Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Procédé RTM Fabri 4 Présentation du 22/03/2003 BONIFACIE Vincent
BONHOURE Julien DELVALLEE Sylvain Procédé RTM Fabri 4 Présentation du 22/03/2003

2
Sommaire Présentation Les moules Les moyens d’injection Les résines
Les renforts

3
3 techniques de mise en oeuvre
Le RTM Resin Transfer Molding 3 techniques de mise en oeuvre

4
3 techniques de mise en oeuvre
L'injection de résine liquide à travers le renfort ou "RTM pure " 1 : contre moule 2 : renforts 3 : moule 4 : étanchéité 5 : support Injection sous pression de la résine 1.5 à 10 bars Pression de fermeture 2 à 10 bars

5
3 techniques de mise en oeuvre
L'injection de résine liquide à travers le renfort ou "RTM pure"

6
L'injection de résine assistée par le vide
3 techniques de mise en oeuvre L'injection de résine assistée par le vide 1 : contre moule 2 : renforts 3 : moule 4 : étanchéité 5 : support Injection sous pression de la résine 1.5 à 3 bars. Pression de fermeture 0.4 à 1 bar. Aspiration de la résine –0.1 à –0.6 bar.

7
Le RTM dit "light" ou "éco" Pas d’injection de résine.
3 techniques de mise en oeuvre Le RTM dit "light" ou "éco" 1 : contre moule 2 : renforts 3 : moule 4 : étanchéité 5 : support Pas d’injection de résine. Pas de pression de fermeture. Seule l’aspiration permet de véhiculer la résine.

8
2. Choix d’une technologie et d’un type de moule

9
La géométrie de la pièce
Choix d’une technologie et d’un type de moule Le renseignement de 6 critères pour guider son choix: La géométrie de la pièce Le nombre de pièces à fabriquer Caractéristiques mécaniques des pièces Temps de cycle L’aspect de la pièce souhaité La résine à utiliser et sa température de transformation (Tg)
")
10
Moule entièrement métallique:
Choix d’une technologie et d’un type de moule Moule entièrement métallique: - Très bonne tenue mécanique - Très bon état de surface Solution chère Pièces à forte valeur ajoutée Moule en béton de résine avec un gel-coat: - Economique - Fabrication rapide - Mauvaise tenue mécanique - Faible cadence et durée de vie Moule en béton de résine revêtu d’une peau électroformée : - Solution intermédiaire - Elaboration du moule complexe

11
Points importants de la conception d’un moule

12
Les dimensions : L’outillage :
Points de la conception d’un moule Les dimensions : - La fabrication doit tenir compte du retrait linéaire de la résine. (ex: retrait de 0.3% pour un vinylester chargé en verre) L’outillage : Principalement : poinçon (ou moule) matrice (ou contre moule) leurs formes définissent l’entrefer.
 L’outillage : Principalement : poinçon (ou moule) matrice (ou contre moule) leurs formes définissent l’entrefer.")
13
Les systèmes de fermetures:
Points de la conception d’un moule Les systèmes de fermetures: Il en existe 5 principaux types: Grenouillère, vis écrou, vérin, presse, vide. Système de fermeture et de guidage accommodés de façon à garantir l’étanchéité et la pression dont dépend la qualité finale. Les points d’injections: Placés stratégiquement de façon à assurer une correcte et uniforme imprégnation des fibres compte tenue de la viscosité.

14
Points de la conception d’un moule / point d’injection

15
Simulation d’injection et d’écoulement :
Points de la conception d’un moule Simulation d’injection et d’écoulement : Difficulté de l’étude en vertu de l’évolution de la viscosité de la résine avec la température. Résolution de l’équation de Darcy (K: perméabilité en m²): Q : débit en m3.s-1 A : section d'écoulement en m² DP : perte de charge en Pa DL : longueur d'injection en m η : viscosité en Pa.s
: Q : débit en m3.s-1. A : section d écoulement en m². DP : perte de charge en Pa. DL : longueur d injection en m. η : viscosité en Pa.s.")
16
3. Moyens d’injection Petite Série
2 architectures pour 2 utilisations différentes Petite Série 2 pompes volumétriques Tête de mélange statique ou dynamique Commandes pneumatiques La performance de l’ensemble est caractérisé par la précision du mélange

17
Tête de mixage statique

18
Exemple industriel petite série
AIR LIQUID Twinflow® CVR Posiratio®

19
Moyens d’injection Grande Série

20
Exemple industriel grande série
SANDRETTO Presse de 30 tonnes Presse de 3500 tonnes

21
Exemple industriel grande série
OR (Victor Taichung Machinery Works) Vr-series tonnes V1-series tonnes
 Vr-series tonnes. V1-series tonnes.")
22
4. Systèmes réactifs utilisés TU MAX = Tg · polyester ( 120°C) · phénolique ( 230°C) · époxyde ( 200°C) Résine de polyester insaturé : la plus couramment utilisée en RTM Peu d’énergie pour la cuisson Economique Bonnes propriétés physiques Forte résistance à la corrosion Pièces d’aspect/de semi-structure Résine vinylester Intermédiaire entre résine polyester et résine époxyde Propriétés mécaniques résine polyester, mais peu utilisée en RTM

23
Résine époxyde (epoxy) Mise en œuvre du procédé RTM de celle des 2 familles de résines précédentes Machine d’injection des machines classiques en RTM Pièces d’aspect/structure avec propriétés mécaniques Excellente résistance en fatigue Résine phénolique Synthèse dégagements de vapeur Très bonne réaction au feu : auto-extinguible Faible émission de fumées Propriétés mécaniques Mise en œuvre par RTM + délicate qu’avec résine polyester car présence d’un catalyseur acide problèmes de corrosion dans la machine d’injection

24
Résine polyimide Cycles de polymérisation longs, T°C 200°C Grande résistance thermique : TU 260°C en continu/480°C en pointe Dérivée des systèmes déjà utilisés pour préimprégnés Résine bismaléïmide Dérivée des systèmes déjà utilisés pour préimprégnés TU car réseau dense de cycles aromatiques Prépolymère souvent solide à l’ambiante : chauffer pour l’injecter. Cycle polymérisation 4h, post-cuisson de 10h à 240°C

25
Résine poly-styryl-pyridine Chauffage nécessaire pour l’injection A 250°C elles conservent 70% de leurs caractéristiques mécaniques Résine thermoplastique Une seule : polycarbonate Injection à 250°C et 6.9 bars : limites du procédé RTM Avantage : post-formage possible pour %Vol de porosités

26
Polyester Phénolique Epoxy
Avantages Bonne adhérence avec fibres de verre Facile à mettre en œuvre Bonne tenue chimique Prix Excellente tenue au feu Prop ablatives Excellente tenue au fluage Pas d’allongement significatif Bonnes prop méca Retrait 1% Bonne tenue chimique et en T°C Excellente adhérence sur fibres et métaux Inconvénients Retrait important (6-9%) sauf spécial Inflammable Tenue réduite en T°C Prop méca Dégagement d’eau pendant polymérisation Mauvais aspect surfacique : il faut peindre les pièces Prix
 sauf spécial. Inflammable. Tenue réduite en T°C. Prop méca Dégagement d’eau pendant polymérisation. Mauvais aspect surfacique : il faut peindre les pièces. Prix.")
27
5. Les renforts Verre, carbone et aramide Mats à fibres courtes, continues Unidirectionnels, tissus et voiles de surface RTM : mat de verre à fibres longues car grande diffusion et géométries simples Il peut se présenter sous deux formes : en rouleau en préforme

28
Caractéristiques et performances comparées de pièces obtenues en RTM à partir de résines époxydes renforcées de différents tissus 0-90o Tissu de verre Tissu d’aramide Tissu de carbone Taux volumique de renfort (%) 50 45 Masse volumique (kg/m3) 1 900 1 330 1 500 Contrainte à la rupture en traction (MPa) 400 500 550 Module d’Young en traction (MPa) 20 000 22 000 54 000 Allongement à la rupture en traction (%) 2 2,1 1
 Masse volumique (kg/m3) Contrainte à la rupture en traction (MPa) Module d’Young en traction (MPa) Allongement à la rupture en traction (%) 2. 2,1. 1.")
29
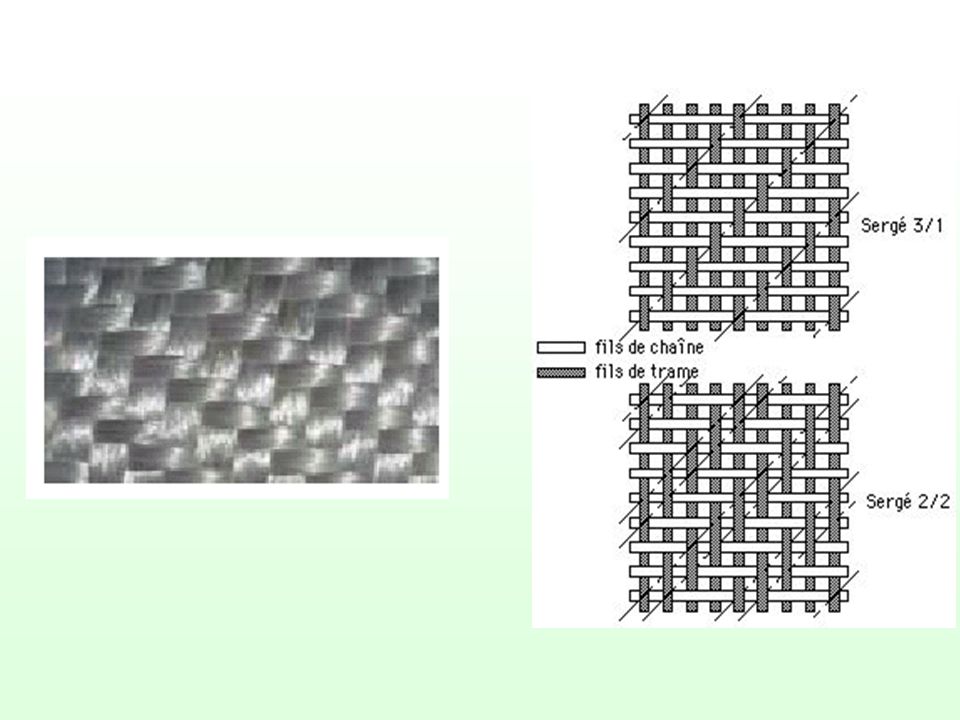
Sergés, satins, toiles (taffetas), unidirectionnels, multiaxiaux…
types de tissus: Entrecroisement de 2 ensembles de fils : Fils aux sens d'avancement du tissu : fils de chaîne Fils aux fils de chaîne : fils de trame Sergés, satins, toiles (taffetas), unidirectionnels, multiaxiaux… Verre, aramide et carbone, bore, FIT (fibre imprégnés de thermoplastique)… · Sergé Armure la + dense Motif apparent à 45° en surface du tissu Très déformable, comportement # dans les sens chaîne et trame, fils armure satin
, unidirectionnels, multiaxiaux… Verre, aramide et carbone, bore, FIT (fibre imprégnés de thermoplastique)… · Sergé. Armure la + dense. Motif apparent à 45° en surface du tissu. Très déformable, comportement # dans les sens chaîne et trame, fils armure satin.")
31
· Satin (Satin weave) Bcp + déformable qu'une toile Déformabilité si rapport d'armure : meilleures performances en flexion, traction et Satin de 8, très déformable : le + utilisé pour formes complexes
 Bcp + déformable qu une toile Déformabilité si rapport d armure : meilleures performances en flexion, traction et Satin de 8, très déformable : le + utilisé pour formes complexes")
32
· Taffetas (Taffeta - Taffeta Weave) = toile fils , peu déformable
· Taffetas (Taffeta - Taffeta Weave) = toile fils , peu déformable. Croisements fils performances du tissu / aux performances théoriques de chaque fil seul (voir embuvage)
 = toile fils , peu déformable. Croisements fils performances du tissu / aux performances théoriques de chaque fil seul (voir embuvage)")
33
Renfort multiaxial +/- 45°
· Renforts multiaxiaux Rovings non entrelacés, cousus entre eux par un fil polyester Marquage des fibres en surface d’une pièce peinte ou gel coatée plus faible que pour un tissu Renfort multiaxial +/- 45°

34
Merci !

Présentations similaires