Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
PHILIPPE LEGER OCTOBRE 2012 Version 2
PROCESS SOUFFLAGE PHILIPPE LEGER OCTOBRE 2012 Version 2

2
INSA OYONNAX GMPP4 APPRENTISSAGE

3
PROGRAMME HISTORIQUE APPLICATIONS DIFFERENTES TECHNOLOGIES
PRINCIPE DU SOUFFLAGE PROCEDE : LES TETES MONO ET MULTI MATIERES LES MOULES LE DECAROTTAGE LE REFROIDISSEMENT LA FINITION

4
L’histoire Le verre soufflé

5
LE VERRE SOUFFLE

7
HISTORIQUE Les premiers corps creux en résine thermoplastique( celluloïd) ont plus de cent ans. Le soufflage moderne est né il y a soixante dix ans aux Etats-Unis ou FERGREEN et KOPITKE eurent l’idée de la paraison extrudée et des premières machines d’extrusion soufflage rotatives. Le corps creux était une bouteille. Il a fallu attendre la fin de la deuxième guerre mondiale pour disposer de suffisamment de POLYETHYLENE haute pression( Pebd , découvert en 1937 par ICI)pour assister à l’essor du soufflage. Les premières machines américaines étaient rotatives, à têtes mono ou multi sorties et des vis piston .Destinées à de la grande cadence elles étaient protégées par des brevets. Les européens durent imaginer de nouvelles technologies pour des besoins plus modestes mais plus exigeants en qualité .Le choix européen se porta donc sur des petits nombres de paraisons et des plateaux mobiles alternatifs. L’allemand MEHNERT imagina la canne de soufflage pour calibrer l’intérieur du col de bouteille; on obtenait une surface annulaire plane pour l’étanchéité du bouchage. En France, Antoine di Settembrini imagina une machine rotative adaptée aux industries alimentaires.
pour assister à l’essor du soufflage. Les premières machines américaines étaient rotatives, à têtes mono ou multi sorties et des vis piston .Destinées à de la grande cadence elles étaient protégées par des brevets. Les européens durent imaginer de nouvelles technologies pour des besoins plus modestes mais plus exigeants en qualité .Le choix européen se porta donc sur des petits nombres de paraisons et des plateaux mobiles alternatifs. L’allemand MEHNERT imagina la canne de soufflage pour calibrer l’intérieur du col de bouteille; on obtenait une surface annulaire plane pour l’étanchéité du bouchage. En France, Antoine di Settembrini imagina une machine rotative adaptée aux industries alimentaires.")
8
HISTORIQUE Les bouteilles devinrent plus élaborées; il fallut varier l’épaisseur de la paraison d’abord en deux points, puis en multi points. Le constructeur allemand KAUTEX breveta un système de transfert des bouteilles vers la station de post refroidissement et de décarottage. De la bouteille, on passa au bidon, puis au fût et à la citerne. L’allemand FEUERHERM imagina la programmation transversale d’épaisseur de paraison. Dans les années 1970, le soufflage accéda à la bi orientation grâce au constructeur allemand FISCHER( BATTENFELD) et à la co extrusion privilégiée par BEKUM. la décennie suivante fut celle du développement du PETP bi étiré en cycle chaud( NISSEI, AOKI) ou froid (SIDEL). On vit ensuite apparaître l’extrusion bi matière séquencée. Dans le prolongement naturel du développement on vit ensuite apparaître le soufflage 3D .Le taux de chute s’en trouva diminué et des formes complexes furent accessibles ; cette technique fit avancer beaucoup la fabrication de pièces automobiles(tubulures) dans les dix dernières années du vingtième siècle.
 et à la co extrusion privilégiée par BEKUM. la décennie suivante fut celle du développement du PETP bi étiré en cycle chaud( NISSEI, AOKI) ou froid (SIDEL). On vit ensuite apparaître l’extrusion bi matière séquencée. Dans le prolongement naturel du développement on vit ensuite apparaître le soufflage 3D .Le taux de chute s’en trouva diminué et des formes complexes furent accessibles ; cette technique fit avancer beaucoup la fabrication de pièces automobiles(tubulures) dans les dix dernières années du vingtième siècle.")
9
HISTORIQUE Un procédé japonais proposa ensuite le système de soufflage par aspiration .BATTENFELD et KAUTEX, plus pragmatiques optèrent pour un manipulateur et un moule segmenté. Associé à la co extrusion séquentielle , le moulage multi axial permet d’obtenir en une seule opération des pièces alliant rigidité et souplesse, résistance mécanique, tenue à la chaleur et aux vibrations. Aujourd’hui l’EUROPE doit répondre à des marchés de taille américaine et l’on voit apparaître des machines alternatives à 20 têtes d’extrusion pour alimenter des moules à 20 empreintes montés sur un plateau unique. C’est le concept LONGUE COURSE qui convient bien pour l’IML le changement rapide de moule et évite les convoyeurs car il n’y a qu’une sortie. On peut aussi , avec le même nombre d’empreintes , faire une machine à deux postes , ce qui limite la longueur des plateaux et leur inertie dans le déplacement. Enfin , pour les environnements ultra propres ( médical) on peut trouver des machines entièrement électriques, plus silencieuses et plus rapides aussi( 2 s de moins en cycle à vide) .Cette voie a été ouverte par la société italienne MAGIC puis reprise par FISCHER KRUPP avec les FMB 1.2 D et FMB 1.4 D.
 on peut trouver des machines entièrement électriques, plus silencieuses et plus rapides aussi( 2 s de moins en cycle à vide) .Cette voie a été ouverte par la société italienne MAGIC puis reprise par FISCHER KRUPP avec les FMB 1.2 D et FMB 1.4 D.")
13
Extrusion soufflage- principe
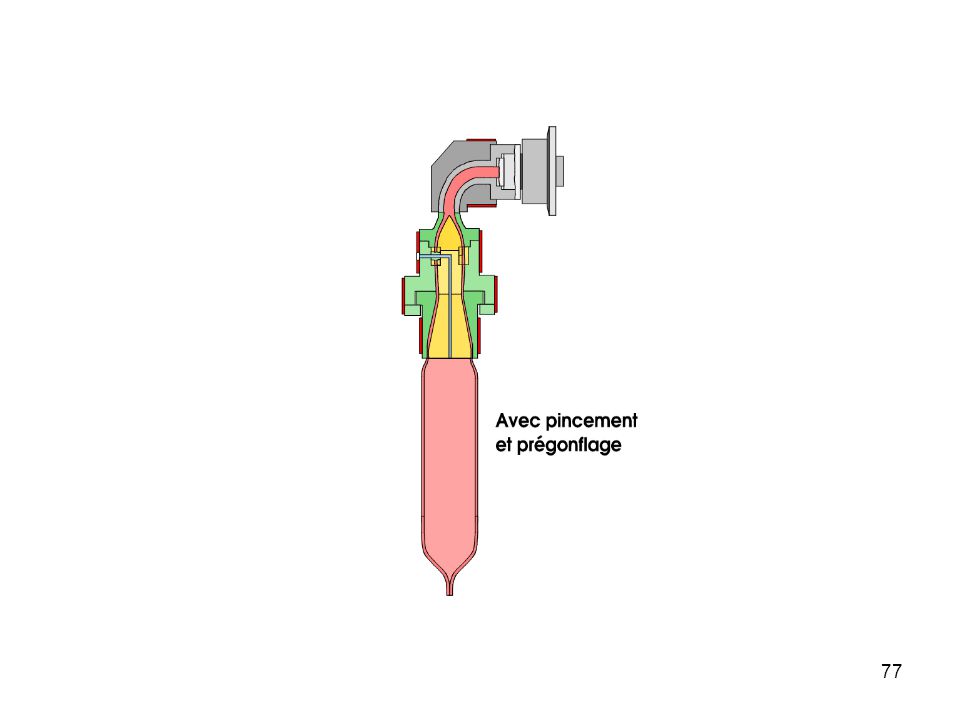
L’ébauche extrudée, qui est un tube extrudé dans la majorité des cas verticalement, est appelée paraison, en similitude avec l’ébauche de verre fondu servant au soufflage des bouteilles en verre .A la sortie de la filière d’extrusion, la paraison séjourne un temps à l’air libre sans conformation, le temps d’atteindre sa longueur nominale. Pendant ce temps, divers facteurs comme la relaxation de la matière, les effets mémoire, la gravité et les conditions ambiantes( température, courants d’air, électricité statique, …) exerceront leurs influences sur ce tube dont le profil pourra se modifier. Sans noyau de moulage comme l’injection à noyaux fusibles, cette paraison sera pré gonflée, drapée, pincée puis plaquée dans un moule par injection d’un gaz sous pression après isolement dans un moule qui l’aura emprisonnée. Après respect de certaines règles que nous allons efforcer de décrire, une grande variété de formes est accessible.
 exerceront leurs influences sur ce tube dont le profil pourra se modifier. Sans noyau de moulage comme l’injection à noyaux fusibles, cette paraison sera pré gonflée, drapée, pincée puis plaquée dans un moule par injection d’un gaz sous pression après isolement dans un moule qui l’aura emprisonnée. Après respect de certaines règles que nous allons efforcer de décrire, une grande variété de formes est accessible.")
14
Les procédés L’extrusion soufflage mono ou multi sorties, moules linéaires ou pendulaires L’extrusion soufflage à roues verticales ou horizontales. Le soufflage 3D et avec aspiration L’injection soufflage. Le soufflage bi orienté en cycle froid( pré formes), en cycle chaud ( injection soufflage). Le soufflage bi orienté de disques pré formés. L’extrusion soufflage multi blocs La plongée soufflage Le bottle pack.
, en cycle chaud ( injection soufflage). Le soufflage bi orienté de disques pré formés. L’extrusion soufflage multi blocs. La plongée soufflage. Le bottle pack.")
15
Le tube extrudé est appelé paraison

16
On a un moule à 3 empreintes

17
On voit ici les 3 paraisons

18
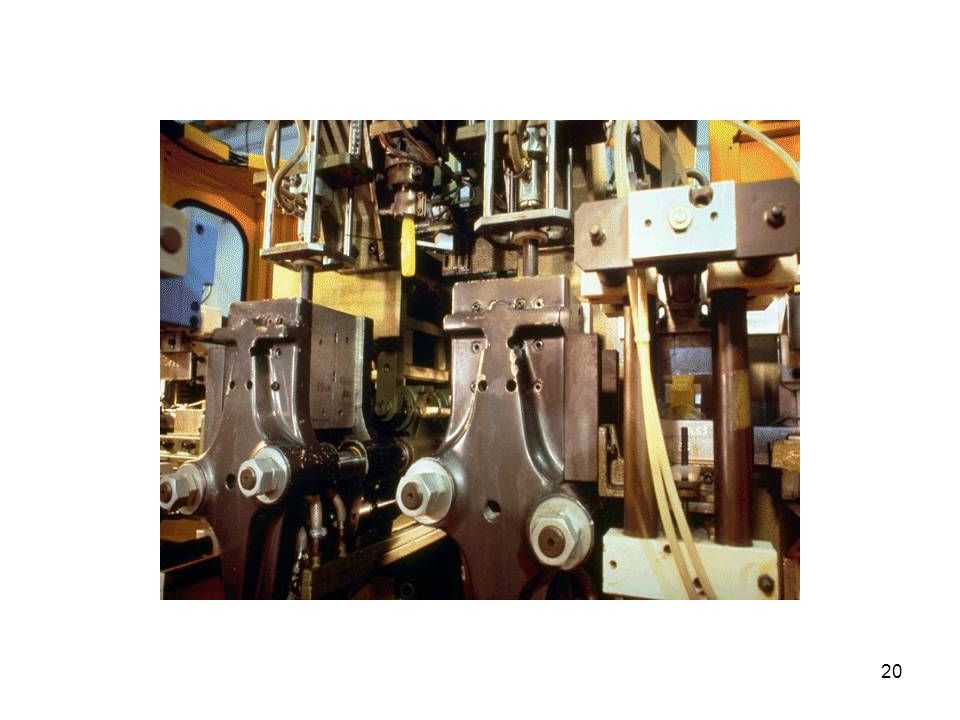
Double alimentation de tête linéaire transversale
On a 2 extrudeuses pour permettre une meilleure répartition de la matière dans la tête d’extrusion

19
C’est des machines où l’on déplace beaucoup de métal, c’est une usine à gaz, qui s’entretiennent souvent, qui sont difficile à régler, mais qui fonctionne bien (ouf)
")
22
Souvent il y a 24 moules sur une roue
Souvent il y a 24 moules sur une roue. Assure une grosse cadence, mais le problème est qu’en cas de changement de gamme, il y a un gros investissement et du temps de mise en marche. Il y a un risque en cas de panne de la machine, la production et arrêtée. Fonctionne bien pour des petits corps creux (bouteille)
")
23
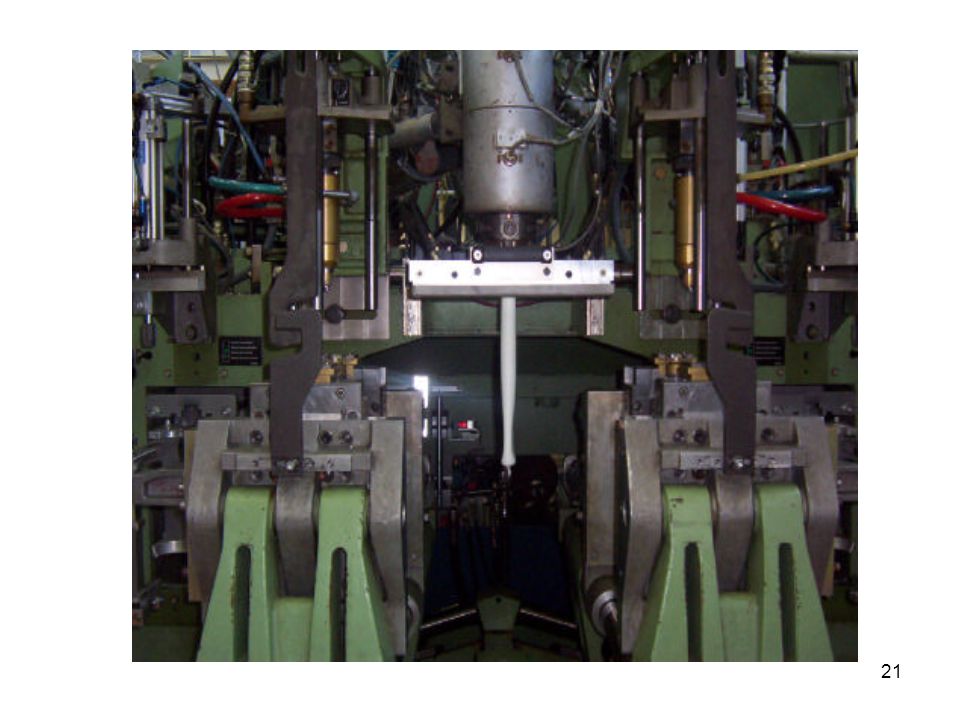
Ici c’est le moule qui se ferme qui tire le tube
On peut viser le bouteilles/h

25
Même principe que précédemment mais avec une roue horizontale
Même principe que précédemment mais avec une roue horizontale. L’inconvénient est l’encombrement au sol

26
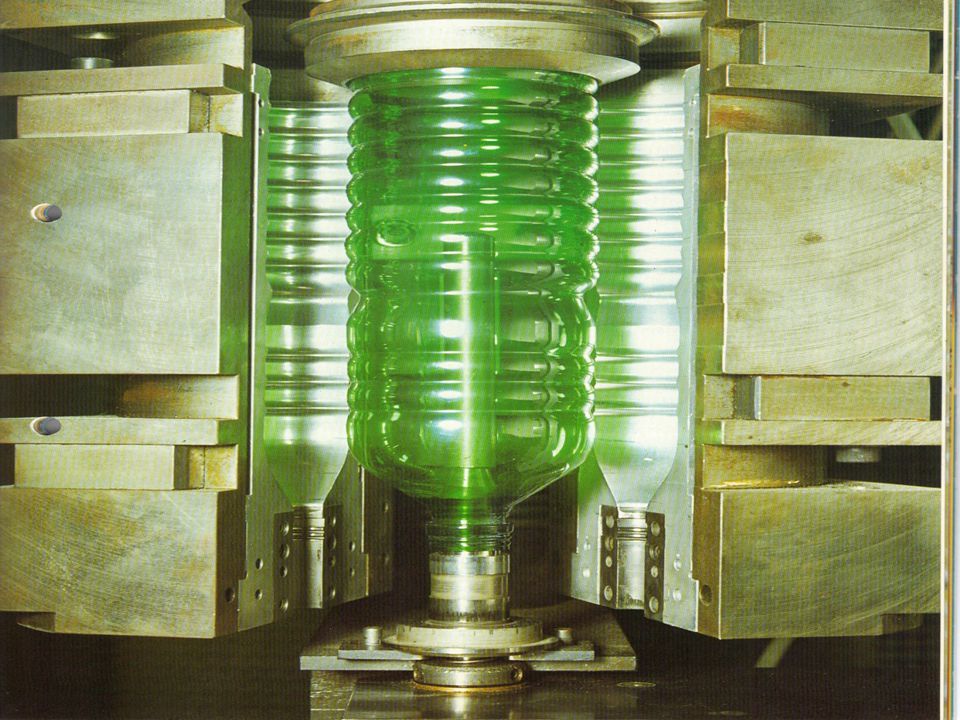
Ici pour que ca fonctionne, on aspire la matière dans la cavité
Ici pour que ca fonctionne, on aspire la matière dans la cavité. Il faut respecter l’état de surface, les rayons de courbure. Une fois que la matière a fait tout le trajet on souffle de l’air à l’intérieur. Extrusion 3D soufflage par aspiration (dével. Pour l’automobile)
")
28
On est plus sur de l’injection soufflage
Précision au niveau du goulot Pas de chute

30
Soufflage de préformes

32
Moule de pré formes PET

33
Sert à faire de tout petit flacon

34
Pour fabriquer les préformes

35
BOTTLE PACK Ca permet de faire la bouteille et de remplir la bouteille en même temps

38
Cycle de moulage

39
Cycle de moulage, tête a accumulation

40
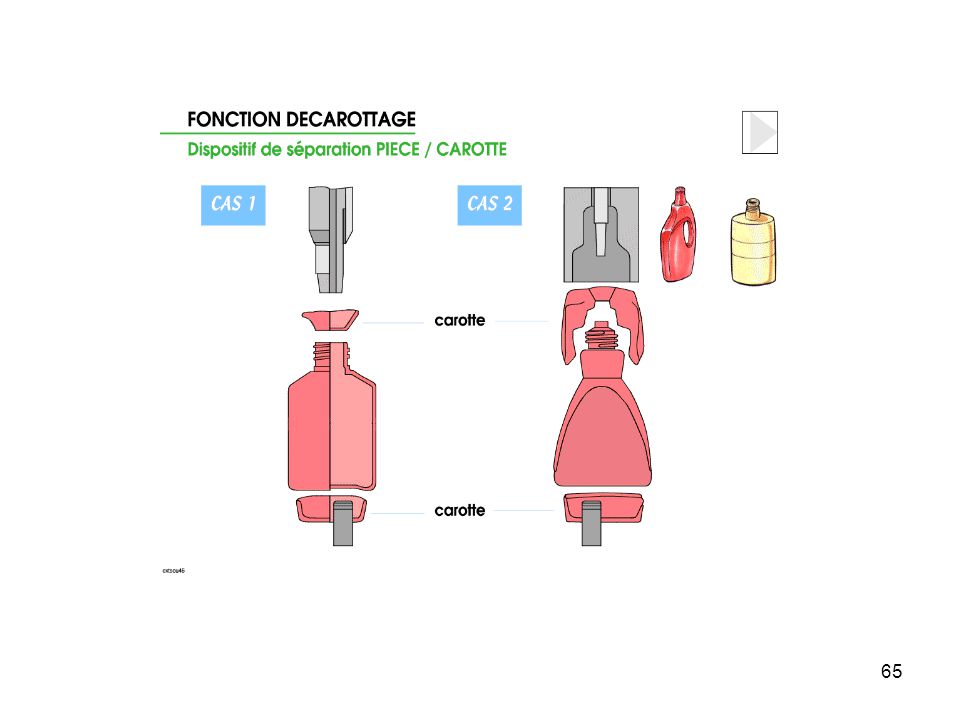
TAUX DE GONFLAGE Ils sont compris entre 2 et 3 pour les corps creux traditionnels Ils peuvent être inférieurs à 2 pour le soufflage 3D des tubulures automobiles. Dans ce cas, il n’y aura pas de flashes latéraux ( carottes de moulage).
.")
41
Plateaux porte moule

42
Plateaux porte moule

43
Plateaux porte moule

44
Force de fermeture Compte tenu des pressions de soufflage limitées par rapport au moulage par injection ,les forces de fermeture des plateaux porte moule seront elles aussi beaucoup plus basses qu’en injection. On prend une force de fermeture égale à (1.25 x Surface projetée corps creux x Pression de soufflage).
.")
45
Organe de soufflage

46
Organe de soufflage

47
Organe de soufflage

48
Organe de soufflage

49
Dimensionnement Diamètre de l’orifice de soufflage:
Pour un litre= 1.5 mm Pour un à quatre litres= 6.5mm Pour quatre à vingt litres= 12.5mm Les pressions de soufflage sont choisies entre 0.5 et 12 bars d’air ou d’azote.

55
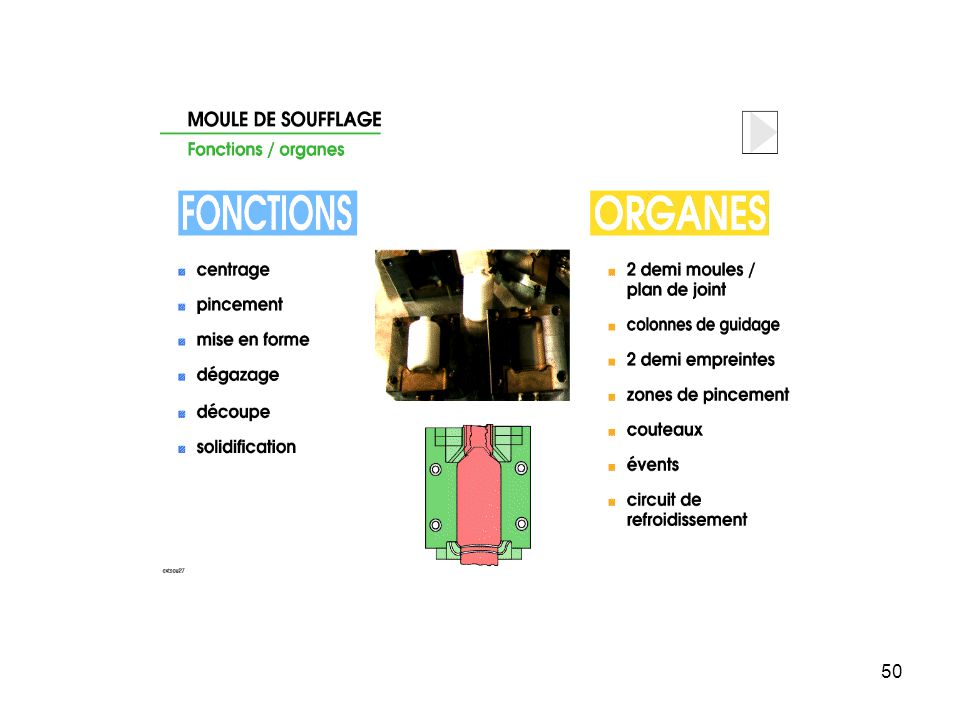
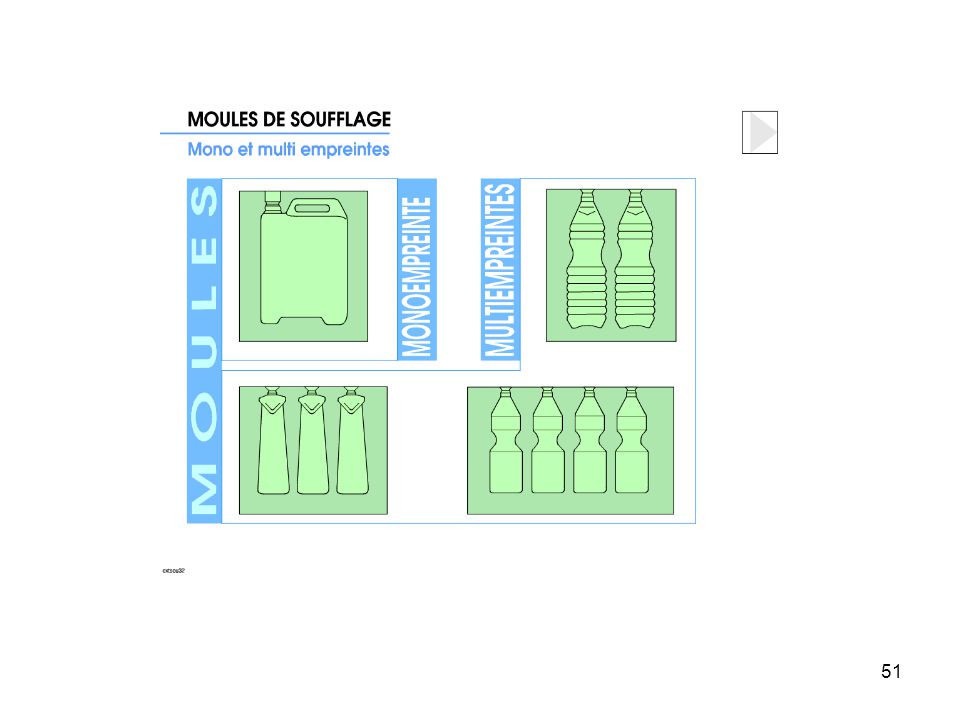
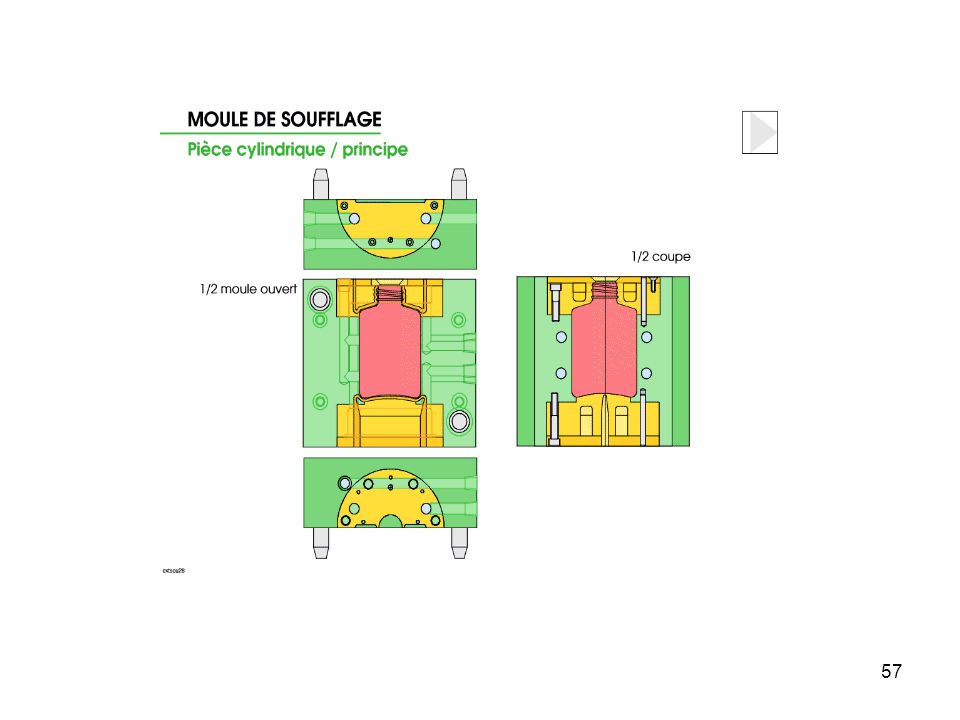
MOULE

56
MOULE

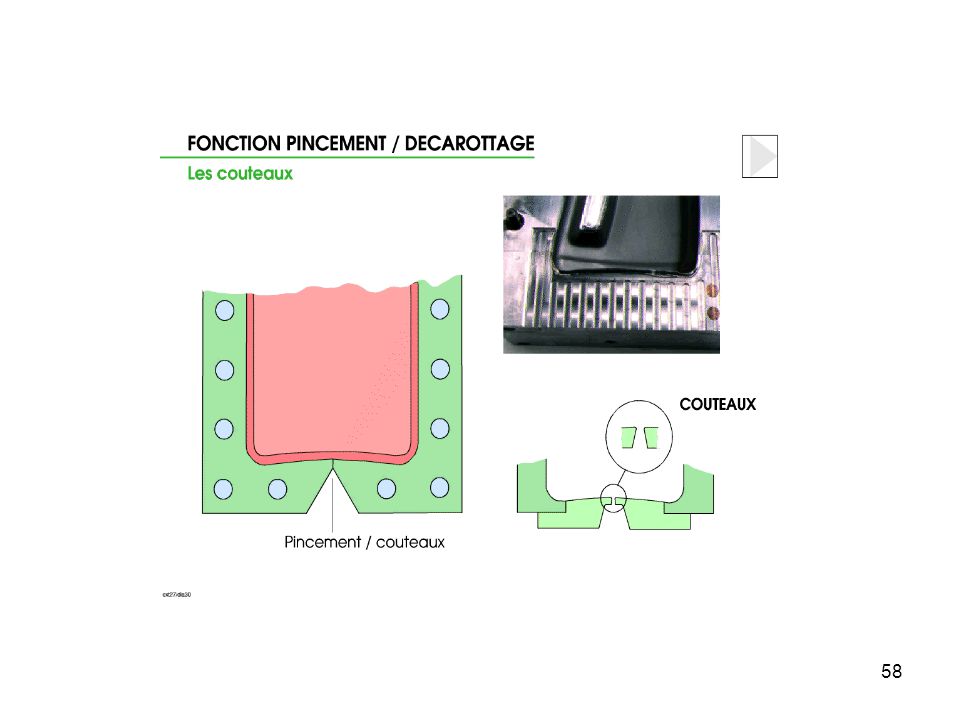
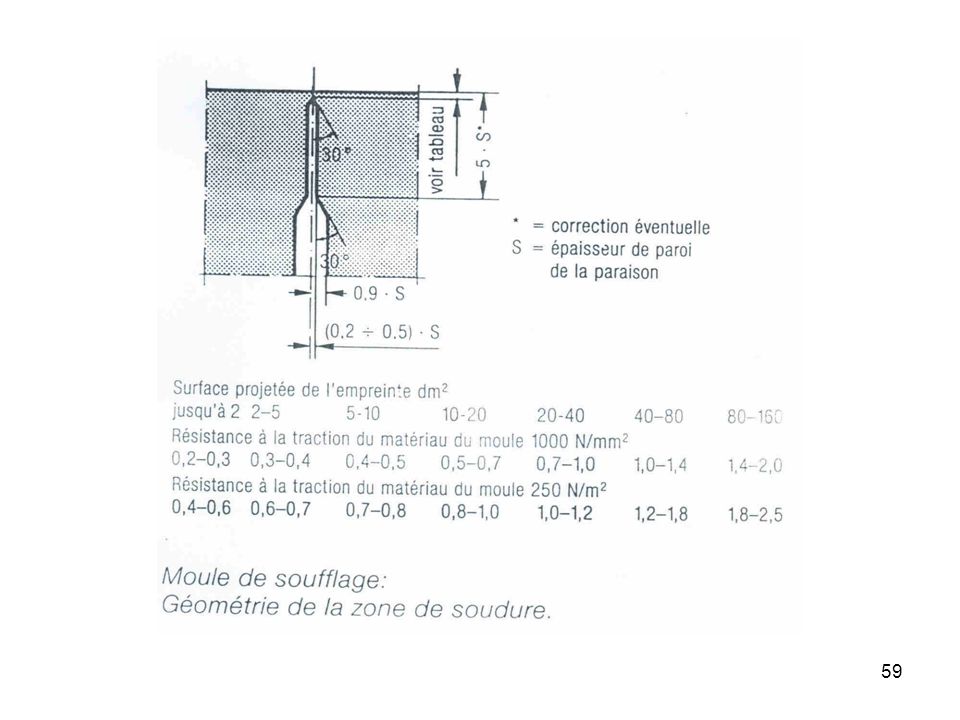
60
Largeur des couteaux Pour un surface projetée d’empreinte de 2 dm2 , largeur = 0.3 mm. Pour une surface projetée d’empreinte de 100 dm2 , largeur= 2 mm.

62
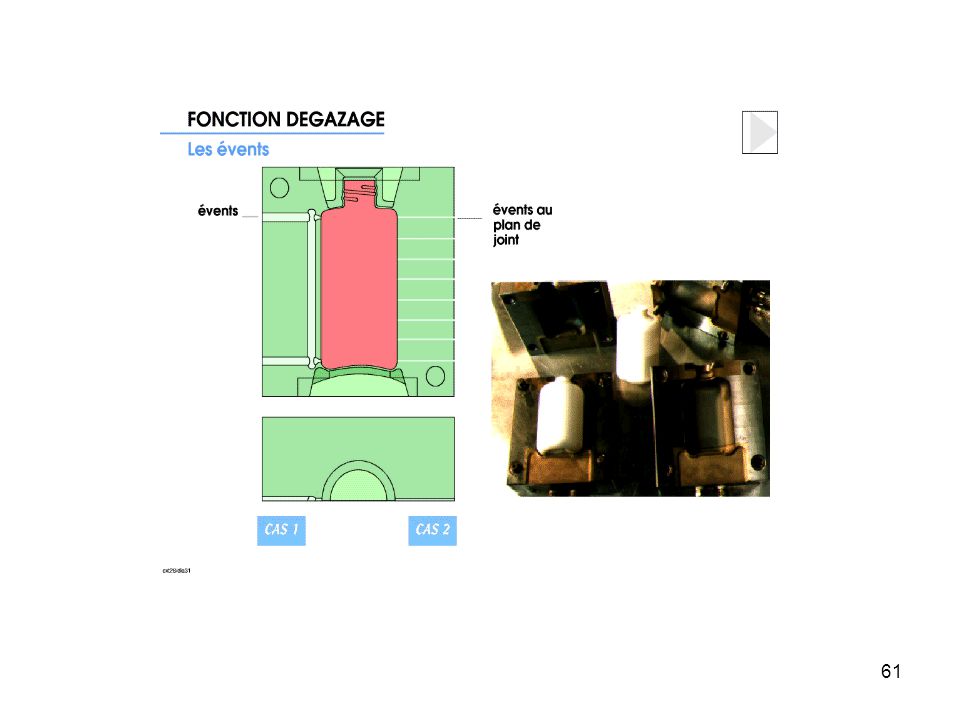
Évents cylindriques de 0
Évents cylindriques de 0.3mm de diamètre, 2 à 3 mm de longueur, débouchant dans une gorge de circulation en plan de joint de 3 mm de profondeur et de côté. Au-delà de 0.3mm , une trace peut rester sur la surface du flacon moulé Fentes de dégazage en plan de joint de 0.1mm de profondeur et 20 mm de largeur possible Sablage de l’empreinte. La taille du grain donne l’efficacité d’éventation et l’aspect final de surface( grain= 0,1mm). Plot rapporté en métal fritté( cas des tubulures automobiles)
. Plot rapporté en métal fritté( cas des tubulures automobiles)")
70
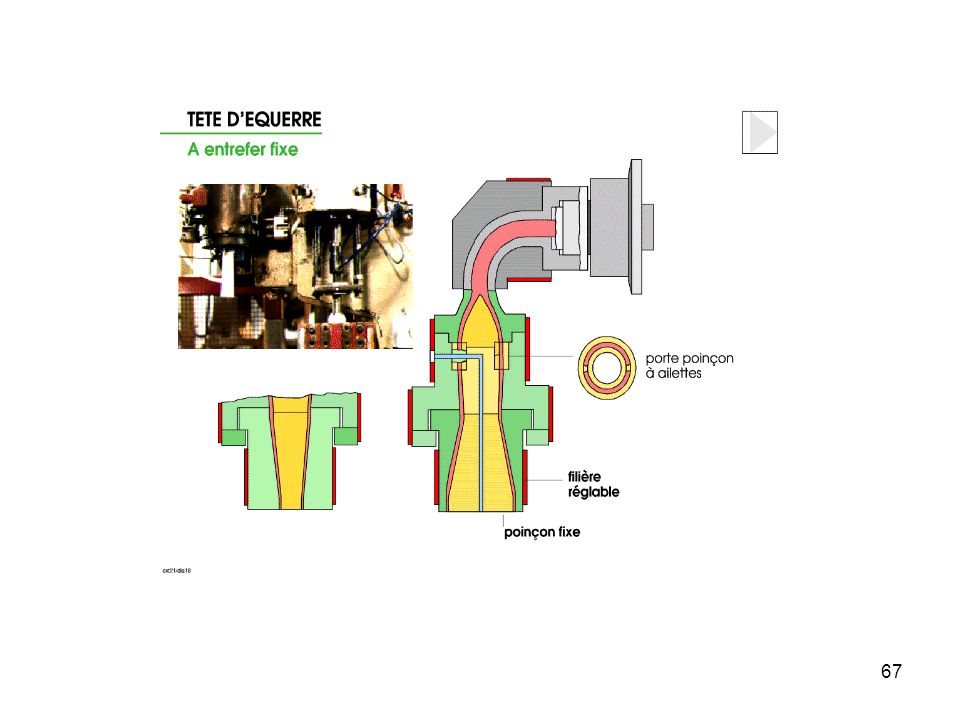
Les zones d’étranglement permettent de faire remonter la pression en amont de la filière et de favoriser une meilleure uniformisation des parcours de matière. La ligne de re soudure des flux sera moins marquée et plus diffuse. La zone d’alimentation et de répartition sera plus indépendante de l’ente fer de sortie car la pression restera élevée dans la tête.

73
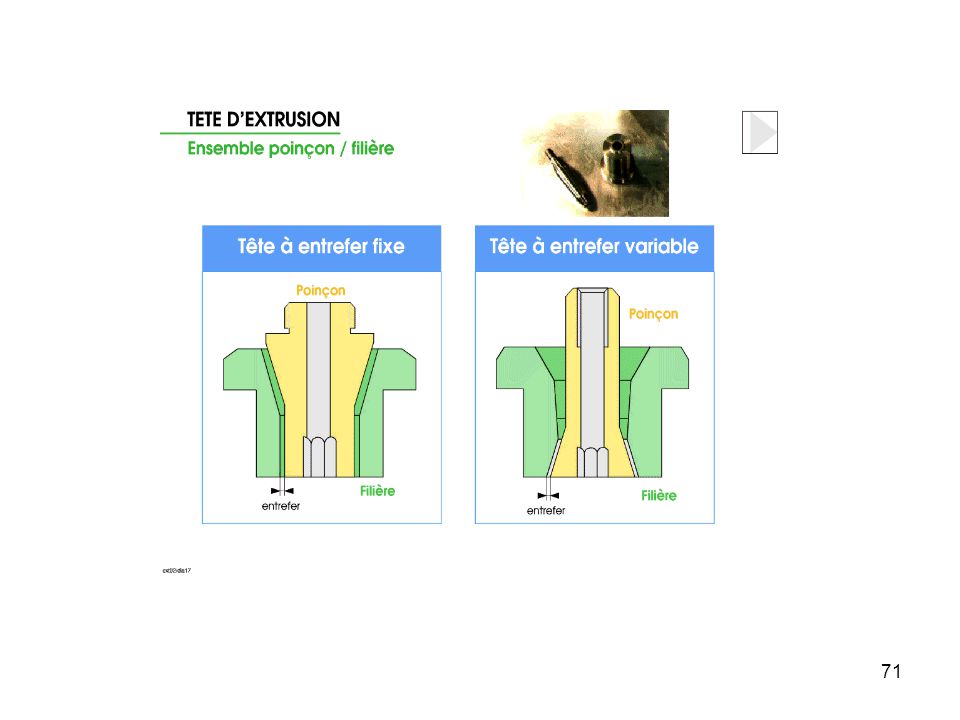
Tête d’extrusion

74
En général, les matériaux qui ont de bonnes propriétés ici n’ont pas de bonnes propriétés mécanique
Polyamide = réflexe anglo-saxon (choix historique)
")
78
dimensionnement Dimension du LAND L de filière en fonction de l’entrefer: Pour un entrefer de plus de 2.5mm, L= 40mm Pour un entrefer allant de 0.8 à 2.5 mm , L= 20 mm Pour un entrefer de moins de 0.8mm L= 6mm. Pour le cas général du soufflage de PE avec petit col et pour une paraison qui ne flue pas et est contrôlée en épaisseur. Dd= 0.9 Nd et Pd=(Dd Bd.E E2 )1/2 Avec Dd= diamètre de filière Nd = diamètre minimum de col Bd= diamètre de la bouteille E= épaisseur de la bouteille dans la zone Bd Pd= diamètre du poinçon
1/2. Avec Dd= diamètre de filière. Nd = diamètre minimum de col. Bd= diamètre de la bouteille. E= épaisseur de la bouteille dans la zone Bd. Pd= diamètre du poinçon.")
79
Exemple de calcul Bouteille de 1 litre, diamètre du corps = 80 mm, diamètre du goulot= 30mm , épaisseur = 0.4 mm. Dd= 27 mm Pd= mm Entrefer de filière=1.15mm Dans ce cas, le taux de gonflage est de 3 (en général de 2 à 3). On considère que la paraison ne va pas tomber dans le moule lors de la fermeture et du mouvement de celui-ci vers le poste de soufflage
. On considère que la paraison ne va pas tomber dans le moule lors de la fermeture et du mouvement de celui-ci vers le poste de soufflage.")
82
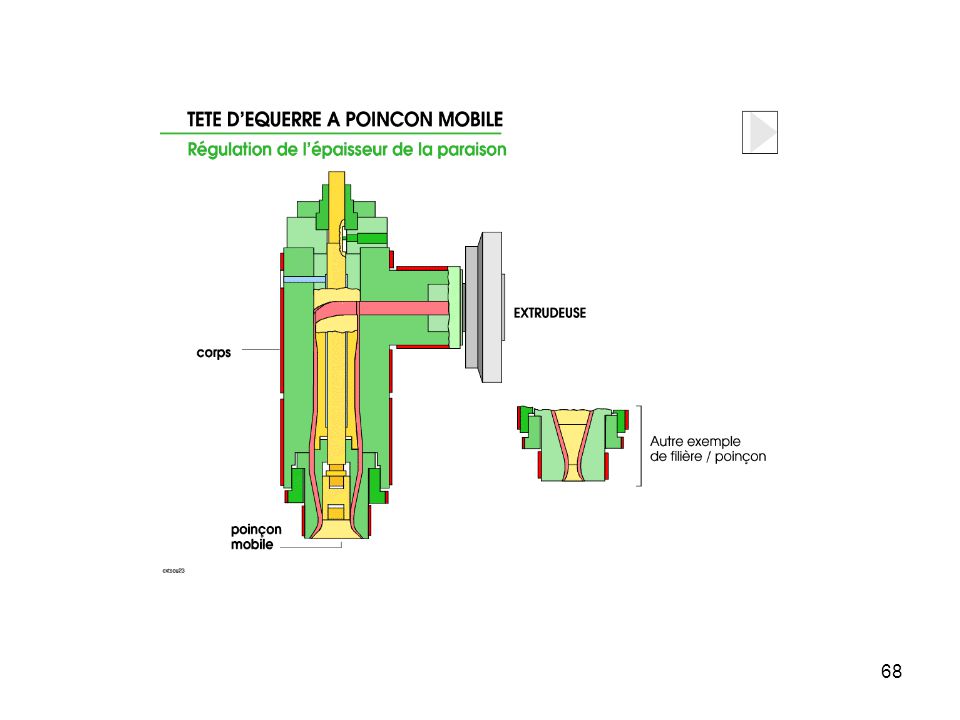
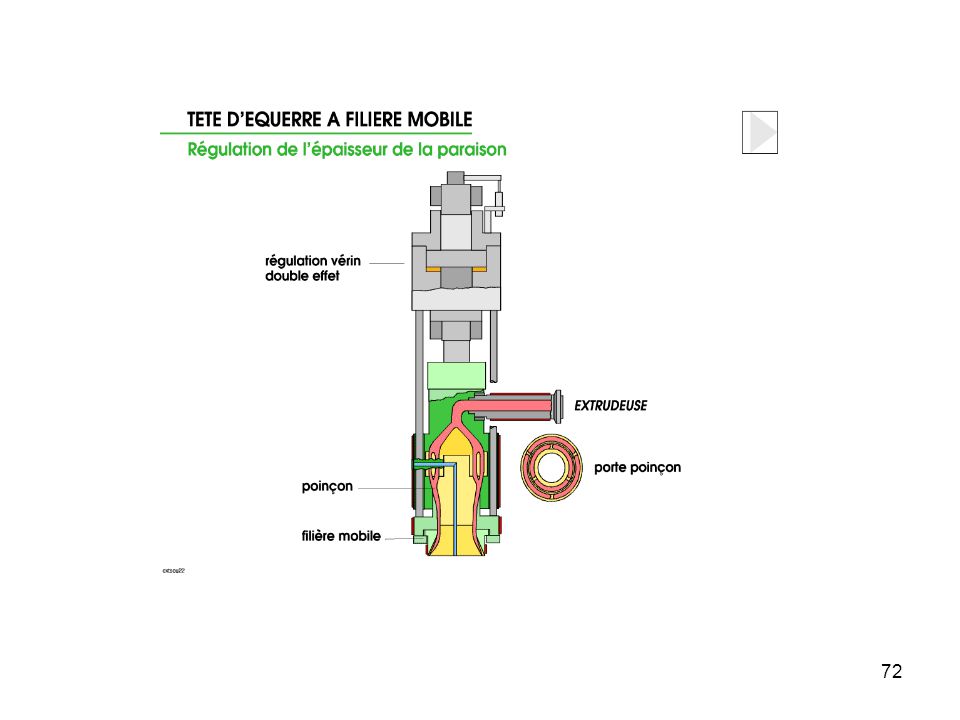
Il y a un gros décalage entre les capacités de programmation de la machine et les capacités mécaniques du poinçon surtout si le débit est rapide

83
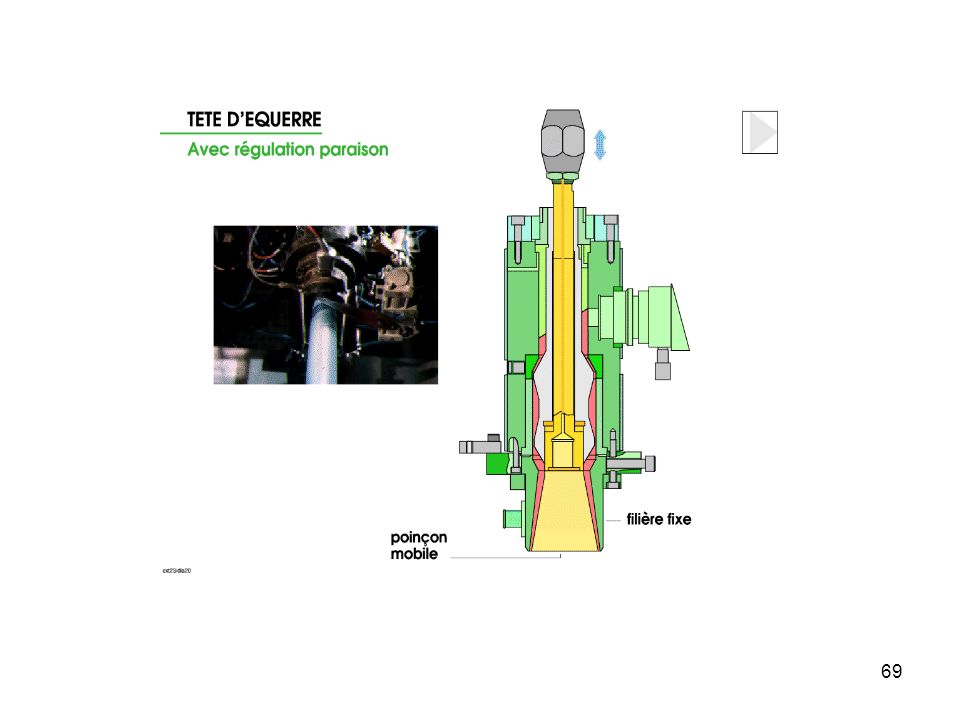
Le nombre de points de régulation proposé par l’outil de programmation ne doit pas être exagérément élevé; en effet, si le profil d’épaisseur est très « tourmenté » , avec des amplitudes de variation trop grandes entre des points rapprochés, la servovalve hydraulique ne pourra suivre ce profil à cause de l’inertie des mouvements de poinçon générés.

84
Le piston bleu est lubrifié par de la matière fondue
On peut trouver des réservoirs fait avec cette technique

86
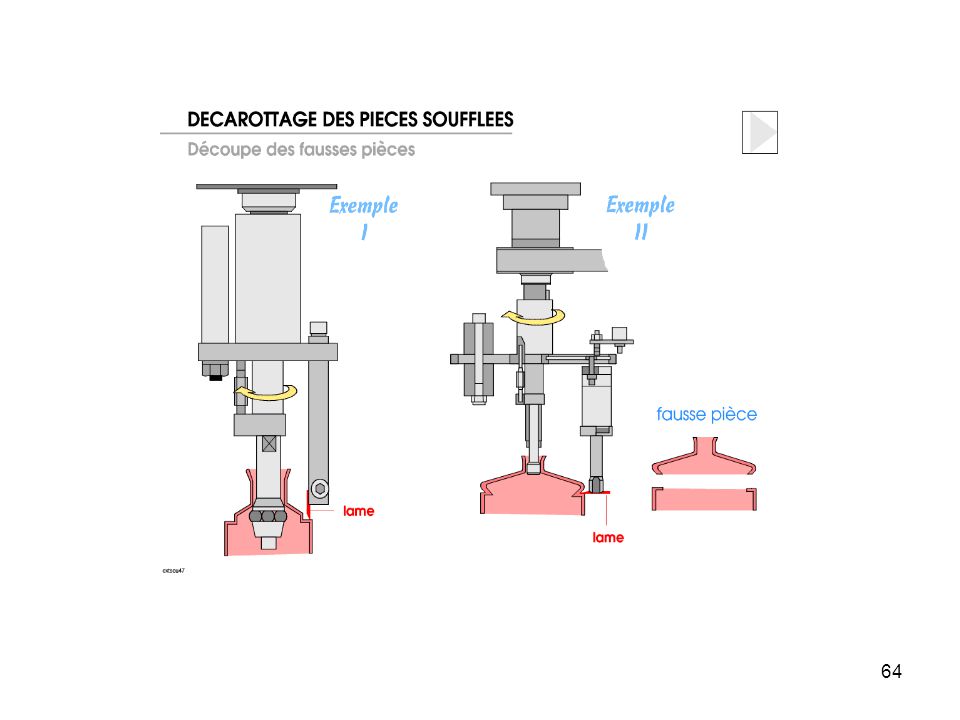
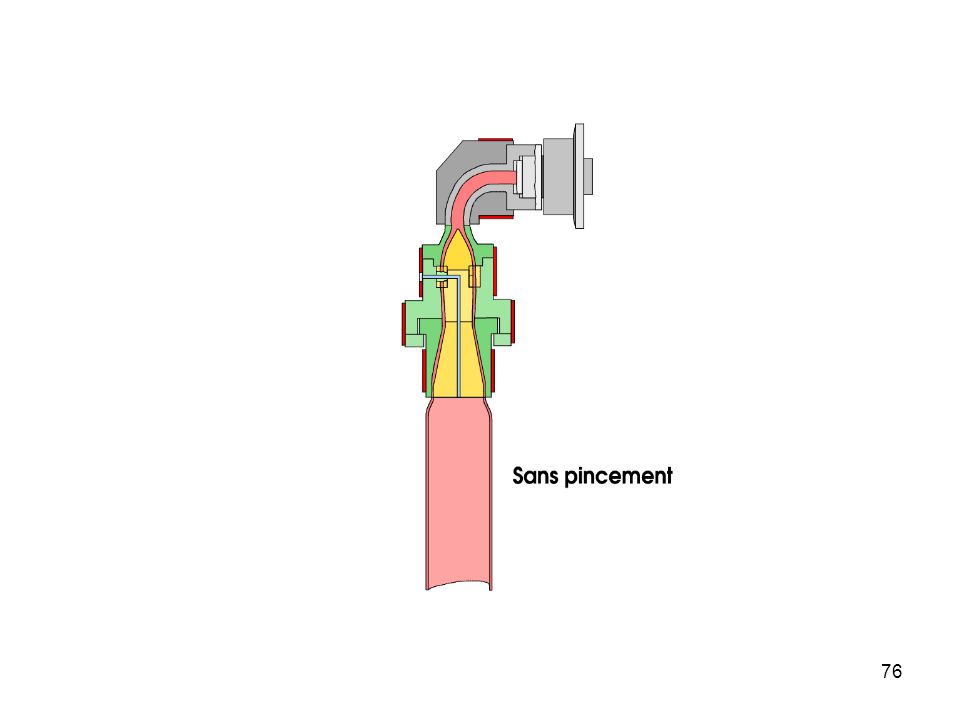
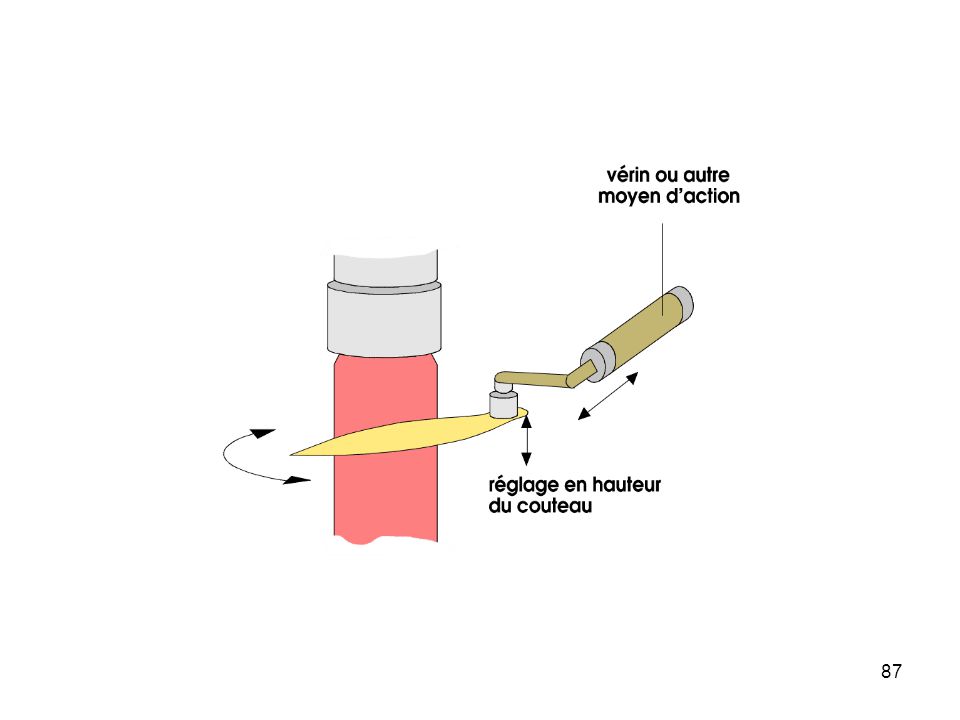
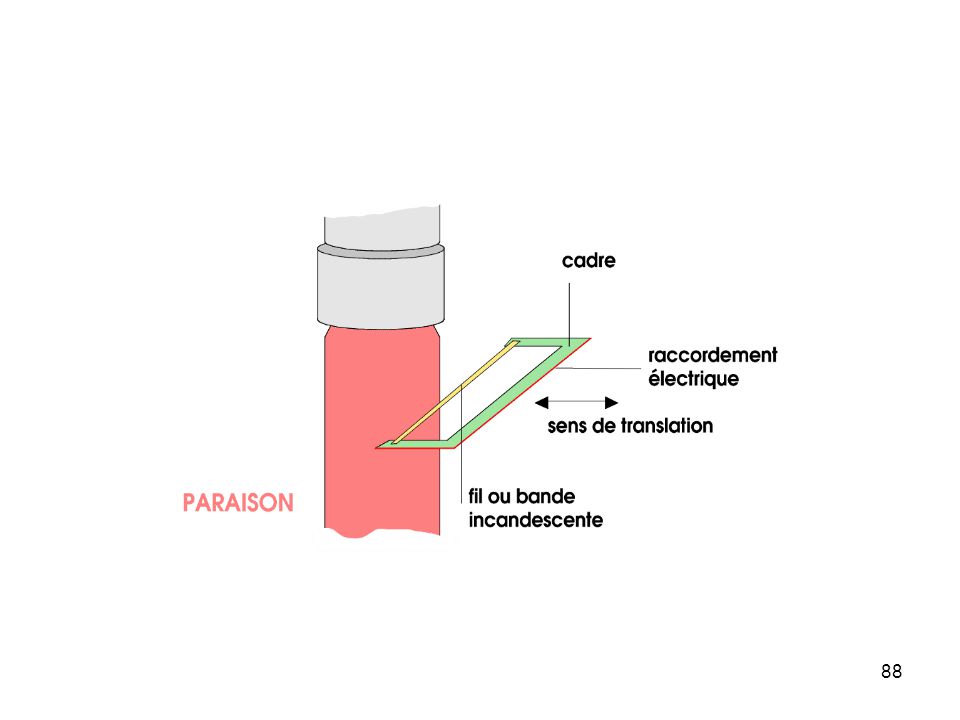
Découpe de paraison

Présentations similaires