64
Mise en énergie électrique
SG SG Transfo d’isolement 220 V / 220 V 220/220v 24v DC 220 V AC Alimentation 24v= Transfo d’alimentation des sorties 220 V / 24 V KAPI 220/24V TDI communication KS 24v =

65
Mise en énergie électrique
Système sous tension E L1 L2 L3 N SG SG 220/220v 24v DC 220 V AC Mise en énergie PC (EPC) KAPI 220/24V TDI Alimentation des sorties communication KS 24v =
 KAPI. 220/24V. TDI. Alimentation. des sorties. communication. KS. 24v =")
66
Mise en énergie pneumatique

67
Mise en énergie pneumatique
pressostat WW

68
Mise en énergie pneumatique
pressostat WW W )( démarreur progressif
( démarreur progressif.")
69
PO Mise en énergie pneumatique WW )( W W démarreur progressif
pressostat WW W )( démarreur progressif W sectionneur PO
( démarreur progressif. W. sectionneur. PO.")
70
PO Mise en énergie pneumatique WW )( W W démarreur progressif
pressostat WW W )( démarreur progressif W sectionneur PO
( démarreur progressif. W. sectionneur. PO.")
71
PO Mise en énergie pneumatique WW )( W W démarreur progressif
pressostat WW W )( démarreur progressif W sectionneur PO
( démarreur progressif. W. sectionneur. PO.")
72
PO Mise en énergie pneumatique WW )( W W démarreur progressif
pressostat WW W )( démarreur progressif W sectionneur PO
( démarreur progressif. W. sectionneur. PO.")
73
PO Mise en énergie pneumatique WW )( W démarreur progressif W
pressostat WW W )( démarreur progressif W sectionneur PO
( démarreur progressif. W. sectionneur. PO.")
74
PO Mise en énergie pneumatique WW )( W W démarreur progressif
pressostat WW W )( démarreur progressif W sectionneur PO
( démarreur progressif. W. sectionneur. PO.")
75
Mise en énergie sécurité

76
Boucle de sécurité Boucle de redémarrage Eléments de sécurité
Mise en énergie sécurité Boucle de sécurité Boucle de redémarrage réarmement Eléments de sécurité KS: contacteur alimentation des sorties

77
Mise en énergie d’un SAP

78
Mise en énergie – le matériel
SG SG 220/220v Départs moteurs 24v DC 220 V AC 220/24V TDI API

79
Mise en énergie – le matériel
Fermeture du sectionneur général

80
Mise en énergie – le matériel
SG SG 220/220v Départs moteurs 24v DC 220 V AC 220/24V TDI API C0 C1 Circuit de commande Circuit des sorties

81
Mise en énergie – le matériel
Fermeture du sectionneur général Alimentation du circuit de puissance Alimentation du circuit de commande Alimentation du TDI

82
Mise en énergie – le matériel
C1 marche K_API1 K_API2 P arrêt Relais de sécurité Vers une entrée API C0 MST K_API API KA_PNE Circuit de commande

83
Mise en énergie – le matériel
SG SG 220/220v Départs moteurs 24v DC 220 V AC KAPI 220/24V TDI API C0 C1 Circuit de commande Circuit des sorties - + Circuit des entrées 24V DC

84
Mise en énergie – le matériel
Fermeture du sectionneur général Alimentation du circuit de puissance Alimentation du circuit de commande Alimentation du TDI BP marche Alim des entrées Alim UC Tests UC Mode RUN Alimentation de l’API

85
Mise en énergie – le matériel
C1 marche KAPI1 KAPI2 P arrêt Relais de sécurité Vers une entrée API C0 MST KAPI API KAPNE Circuit de commande

86
Mise en énergie – le matériel
C1 ks Relais de sécurité C0 KS Commandes visualisations KAx Circuit des sorties

87
Mise en énergie – le matériel
C1 ks Relais de sécurité C0 KS Commandes visualisations KAx Circuit des sorties

88
Mise en énergie – le matériel
Fermeture du sectionneur général Alimentation du circuit de puissance Alimentation du circuit de commande Alimentation du TDI BP marche Alim des entrées Alim UC Tests UC Mode RUN Alimentation de l’API Alimentation des Sorties

89
Mise en énergie – le matériel
ALIM UC Sorties non coupées Sorties coupées Coupleurs d’entrées Visualisations, alarmes Préactionneurs PO

90
Mise en énergie – le matériel
Fermeture du sectionneur général Alimentation du circuit de puissance Alimentation du circuit de commande Alimentation du TDI BP marche Alim des entrées Alim UC Tests UC Mode RUN Alimentation de l’API Alimentation des Sorties

91
Mise en énergie – le logiciel
RAZ de tous les Grafcets Initialisation du Grafcet de sécurité 2em cycle API Alimentation des sorties Alimentation des entrées par alimentation dédiée

92
Mise en énergie – le logiciel
RAZ de tous les Grafcets Blocage des sorties Initialisation du Grafcet de sécurité Tempo 3s Alimentation et déblocage des sorties Alimentation des entrées par alimentation intégrée à l’Unité Centrale de l’Automate

93
Exemples

94
Machine de tests de cardans

95
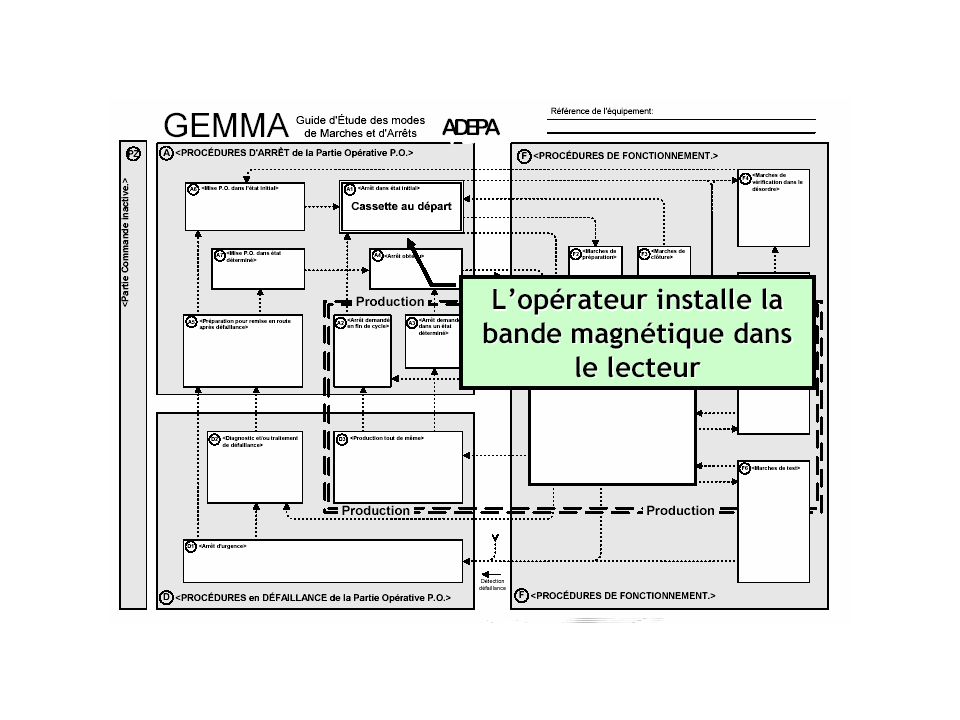
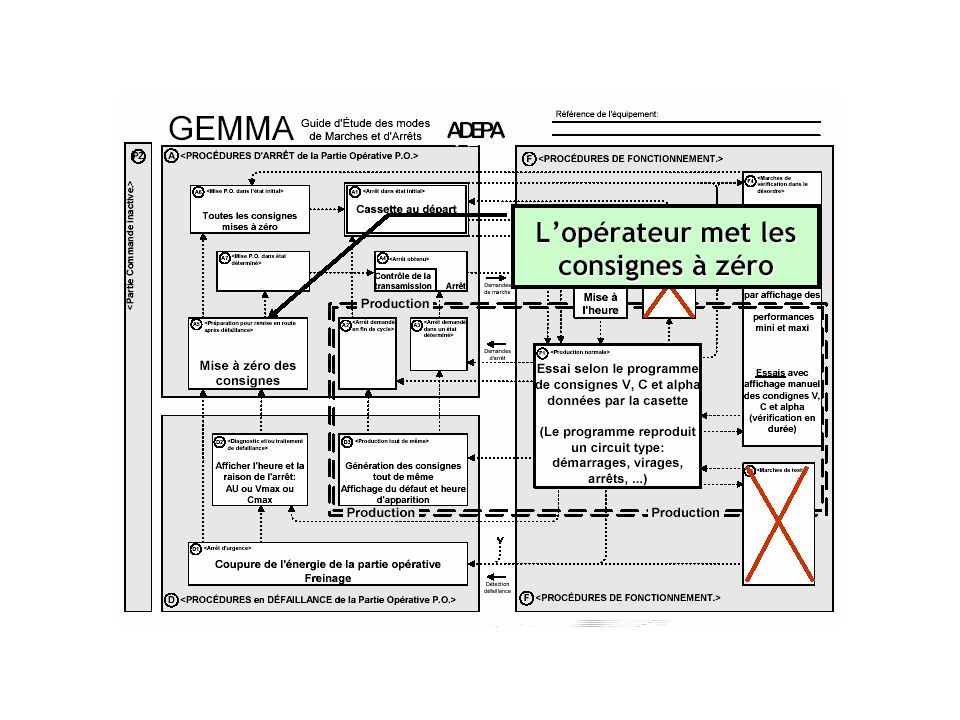
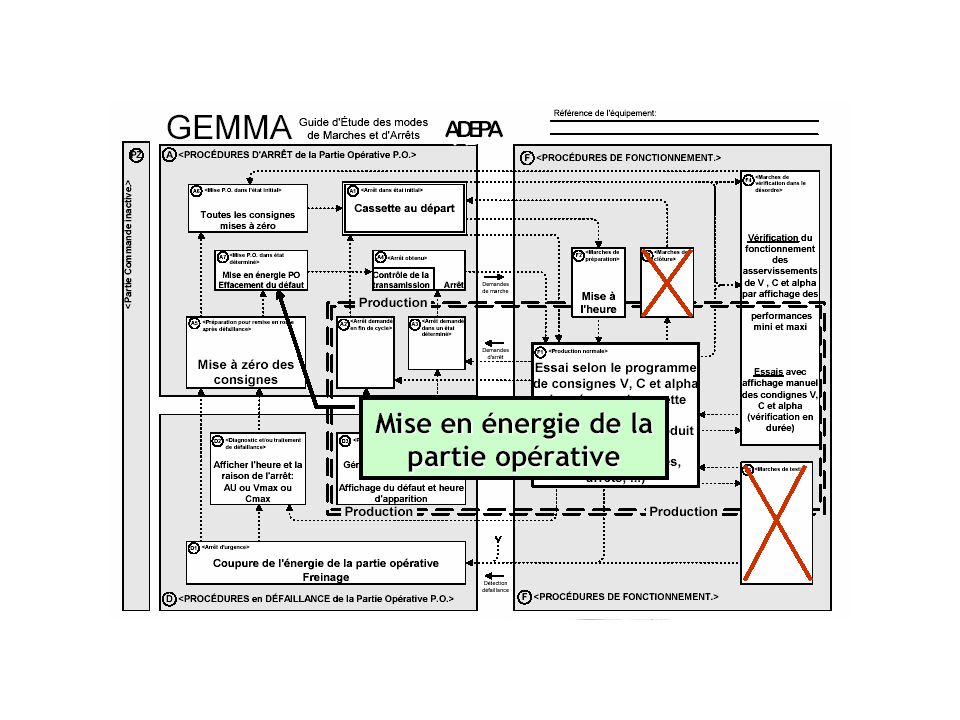
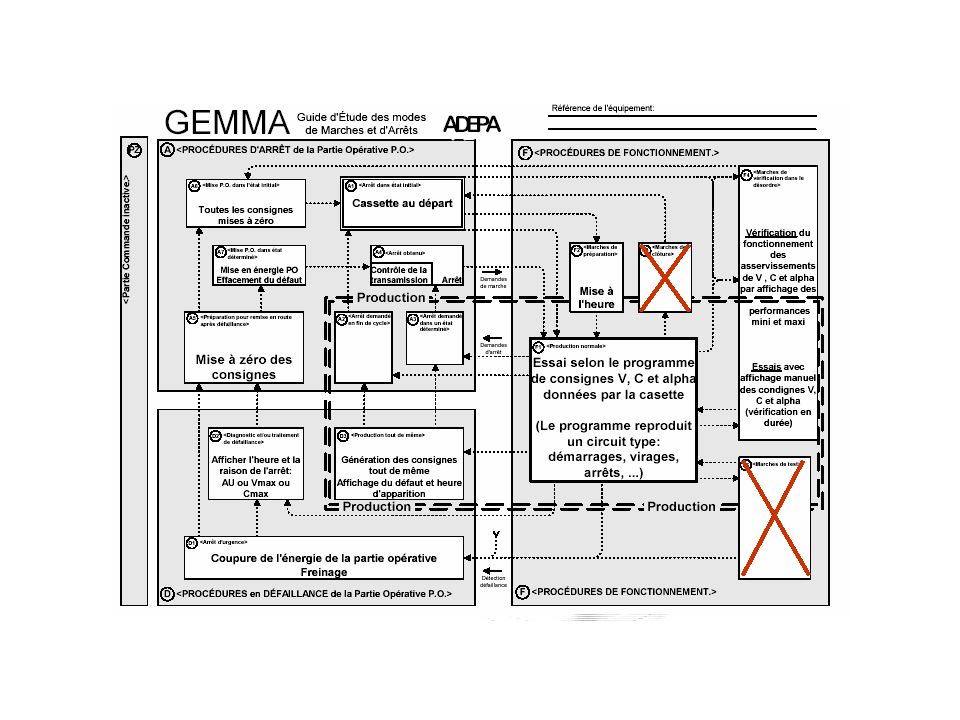
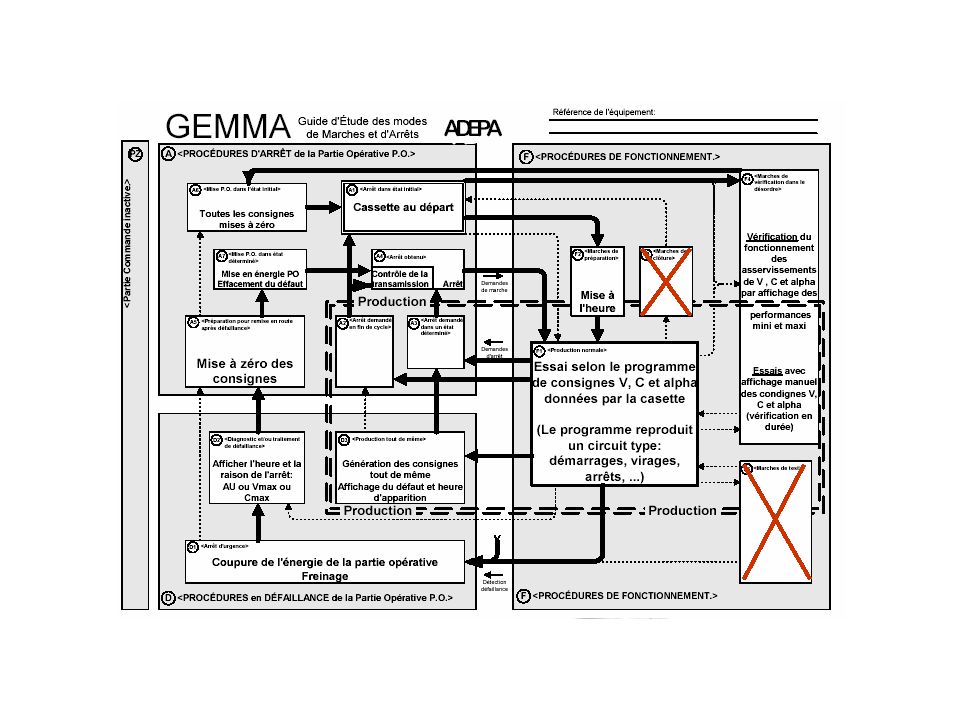
Machine de tests de cardans
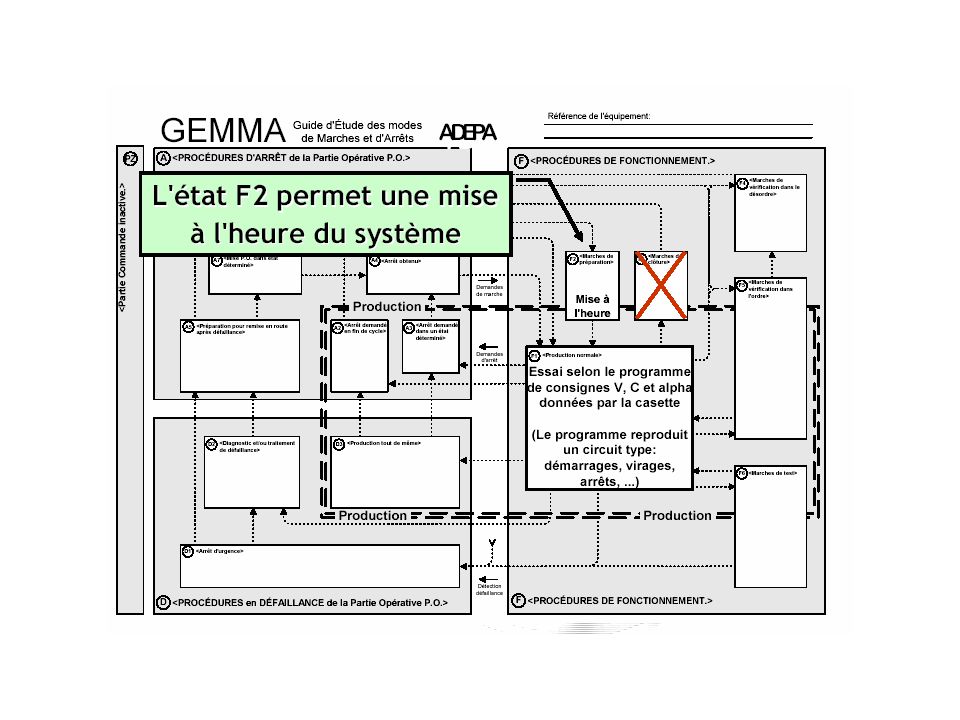
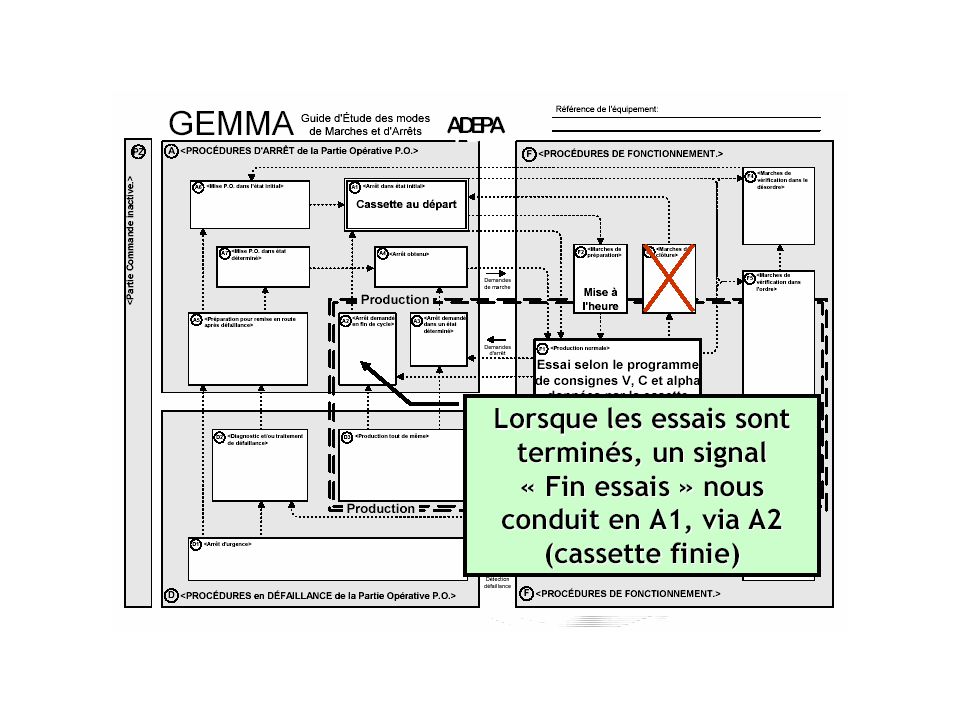
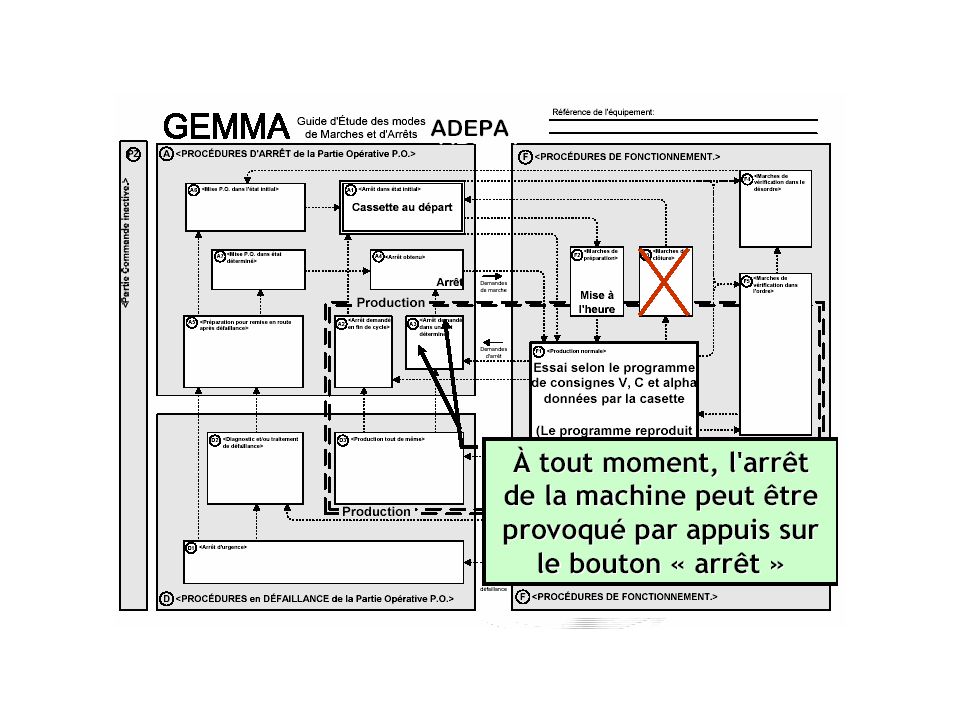
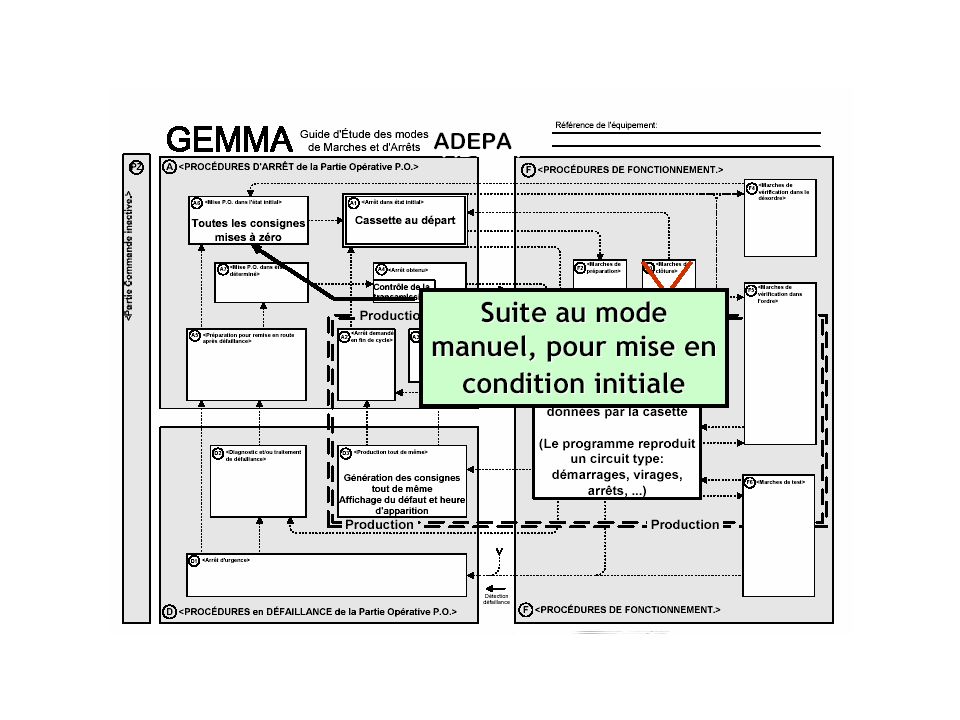
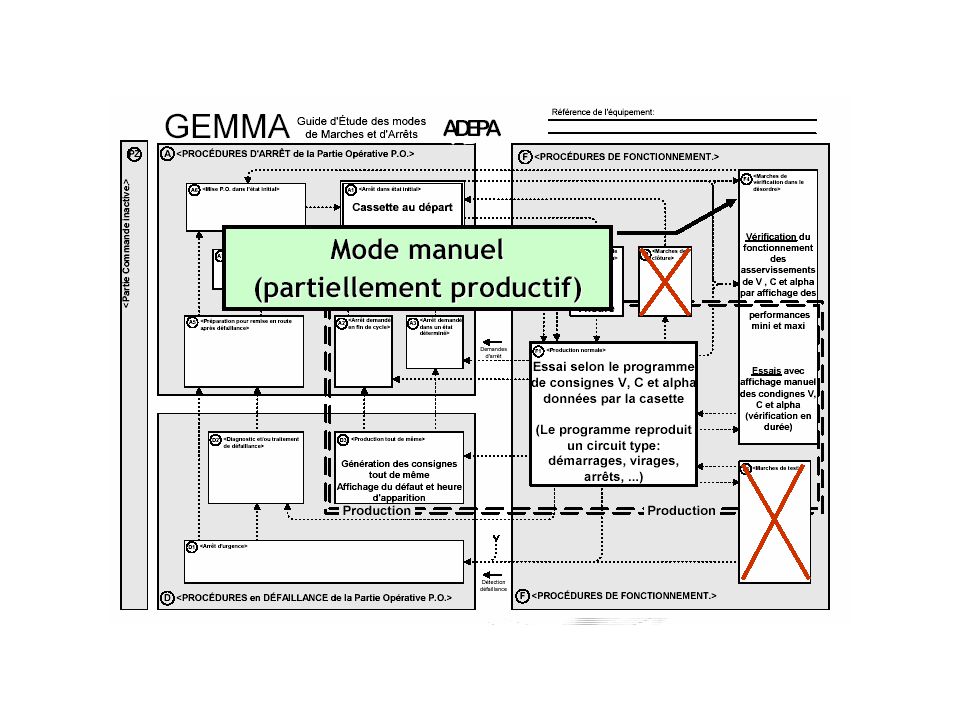
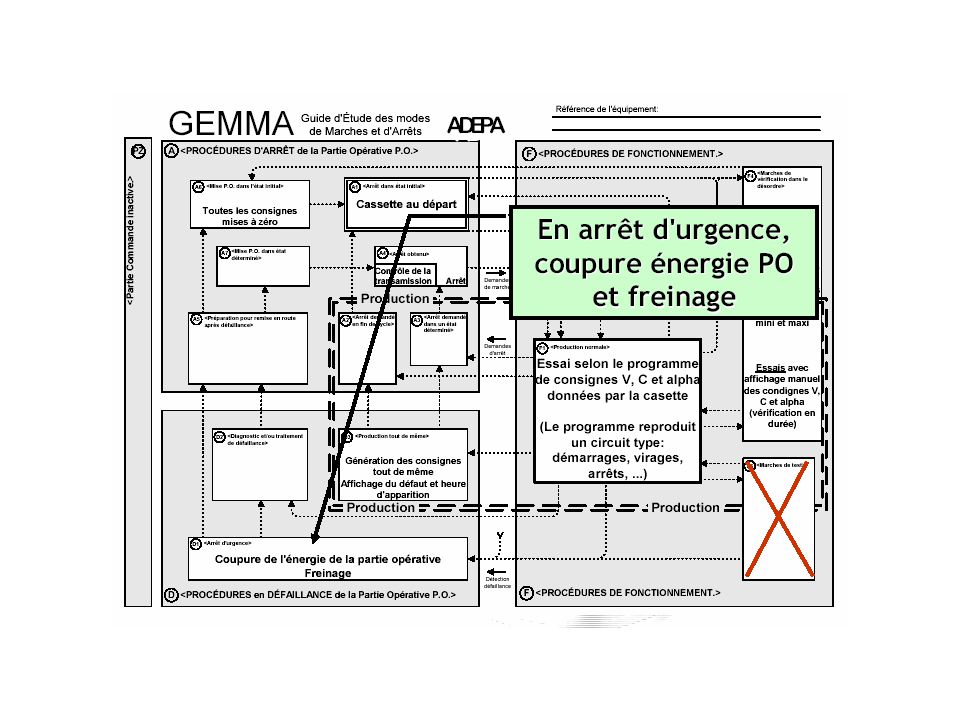
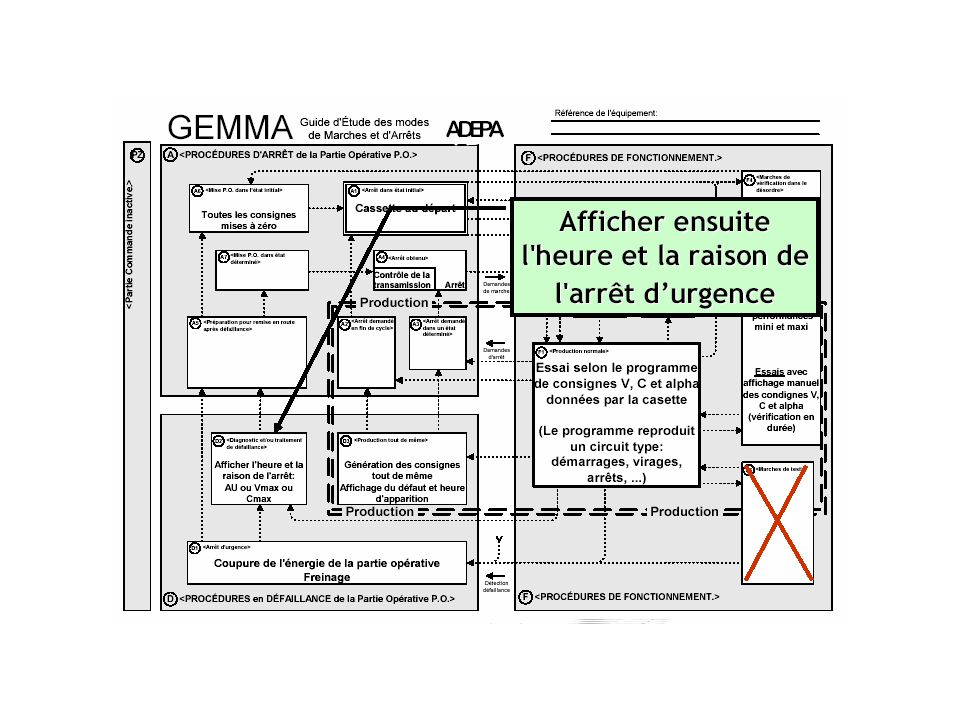
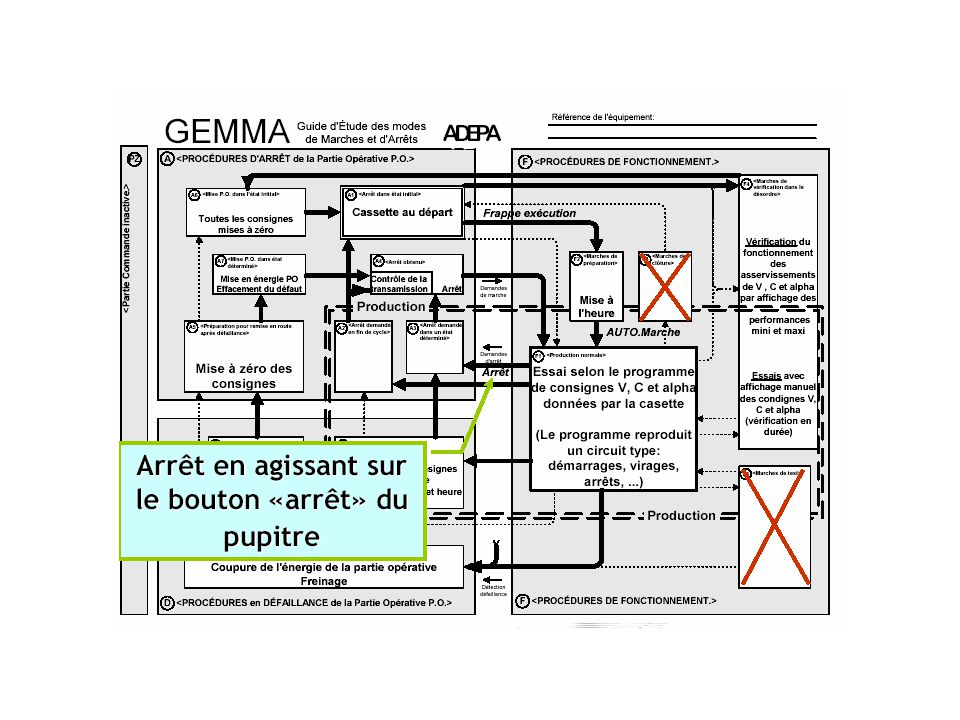
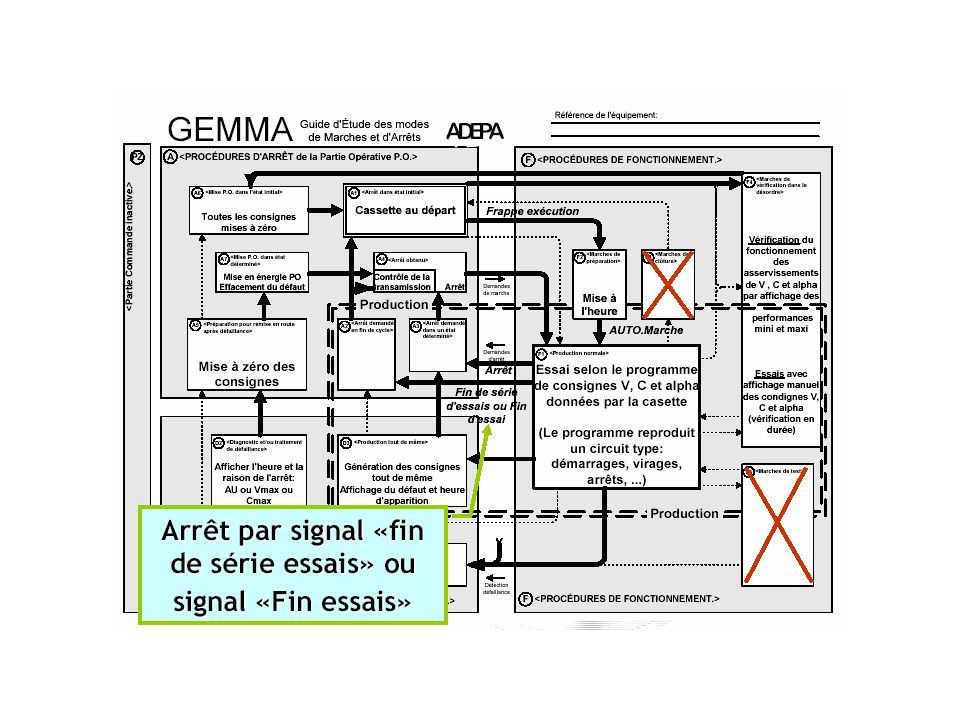
Entièrement automatique, ce banc d'essai est conçu pour simuler le travail de transmissions cardan pour véhicules La transmission cardan est montée sur une armature articulée permettant de lui donner l’angle a souhaité grâce à l'action d'un vérin hydraulique. Un moteur fait tourner ta transmission à la vitesse V souhaitée, et un frein permet de la solliciter avec le couple C voulu. Les 3 facteurs ainsi maîtrisés pour tester la transmission cardan sont donc : l’angle a la vitesse V le couple C Très longs, les essais tournent 24 h sur 24 selon un programme enregistré sur bande magnétique, donnant à tous moments les valeurs de la vitesse V, du couple C, et de l'angle pris par la transmission au long d'un parcours type : dérnarrages , virages, arrêts,... Périodiquement, le programme demande une dépose et un contrôle de la transmission avant d’autoriser la poursuite des essais. Utilisation du GEMMA En mode production, la machine met en oeuvre le programme enregistré. Le passage en production se fait à partir de l’état initial par : • La frappe du mot “exécution” au clavier, à ce moment là il y une mise à l’heure à faire avant le départ de l’essai. Puis, le sélecteur étant sur le mode “auto”, l’action sur le bouton poussoir “marche”. A tout moment l’arrêt de la machine peut être obtenu par l’action sur le BP “arrêt” ou le passage en mode “manu”. Le mode auto et l’action sur BP marche relance le système en production. Un signal “fin d’essai’ provoque l’arrêt,la cassette est terminée. Lorsque le programme demande la dépose et le contrôle de la transmission, un signal “fin de série essai” provoque l’arrêt .Après contrôle et remontage l’action sur BP marche relance la machine. Si la machine s’écarte de plus de 10% des valeurs de consignes de V, C ou a, le système se met en défaillance sans arrêter les essais, les défauts et l’heure sont affichés. Lorsque l’opérateur survient, il peut alors: soit arrêter la machine soit acquitter, et dans ce cas la machine revient en production normale l’AU ou le dépassement des valeurs maximum de V et C provoque la coupure d’énergie. Affichage de la cause d’arrêt. L’action sur BP arrêt provoque la RAZ des consignes avant le redémarrage, l’action sur BP acquit autorise la remise en énergie.

147
Fin

Présentations similaires

























>")














, un ROBOT est un Appareil qui agit de façon automatique pour une fonction donnée.>")


