Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Cours de Technologie RAUSIN Bernard

2
Objectifs Langage technique Démarche de l'ingénieur
Compromis entre rigueur et faisabilité Bases pour les T.P. Différentes machines-outils Caractère évolutif

3
Mon expérience

4
Quelles machines Fraiseuses Tours Rectifieuses

5
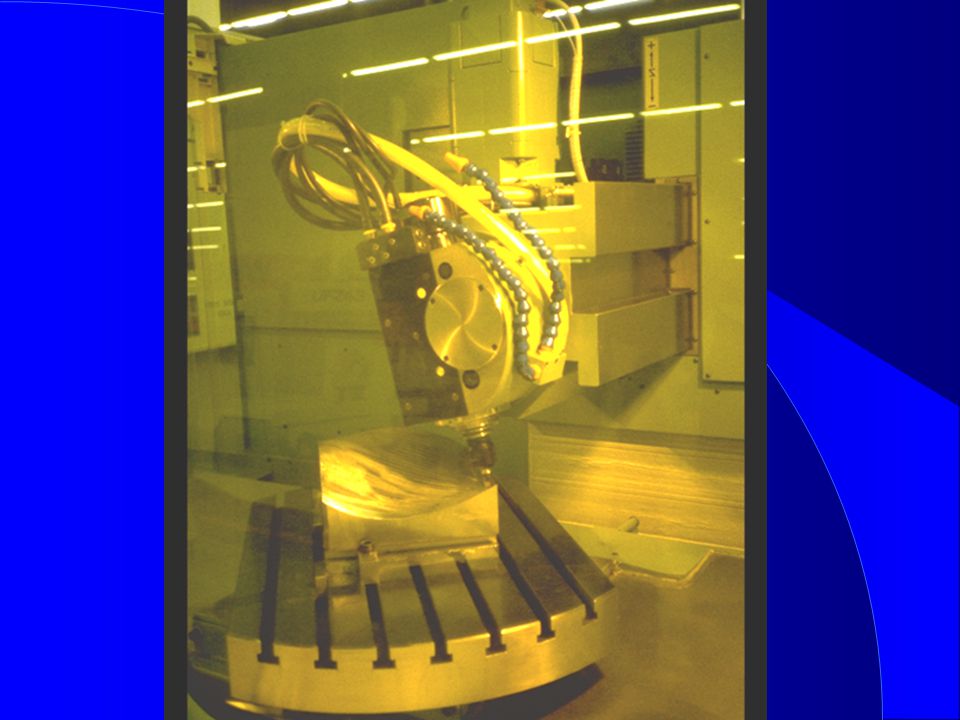
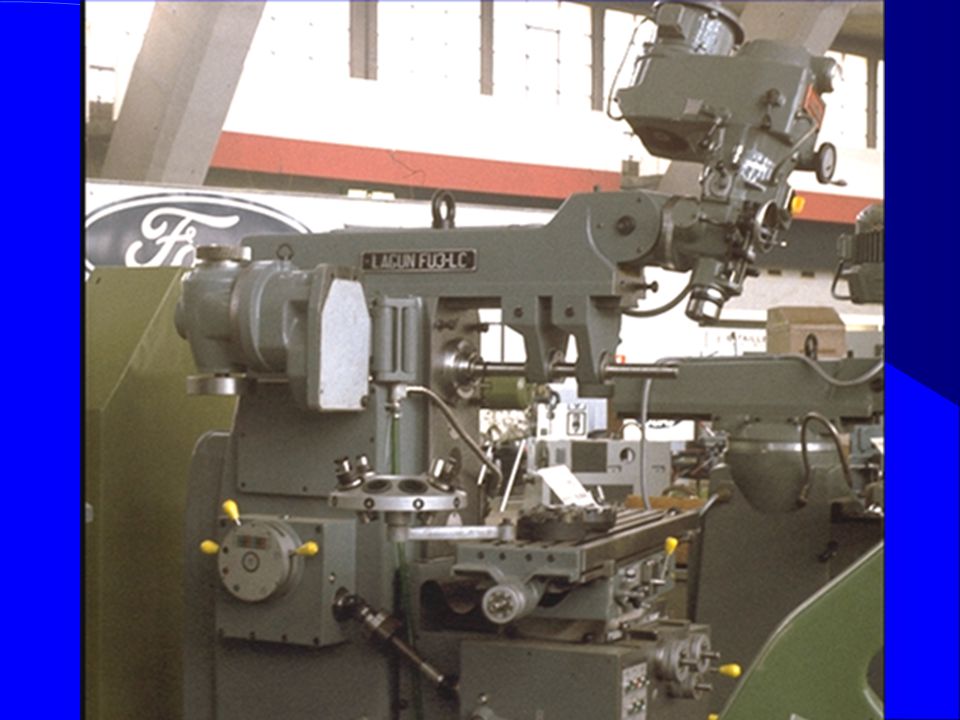
Les fraiseuses

9
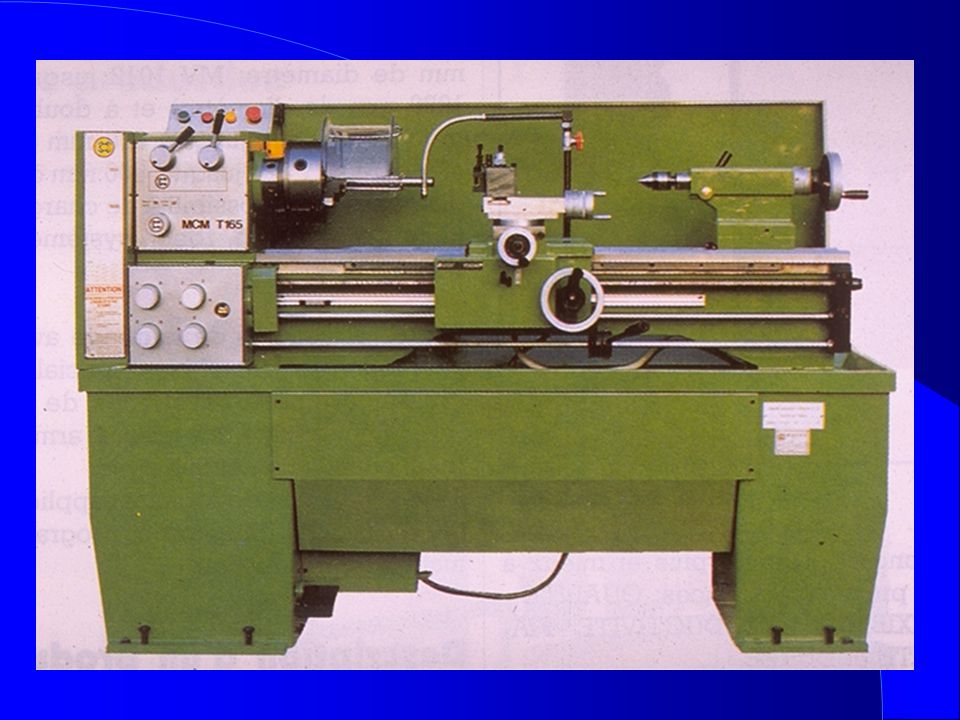
Les tours

14
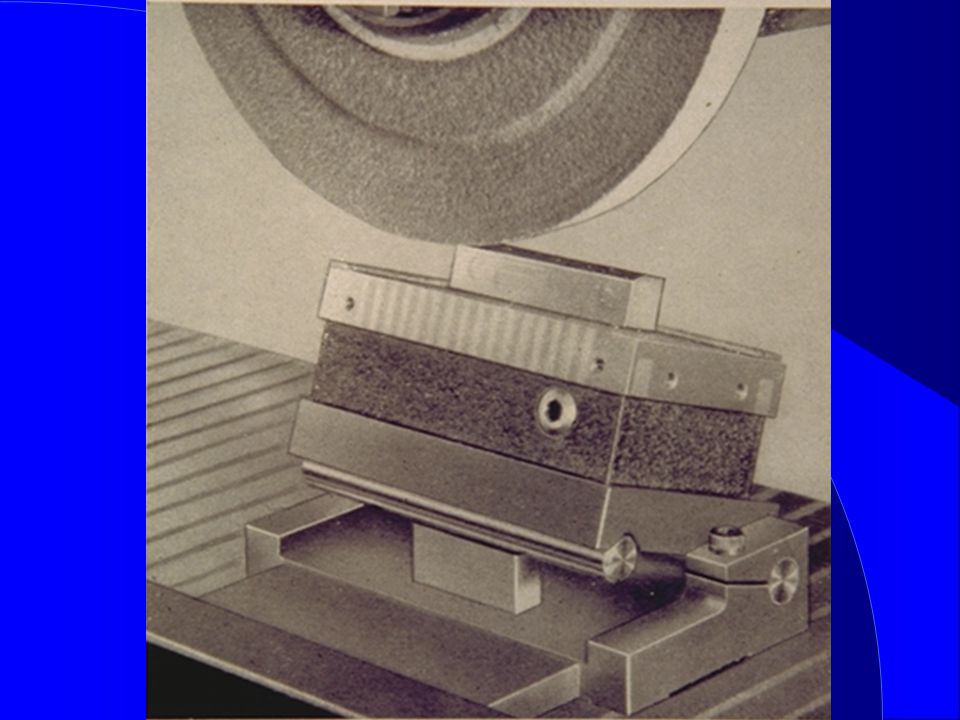
Les rectifieuses

18
Quel est le futur ?

21
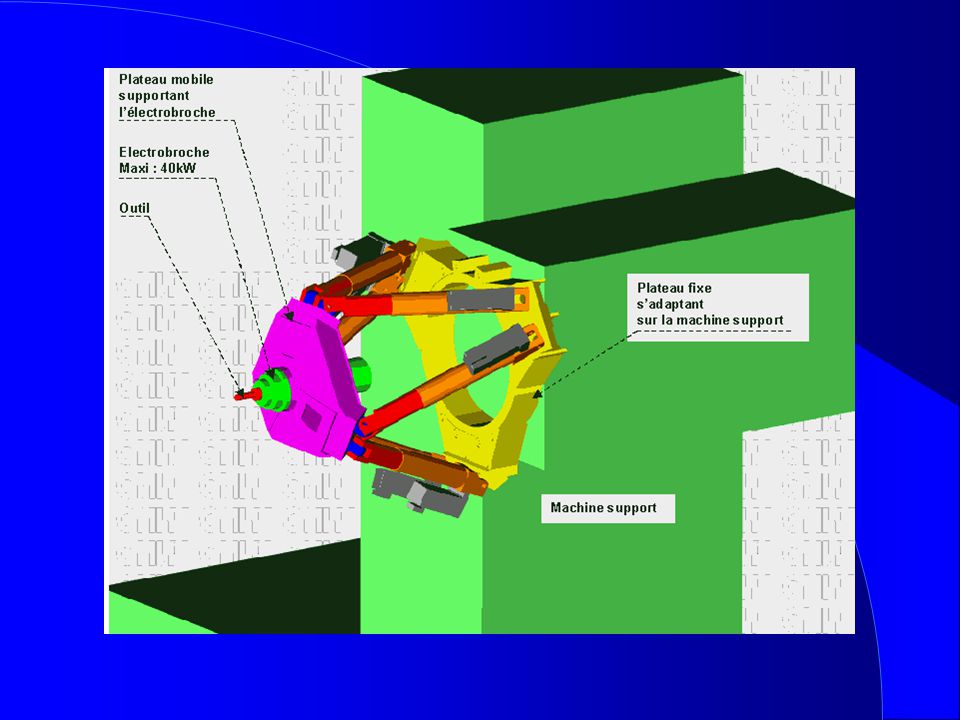
Une tête de fraisage qui se fixe sur une machine existante

23
D'où vient cette idée de concept ?

25
Améliorations par ce concept
Réduction des vibrations Amélioration : - de la rigidité - de la précision - de la vitesse

26
1. La technologie mécanique
Etude des méthodes et des procédés utilisés pour obtenir un résultat déterminé

27
Pour la fabrication mécanique :
La connaissance des matériaux l ’étude, la construction, la validation des machines l ’étude de la mise en fabrication la mise au point le contrôle des produits réalisés

28
Pour la fabrication électrique :
Soit l ’électrification des machines conçues soit la réalisation des produits utilisés pour « électrifier ». Cette réalisation est basée sur les mêmes principes que la fabrication mécanique

29
Règle générale Réaliser un produit bon, répondant à un besoin dans les délais voulus au plus « bas prix » (au juste prix)
")
30
Pour réaliser cet objectif : On suppose la connaissance
du produit à réaliser méthodes et moyens de production précision et limite de chaque procédé temps de mise en œuvre temps de production taux horaire nombre de pièces coût de l ’étude, de l ’outillage, de l ’équipement charge des équipements

31
Exemple

32
Un des facteurs les plus influents :
La série

33
Soit une machine standard une machine dédicacée

34
La précision exigée Plier un drap réaliser un moule d ’injection

35
Si tolérance très serrée
L ’appairage cales étalons roulements boîtes de vitesse Constitue des lots Exemple

36
Les trois zéros La réduction des stocks zéro stock
le produit doit être bon zéro défaut « just in time » zéro délais

37
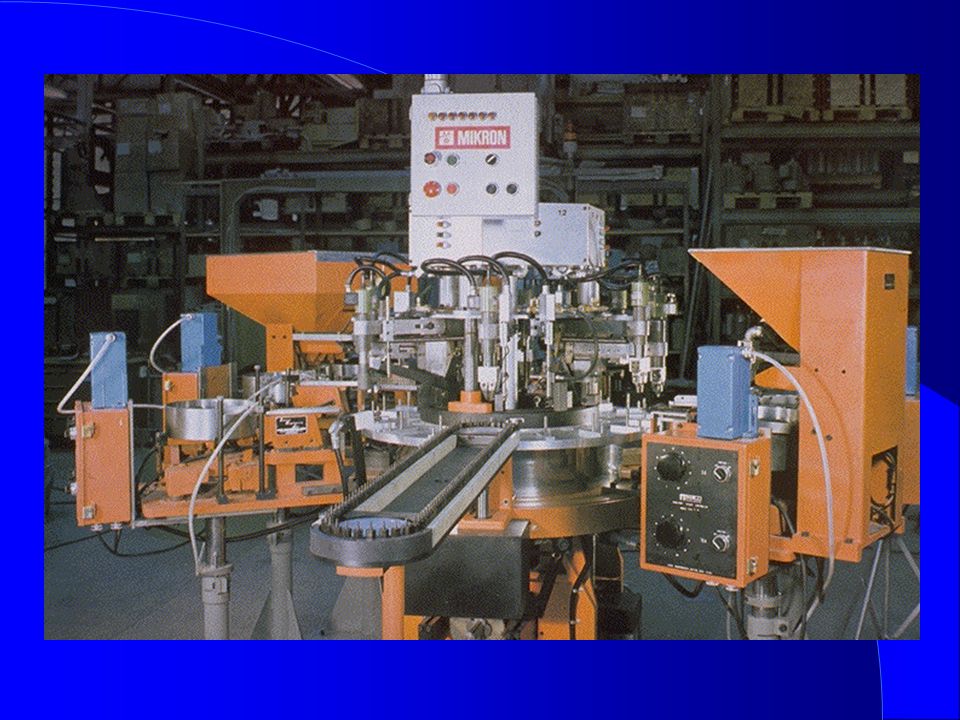
Réalisation de série plus petite
De nouveaux moyens de production : les centres d ’usinages

39
Réalisation de série plus petite
De nouveaux moyens de production : les centres d ’usinages on obtient alors une flexibilité de fabrication le transport automatique du produit et l ’informatisation facilite le suivi permet d ’accroître la rentabilité

40
2. Caractéristiques mécaniques essentielles des matériaux
Deux manières d ’utiliser un matériau a. pas de déformation permanente câble de frein b. pièce obtenue par déformation aile de voiture

41
Il faut connaître les caractéristiques des matériaux
Des machines bien définies des éprouvettes normalisées des conditions biens spécifiées les résultats doivent être comparables et reproductibles

42
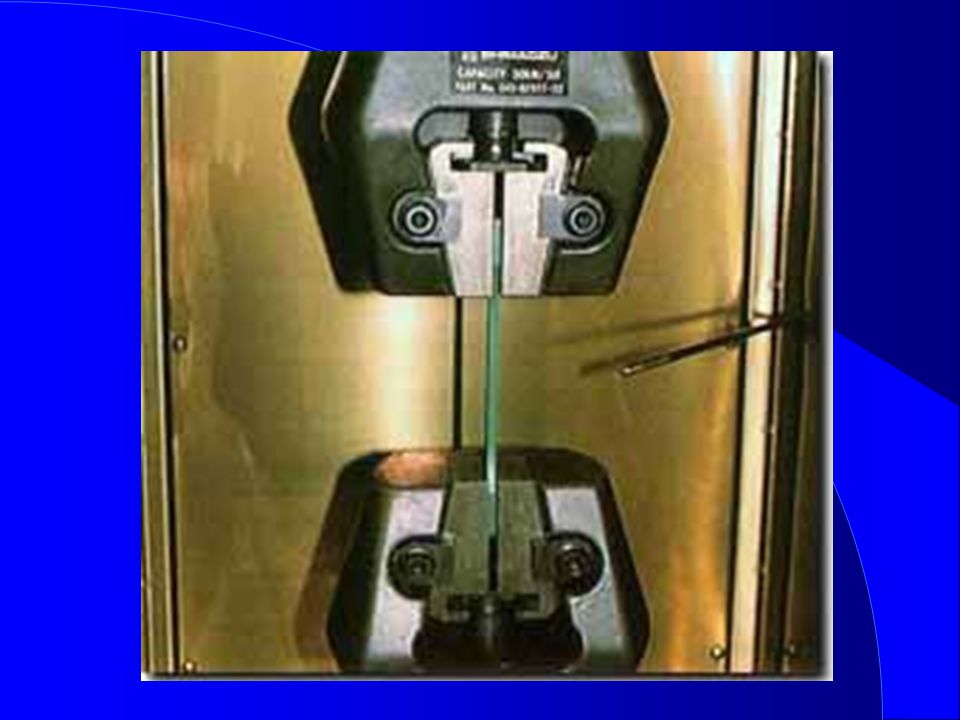
2.1. Essai de traction (machine d ’Amsler)
Eprouvette circulaire étirée à vitesse constante et lente diagramme effort - allongement exemple

44
2.2. Essai de dureté Résistance à la pénétration
Essai de dureté Brinell HBS (bille en acier trempé poli) HBW (bille en carbure de tungstène) dureté Brinell = 0,102.F/A
 HBW (bille en carbure de tungstène) dureté Brinell = 0,102.F/A.")
45
Essai de dureté Brinell
F D D h d Détermination de l ’aire de l ’empreinte

46
2.2. Essai de dureté Essai de dureté Rockwell Rockwell A et C
HRA(C) =100 - e (e en 0,002 mm) Rockwell B et F HRB(F) = e
 =100 - e (e en 0,002 mm) Rockwell B et F. HRB(F) = e.")
47
Essai Rockwell A et C F1 F0 F0 F0 120° a b e

48
Essai Rockwell B et F D=1,5875 F1 F0 F0 F0 a b e

49
2.2. Essai de dureté Essai de dureté Vickers
dureté Vickers = 0,102 . F/A

50
Essai de dureté Vickers
F 136° d1 d2 Détermination de l ’aire de l ’empreinte

51
2.3. Essai de résilience (mouton de Charpy)
Entaille en U KCU =P.(h0 - h1)/0,5 (en J/cm2) Entaille en V KCV =P.(h0 - h1)/0,8 (en J/cm2)
/0,5 (en J/cm2) Entaille en V. KCV =P.(h0 - h1)/0,8 (en J/cm2)")
52
2.3. Essai de résilience P h0 h1 P

53
2.4. Essai de fatigue Diagramme de Wholer Contrainte (Mpa)
max admissible Limite d ’endurance Nombre de cycles Durée de vie

54
2.5. Traitements thermiques
La trempe Le revenu Le recuit

55
Diagramme fer-carbone

56
2.6. Traitements thermochimiques
Cémentation nitruration cyanuration ou carbonitruration grande dureté superficielle améliore la résistance à la fatigue

58
3. Différents procédés de fabrication mécanique

59
3.1. La fonderie Empreinte dans sable + noyaux Moule métallique
Cire perdue

60
Fonderie

62
Injection sous-pression moules métalliques

65
3.2. La métallurgie des poudres (frittage)
Mélange de poudres très fines + pression + chauffage (concrétion) + traitement therm. Avantage : pièces précises nécessitant peu d ’usinage, - 50 % d ’énergie. Exemple : plaquettes d ’usinage, engrenages, ...
 + traitement therm. Avantage : pièces précises nécessitant peu d ’usinage, - 50 % d ’énergie. Exemple : plaquettes d ’usinage, engrenages, ...")
67
3.3. Les procédés de façonnage

68
3.3.1. Les procédés de formage
Laminage - à chaud à froid Le forgeage L ’estampage Le filage ou extrusion L ’étirage Le pliage et cintrage Le fluotournage et le repoussage

69
3.3.2. Les procédés d ’usinages
La découpe L ’usinage à l ’outil L ’usinage par abrasion L ’électroérosion L ’usinage électro-chimique L ’usinage chimique

70
3.4. Les procédés d ’assemblage
Sertissage Frettage (chauffe puis assemble) Collage Soudage Assemblage par vis, boulons, goujons,rivets, ...
 Collage. Soudage. Assemblage par vis, boulons, goujons,rivets, ...")
71
3.5. Les traitements de surface
Couche superficielle pour : qualités particulières en surface : dureté élevée bel aspect bon comportement au frottement à l ’usure Traitements appliqués par voies chimiques ou électrochimique, cond. de vapeur, peinture ou métallisation

Présentations similaires