Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

2
VIDE et ULTRA-VIDE Par Marc ALNOT LPM - Vandoeuvre les nancy et Manuel ACOSTA IPCMS -Strasbourg

3
Plan 1) Qu'est que le Vide et pourquoi faire ? 2) Pompage Techniques Conductance Exemples 3) Mesure du Vide Jauges Spectromètre de masse Détection de fuite 4) Matériaux pour le Vide Matériaux Traitement Etuvage 5) Techniques d'assemblage pour le Vide Soudures Brides et Joints Passages sous vide (électriques, fluides) Mouvements (translation, rotation, transfert) 6) Présentation d'une installation MBE
 Pompage Techniques Conductance Exemples 3) Mesure du Vide Jauges Spectromètre de masse Détection de fuite 4) Matériaux pour le Vide Matériaux Traitement Etuvage 5) Techniques d assemblage pour le Vide Soudures Brides et Joints Passages sous vide (électriques, fluides) Mouvements (translation, rotation, transfert) 6) Présentation d une installation MBE.")
4
Loi des Gaz parfaits PV=NkT P=nkT P pression du gaz V volume de l’enceinte N nombre molécules n densité moléculaire k = 1,38054 10 -23 Pa m 3 K -1 T température en K DomainePression (Pa)n à 20°C (mol/cm 3 ) vide primaire10 5 <P<10 2 2,47 10 19 <n<2,47 10 16 vide moyen10 2 <P<10 -1 2,47 10 16 <n<2.47 10 13 vide poussé10 -1 <P<10 -5 2,47 10 13 <n<2,47 10 9 ultra-videP<10 -5 n<2,47 10 9 P=10 -10 n=2,47 10 4 Qu'est que le Vide ?
n à 20°C (mol/cm 3 ) vide primaire10 5 <P<10 2 2, <n<2, vide moyen10 2 <P< , <n< vide poussé10 -1 <P< , <n<2, ultra-videP<10 -5 n<2, P= n=2, Qu est que le Vide")
5
Théorie cinétique des Gaz H 2 Vq=1850 m/s HeVq=1304 m/s N 2 Vq= 493 m/s CO 2 Vq= 393 m/s

7
Protéger les aliments de l ’oxydation (café sous vide) Réduire la taille de paquets (pompage avec aspirateur) Pomper pour quoi faire ? Certaines techniques d ’analyses (XPS, Auger, DEL, RHEED) nécessitent le vide ou même l ’ultra-vide pour fonctionner. Pour que les couches minces réalisées par dépôts sous vide soit les plus pures possibles. Pour que l’adsorption sur des surfaces cristallines modifie ou ne modifie pas des structures superficielles.
 nécessitent le vide ou même l ’ultra-vide pour fonctionner. Pour que les couches minces réalisées par dépôts sous vide soit les plus pures possibles. Pour que l’adsorption sur des surfaces cristallines modifie ou ne modifie pas des structures superficielles..")
8
Dans une enceinte, la pression résulte d ’un équilibre entre différents phénomènes.

9
Une pompe à vide est un système qui réduit soit le nombre de molécules d ’une enceinte, soit leurs vitesses, ce qui permet d ’en abaisser la pression. Les pompes qui abaissent le nombre de molécules en les transférant d ’un point à un autre sont dites : a)volumiques si elles ménagent des volumes variables cycliquement (Pompe à palettes, pompe à piston oscillant ou rotatif, pompe roots, pompes sèches (à spirale mobile ou à pistons téflonés), pompes à membranes, …). b) cinétiques si elles changent la direction de la vitesse des molécules (pompe à diffusion, pompe turbomoléculaire,...). Les pompes qui abaissent la vitesse sont dites à fixation (pompe à sublimation de titane, pompe ionique, pompe cryogénique,...).
volumiques si elles ménagent des volumes variables cycliquement (Pompe à palettes, pompe à piston oscillant ou rotatif, pompe roots, pompes sèches (à spirale mobile ou à pistons téflonés), pompes à membranes, …). b) cinétiques si elles changent la direction de la vitesse des molécules (pompe à diffusion, pompe turbomoléculaire,...). Les pompes qui abaissent la vitesse sont dites à fixation (pompe à sublimation de titane, pompe ionique, pompe cryogénique,...)..")
10
Conductance d ’une canalisation à section circulaire de diamètre D = 0,05m, de longueur L = 1,5m pour de l ’air à 20°C, D et L en m P et P m en Pa C en m 3 /s Régime laminaire C = 0,075 m 3 /s = 75 l/s soit P > 13,2 Pa Régime moléculaire C = 0,01 m 3 /s = 10 l/s soit P < 0,4 Pa

12
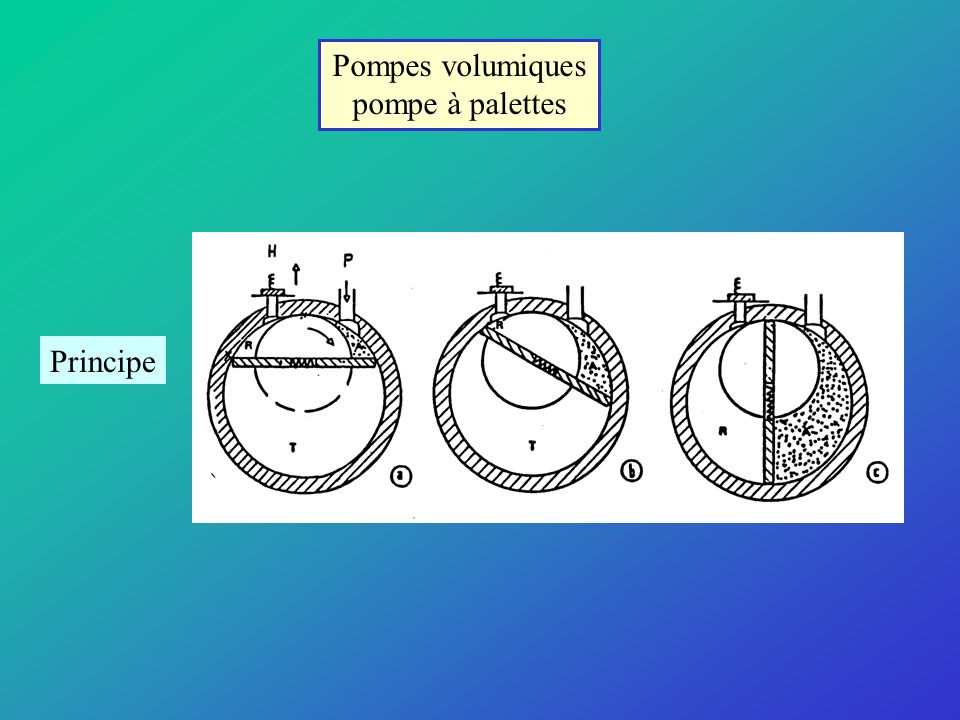
Pompes volumiques pompe à palettes Principe

13
Pompe à 2 étages Pompes volumiques pompe à palettes

14
Pompes volumiques pompe à spirales Modèle scientifique Modèle chimique

15
Pompes volumiques pompe à spirales Soufflet de protection en inox Spirale oscillante

16
Pompes volumiques pompe à spirales le principe de pompage.

17
Pompes volumiques pompe à spirales Roulements Spirale oscillante Spirale fixe Entrée Soufflet de protection en inox Vide Moteur Pression atmosphérique Entrée du lest d’air Arbre de transmission

18
Pompe cinétique Turbomoléculaire

19
Principe des pompes Turbomoléculaires

20
Pompes à fixation Sublimateur de Titane

21
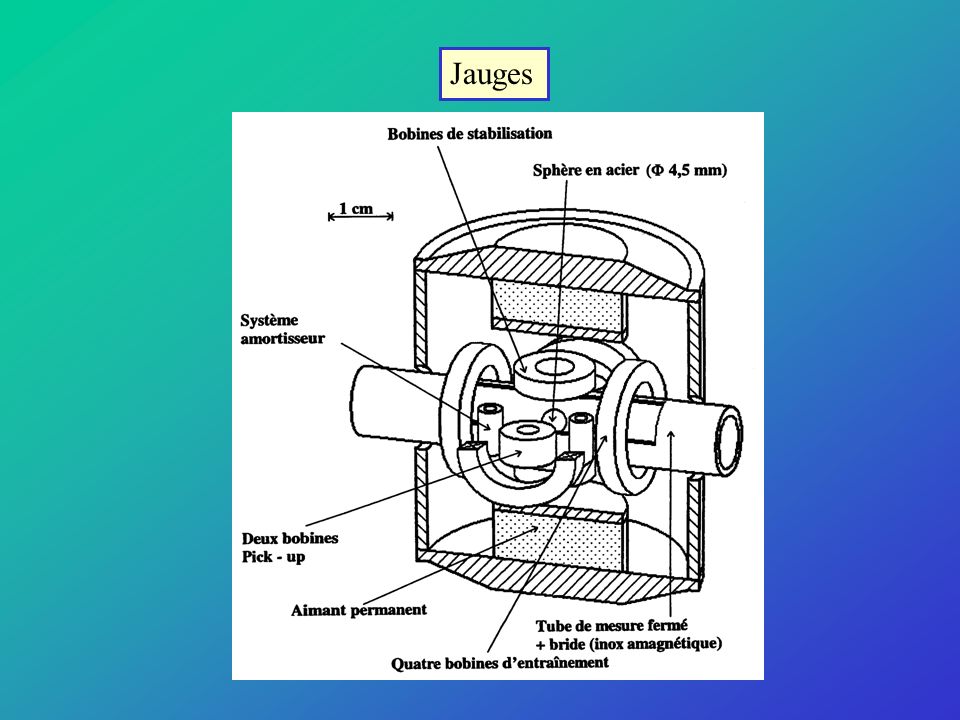
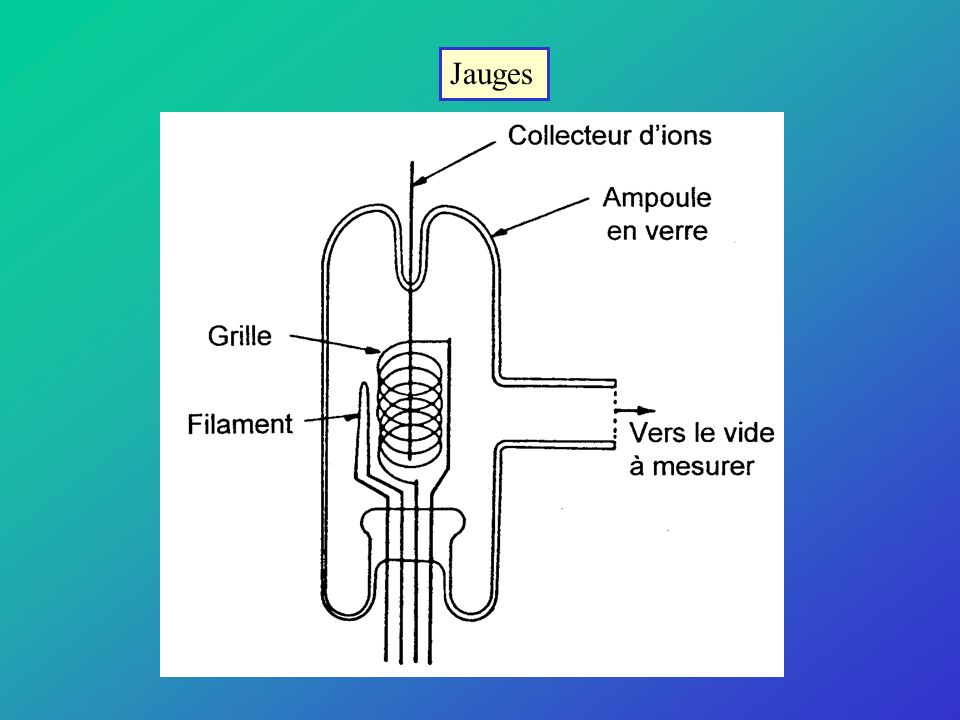
Jauges

25
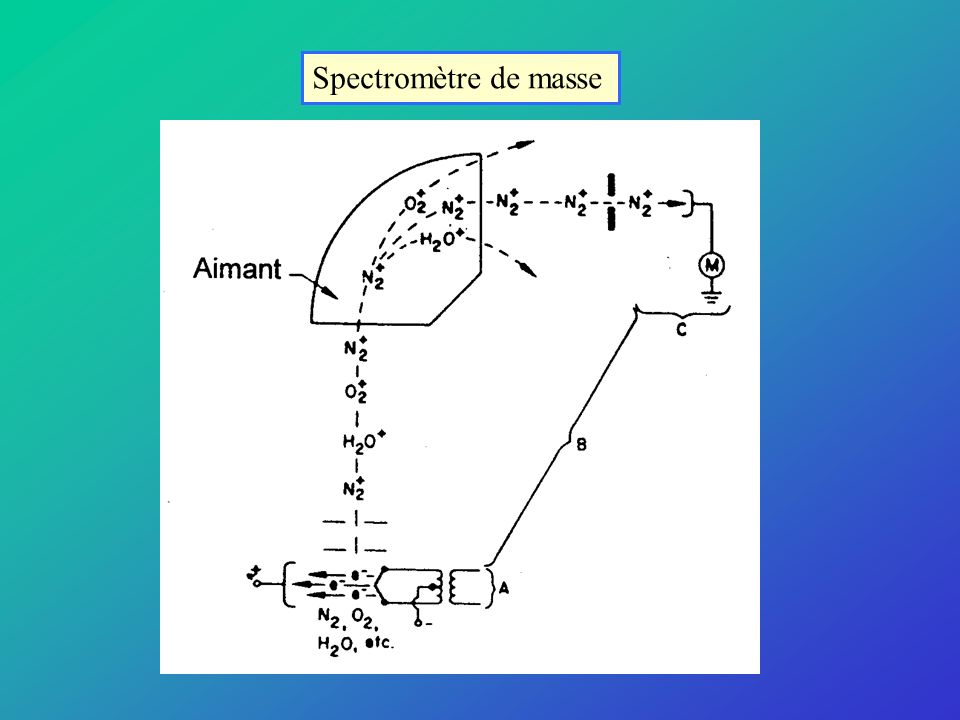
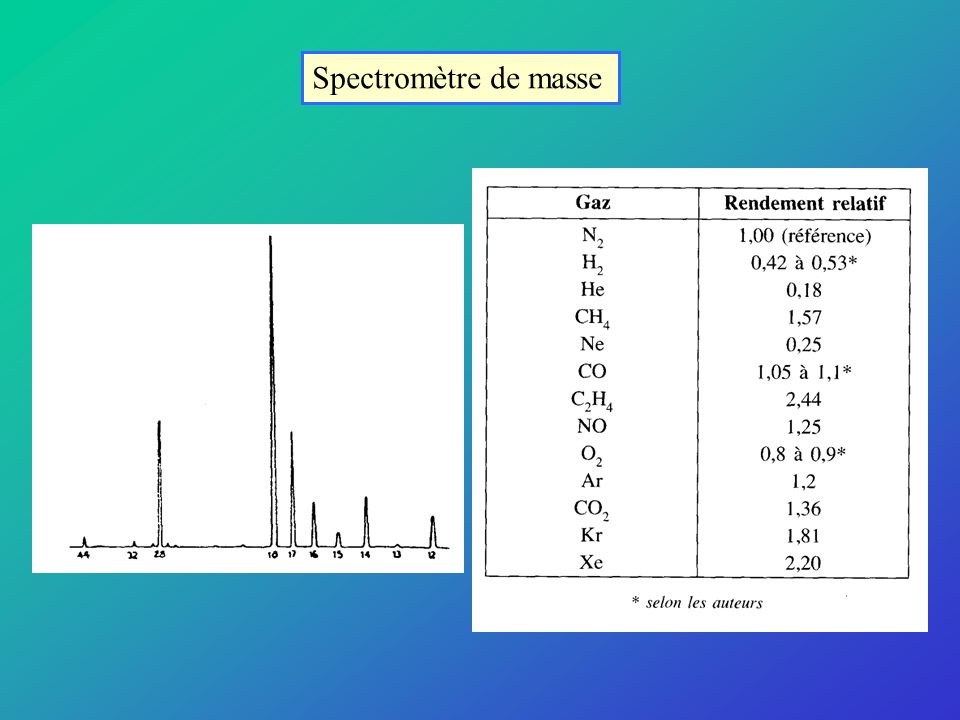
Spectromètre de masse

28
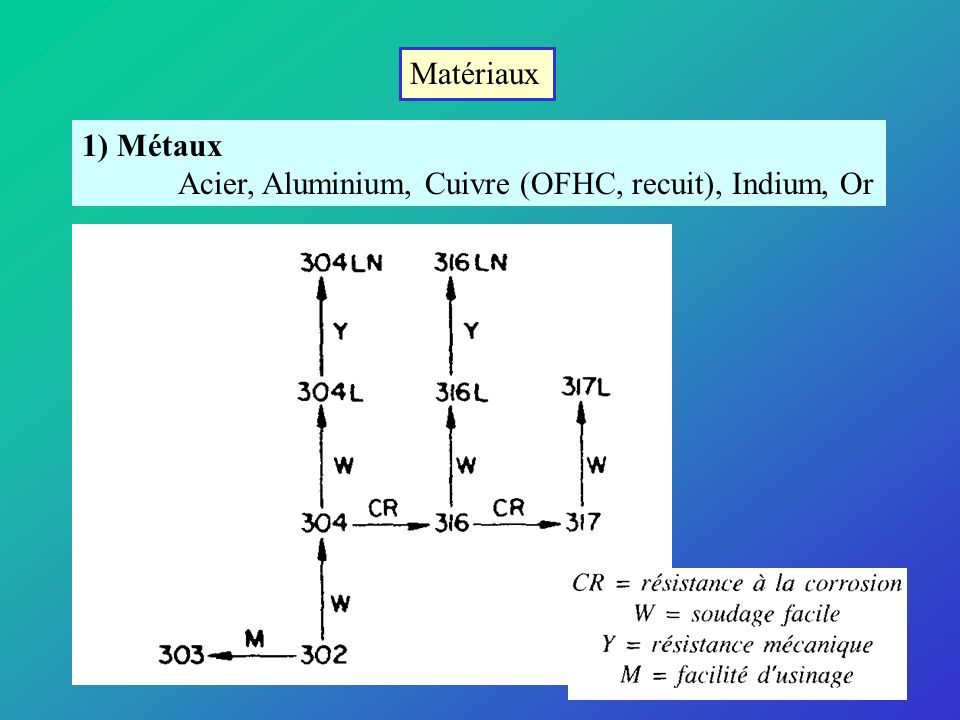
Matériaux 1) Métaux Acier, Aluminium, Cuivre (OFHC, recuit), Indium, Or
 Métaux Acier, Aluminium, Cuivre (OFHC, recuit), Indium, Or")
29
Matériaux 1) Métaux Acier, Aluminium, Cuivre (OFHC, recuit), Indium, Or 2) Verres et Céramiques Verres borosilicates au delà de 350°C Silice fondue (quartz) au delà de 500°C 3) Polymères
 Métaux Acier, Aluminium, Cuivre (OFHC, recuit), Indium, Or 2) Verres et Céramiques Verres borosilicates au delà de 350°C Silice fondue (quartz) au delà de 500°C 3) Polymères")
30
Matériaux 3) Polymères
 Polymères")
31
Méthode générale de nettoyage 1-laver avec une solution savonneuse ou détergente, si possible immerger la pièce dans la solution, la brosser avec la solution.. 2-rincer avec de l ’eau distillée 3-rincer avec un solvant tel que de l ’acétone ou du methyléthyl- kétone ou encore de l ’alcool méthylique anhydre 4-rincer avec un dégraissant chloré, tel que du dichlorure de méthylène, du tétrachlorure de carbone, du dichloroéthane ou du trichloroéthylène 5-rincer deux fois (dans des bains successifs) à l ’acétone ou à l ’alcool méthylique anhydre 6- sécher à l ’étuve ou à l ’air chaud (70 à 110°C) A partir du point 3-, ne manipuler les pièces qu’avec précaution et avec des gants en particulier (ce qui est dit aux chercheurs). Utiliser des cuves à ultrasons lorsque ceci est possible.
 à l ’acétone ou à l ’alcool méthylique anhydre 6- sécher à l ’étuve ou à l ’air chaud (70 à 110°C) A partir du point 3-, ne manipuler les pièces qu’avec précaution et avec des gants en particulier (ce qui est dit aux chercheurs). Utiliser des cuves à ultrasons lorsque ceci est possible..")
32
Autres traitements Brasage utilisant un flux décapant interdit. Le polissage mécanique de tôles est à proscrire. On couche les irrégularités et on enferme du ”Salopium” Le microbillage (projection de billes de verre de diamètre 0,1 à 0,2mm à une vitesse de 100 à 200 m/s) permet de nettoyer des pièces après soudure. Il permet aussi, en formant une précon- trainte à froid en surface, de conserver des pièces en fer doux sans oxydation, mais il faut absolument éviter de les toucher, une trace de doigt fait apparaître la rouille. Polissage électrolytique (pièces en acier inoxydable, cuivre et bronze, tungstène et molybdène
 permet de nettoyer des pièces après soudure. Il permet aussi, en formant une précon- trainte à froid en surface, de conserver des pièces en fer doux sans oxydation, mais il faut absolument éviter de les toucher, une trace de doigt fait apparaître la rouille. Polissage électrolytique (pièces en acier inoxydable, cuivre et bronze, tungstène et molybdène.")
33
Etuvage

34
IMPORTANT Avant soudure le dégraissage doit être soigneusement effectué. ( Voir : Méthode générale de nettoyage )
.")
35
La soudure TIG peut être utilisée avec : les aciers Inoxydables, l’aluminium, le nickel, le cuivre, et le titane. On peut réaliser par TIG des soudures combinant l’acier Inoxydable, le Cuivre, le Nickel, et le Monel. Elle ne doit pas être utilisée pour le laiton ou certains alliages d’aluminium ou d’aciers. L’aluminium (pour le vide) est plus difficile à souder que l’acier inoxydable, mais un bon soudeur y arrive.
 est plus difficile à souder que l’acier inoxydable, mais un bon soudeur y arrive..")
36
+ - - + Zéro Alternance négative 1 cycle ---- - - - -- ++++ + + + ++ Courant continu Polarité normale Courant continu Polarité inversée La couche d'oxyde éclate (lors de la polarité inverse). Le seul inconvénient est que l'arc doit se réamorcer à chaque cycle ; pour cela, on superpose à la tension à vide une tension très élevée à haute fréquence.

37
Moyenne Courant continu Polarité normaleCCPN Courant continu Polarité inverséeCCPI Courant alternatif~ Caractéristiques de pénétration Influence du type de courant et de la polarité Action nettoyante des oxydes Répartition de la chaleur dans l'arc Pénétration Nulle Oui Oui, une fois tous les demi-cycles 70 % à la pièce 30% à l'électrode 30 % à la pièce 70% à l'électrode 50 % à la pièce 50 % à l'électrode Étroite et Profonde Large et peu profonde + + + - - - + - + + + - - - + - + + + - - - + - - +

38
L'argon produit un arc stable. L'hélium est recommandé ( pour de forte épaisseur) on obtient une meilleure pénétration. Un mélange argon + 5 % hydrogène est idéal pour l'aspect et la qualité de la soudure. L'argon avec courant alternatif à haute fréquence est préféré; produit un arc stable et un bon effet de nettoyage. Argon + hélium avec courant alternatif: produit un arc moins stable, a une bonne action de nettoyage, permet une plus grande vitesse, produit une meilleure pénétration. Hélium avec CCPN (Courant Continu Polarité Normal): produit un arc stable, autorise une grande vitesse de soudage sur des matériaux chimiquement propres. Alliages d'aluminium Acier inoxydable
 on obtient une meilleure pénétration. Un mélange argon + 5 % hydrogène est idéal pour l aspect et la qualité de la soudure. L argon avec courant alternatif à haute fréquence est préféré; produit un arc stable et un bon effet de nettoyage. Argon + hélium avec courant alternatif: produit un arc moins stable, a une bonne action de nettoyage, permet une plus grande vitesse, produit une meilleure pénétration. Hélium avec CCPN (Courant Continu Polarité Normal): produit un arc stable, autorise une grande vitesse de soudage sur des matériaux chimiquement propres. Alliages d aluminium Acier inoxydable.")
39
Soudure TIG sur l‘Aluminium pour enceinte à Vide et Ultra-Vide Les principaux problèmes de compacité sont la présence de soufflures internes (porosités) ou parfois débouchantes (piqûres), des cratères de terminaison avec fissuration en étoile et des inclusions de tungstène pour le soudage Pour la soudure (TIG) d’enceinte en aluminium destiné à l’ ultra-vide. Il est important d’utiliser un tungstène : réf. WZ8 de couleur blanc (0,7-0,9 % Zr O2) Ceci pour éliminer tous risques de projections d’impuretés de tungstène et d’oxyde de thorium Ces inclusions d’impuretés seront la cause de fuites ou de micro-fuites importantes. Choix de l’électrodes tungstène
 Ceci pour éliminer tous risques de projections d’impuretés de tungstène et d’oxyde de thorium Ces inclusions d’impuretés seront la cause de fuites ou de micro-fuites importantes. Choix de l’électrodes tungstène.")
40
Origine probable des problèmes La mauvaise étanchéité du circuit de protection gazeuse (introduction d'air) La présence d'humidité par condensation à la surface des pièces à souder Un mauvais nettoyage et grattage des bords à souder (présence d'oxyde d'alumine) Une longueur d'arc trop importante Des paramètres de soudage inadaptés Une position de soudage peu favorable au libre dégazage du bain de fusion ( plafond et corniche à éviter ) Une vitesse de soudage inadaptée Le mauvais choix de l’électrodes de tungstène Soudure TIG sur l‘Aluminium pour enceinte à Vide et Ultra-Vide
 La présence d humidité par condensation à la surface des pièces à souder Un mauvais nettoyage et grattage des bords à souder (présence d oxyde d alumine) Une longueur d arc trop importante Des paramètres de soudage inadaptés Une position de soudage peu favorable au libre dégazage du bain de fusion ( plafond et corniche à éviter ) Une vitesse de soudage inadaptée Le mauvais choix de l’électrodes de tungstène Soudure TIG sur l‘Aluminium pour enceinte à Vide et Ultra-Vide")
41
2017 A (AU4G) Aluminium : Bonnes caractéristiques mécaniques. Le plus utilisé en Mécanique générale. Soudabilité et Anodisation difficiles. 5083 ( AG 4,5) Aluminium Principal alliage de mécanique soudable remplaçant du 5056 (AG5). Bonnes caractéristiques mécaniques et résistance à la corrosion. Soudabilité et anodisation excellentes. 5086 (AG 4 MC) Aluminium Aluminium Alliage voisin du 5083. Meilleure tenue à la corrosion (Atmosphère saline.). Bonne résistance à basse température. Soudabilité et anodisation excellentes. L’addition de chrome dans ces deux derniers alliages améliore encore leur soudabilité.
 Aluminium Principal alliage de mécanique soudable remplaçant du 5056 (AG5). Bonnes caractéristiques mécaniques et résistance à la corrosion. Soudabilité et anodisation excellentes (AG 4 MC) Aluminium Aluminium Alliage voisin du Meilleure tenue à la corrosion (Atmosphère saline.). Bonne résistance à basse température. Soudabilité et anodisation excellentes. L’addition de chrome dans ces deux derniers alliages améliore encore leur soudabilité..")
42
Les pièces minces peuvent être soudées sans employer de baguette d'apport. La composition chimique des baguettes doit généralement être semblable à celle du métal de base afin de produire un cordon de soudure d'apparence uniforme. La classification des baguettes indique la résistance à la traction, la composition chimique et la résilience du métal déposé. BAGUETTES D'APPORT Évanouissement de l'arc Évanouissement de l'arc : Évite le cratère en fin de soudage et les risque de fissuration (surtout sur alliages légers). Dans certaines conditions on peut utiliser la brasure sous vide. Mais il faut disposer de fours spécialisés. Il faut surtout choisir des pâtes de brasure (décapant) qui ne contiennent ni cadmium, ni zinc, ni plomb. BRASAGE
. Dans certaines conditions on peut utiliser la brasure sous vide. Mais il faut disposer de fours spécialisés. Il faut surtout choisir des pâtes de brasure (décapant) qui ne contiennent ni cadmium, ni zinc, ni plomb. BRASAGE.")
43
Pour souder avec du courant alternatif ou du courant continu avec polarité inversée (CCPI), le bout de l'électrode doit être hémisphérique. Pour obtenir un tel profil, on utilise un branchement CCPI, on amorce un arc sur une plaque assez épaisse pour absorber la chaleur qui sera générée et on maintient une intensité assez élevée pour faire fondre l'extrémité de l'électrode. Avec une électrode au zirconium, la boule se forme automatiquement lorsqu'on utilise du courant alternatif avec haute fréquence. Une fois fondu, le bout de l'électrode conserve sa forme hémisphérique, ce qui produit un arc stable. CCPI : + à l’électrode. CCPN : - à l’électrode

44
L'affûtage de l'électrode infusible pour le soudage TIG : L'affûtage de l'électrode est réalisé par un cône avec un angle compris entre 30 et 60 degrés. Les stries d'usinage ou de meulage doivent être dans le sens longitudinal de l'électrode. Hauteur de la pointe 1,5 à 3 fois le diamètre de l’électrode. La pointe d'extrémité du cône doit être adoucie pour supporter les densités de courant L'affûtage est exécuté à l'aide d'une meuleuse à grain fin avec récupération des poussières.. On peut parfois faire un petit méplat au bout de l'électrode, d'environ le tiers du diamètre de l'électrode, pour augmenter son pouvoir émissif (capacité d'émettre des électrons) et concentrer la colonne de l'arc..
 et concentrer la colonne de l arc...")
45
N ° du verre teinté Intensité du (A) 6 5 à 30 8 30 à 75 10 75 à 100 12 200 à 400 14 Plus de 400 Numéros de verres pour le soudage avec le procédé TIG Identification des Bouteilles de Gaz Inerte/Asphyxiant. Toxique/ corosif. Inflammable. Oxydant.

46
Dans le cas d'enceinte à ultravide, il faut souder en TIG côté vide La figure ci-dessous présente quelques types de raccords par soudure utilisés en technique du VIDE

48
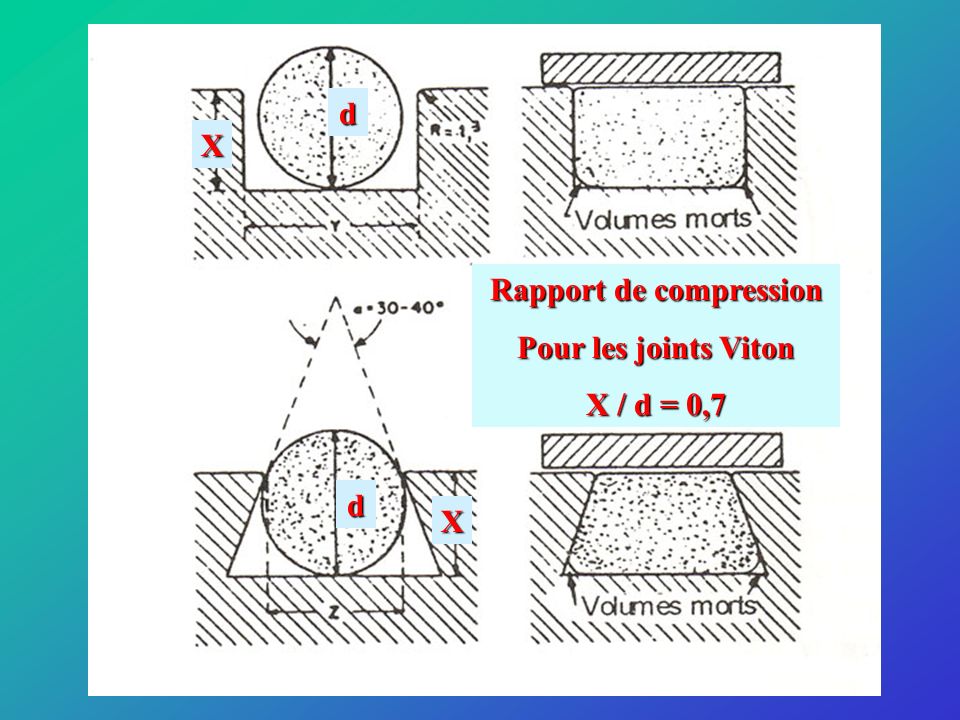
d X X d Rapport de compression Pour les joints Viton X / d = 0,7

49
Bride CF ULTRA - VIDE

50
Passages de mouvements mécaniques par soufflets métalliques A : Translation B : Rotation A B

51
Vanne Tiroir Ultra-Vide

52
Bibliographie Site internet Société Française du Vide http://www.vide.org/ Livres La technique du vide A. Richard et I. Richard, IN FINE Edit. Physique appliquée aux industries du vide et de l'électronique, tomes 1 et 2 G.A. Boutry, Masson & Cie, édit. Le vide, ses applications et obtention P. Duval, SFV, Edit. Notions de base en technique du vide G. Rommel, SFV, Edit. Cours de sciences et technique du vide, tomes 1 et 2 R.P. Henry, SFV, Edit.

Présentations similaires

















 Bertrand BAUDOUY (CEA) 31/08/2011.>")

