Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Organisation du travail & Supply Chain

3
Historique

6
LA LOGISTIQUE SUPPLY CHAIN
Les actions d’organisation des flux internes et externes en amont /aval Flux internes : contraintes des fournisseurs, moyens dont dispose l’entreprise (hommes et moyens matériels), la logistique s’occupe de l’ organisation des flux entre ses différents sites et intègre l’achat, le stockage, la production, la distribution, le transport et la commercialisation. Flux externes : Organisation des flux entre l’entreprise : ses fournisseurs et ses clients. On parle de plus en plus de la gestion de la chaîne logistique, plus connue sous l’anglicisme Supply Chain Management ou SCM.
, la logistique s’occupe de l’ organisation des flux entre ses différents sites et intègre l’achat, le stockage, la production, la distribution, le transport et la commercialisation. Flux externes : Organisation des flux entre l’entreprise : ses fournisseurs et ses clients. On parle de plus en plus de la gestion de la chaîne logistique, plus connue sous l’anglicisme Supply Chain Management ou SCM.")
7
Flux

9
Les Flux Internes

10
La Gestion de Production
C’est l'ensemble des activités qui participent à : la conception, la planification des ressources (matérielles, financières, ou humaines), l'ordonnancement, l'enregistrement des activités de production, le contrôle
, l ordonnancement, l enregistrement des activités de production, le contrôle.")
11
Flux physiques et Flux d’information
Quand on parle de gestion de production dans les entreprises, on fait constamment référence à des notions de flux : flux poussés, flux tirés, flux tendus, flux logistiques... La notion de flux est synonyme: de mouvement, de circulation, d’évolution, de rapidité et donc d’efficacité. En gestion de production, on s’intéresse plus particulièrement aux : Flux physiques et Flux d’information

13
Flux Poussé Dans le cas de flux poussé, il y a eu des prévisions de vente. Dans certaines industries, ces prévisions sont primordiales pour la production à l'avance des stocks. Par exemple, dans l'industrie de la mode, on prévoit les ventes de 6 à 18 mois d'avance afin d'effectuer le choix des couleurs, des matériaux, etc. pour ensuite fournir tous les points de vente. Il s'agit donc d'un système axé sur les prévisions de vente (prévoir les différences de couleurs et de tailles des vêtements pour chaque province canadienne ou état américain par exemple). Parfois sont également présentées en avance aux consommateurs des collections pour préparer ce que seront les tendances des produits de la mode.
. Parfois sont également présentées en avance aux consommateurs des collections pour préparer ce que seront les tendances des produits de la mode.")
14
Flux Tiré De son côté, le flux tiré est employé par les industries qui fonctionnent par commandes clients. Ce type de production élabore en premier lieu des produits semi-finis. Par exemple, dans le cas de production de crayons-feutre, seules les cartouches plastiques (blanches, unies, sans teinte et avec feutre sans couleur) seront produites puis entreposées. Alors, au gré des commandes, les capsules seront colorées selon la demande, permettant ainsi d'accélérer de beaucoup la réponse au client grâce à cette production entamée. Ce type de production est largement employé par les entreprises manufacturières ou celle réalisant du sur mesure employant néanmoins certains standards Flux Tendus
 seront produites puis entreposées. Alors, au gré des commandes, les capsules seront colorées selon la demande, permettant ainsi d accélérer de beaucoup la réponse au client grâce à cette production entamée. Ce type de production est largement employé par les entreprises manufacturières ou celle réalisant du sur mesure employant néanmoins certains standards. Flux Tendus.")
15
Flux physiques & d’information
approvisionnement, entrée et circulation des matières premières, composants, pièces de rechange, sous-ensembles, sortie et distribution des produits finis. Flux d’information suivi des commandes, des ordres de fabrication, des données techniques, des heures de main-d’oeuvre, des heures machines, des consommations de matières, des rebuts.. La préoccupation majeure de la gestion de production étant la satisfaction des clients

16
Gestion de la Chaîne Logistique
Flux Physique Logistique de retour Fournisseurs Usines Entrepots Clients Gestion de Production Gestion des Appros Gestion de Production Gestion des stocks Distribution Ventes Flux d’informations Gestion de la Chaîne Logistique

17
Planification des Ressources

18
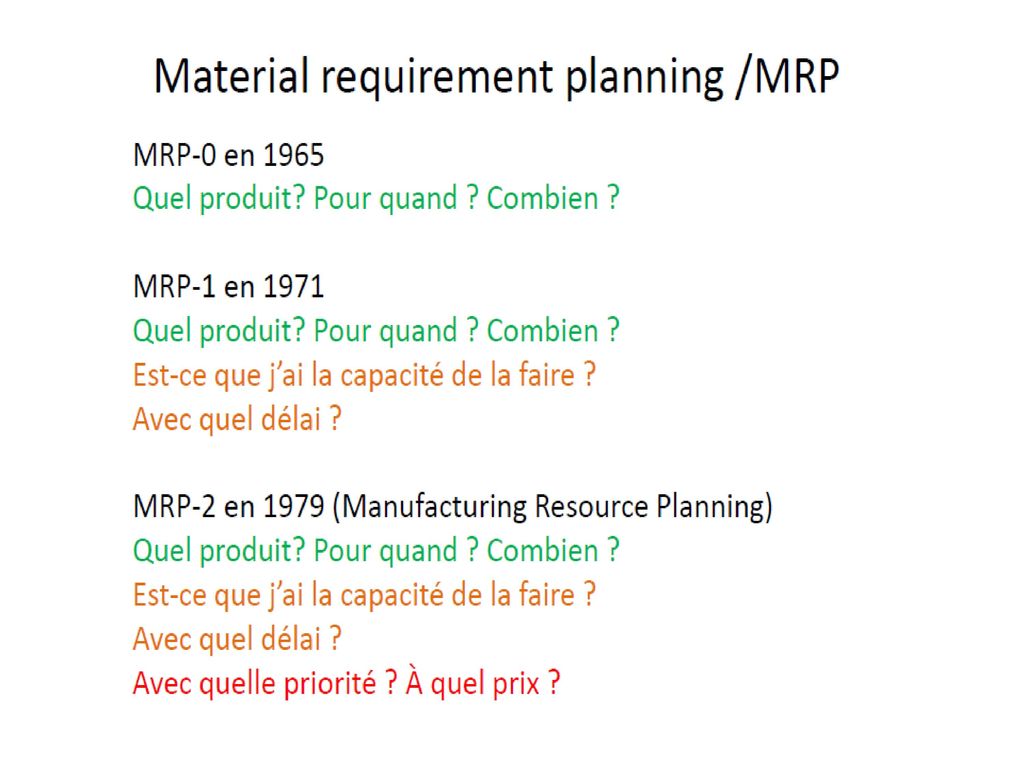
Material requirement planning (MRP)
Le MRP , est une méthode de gestion et de planification de production en flux pousse base sur les nomenclatures de produits et les prévisions des ventes. Le principe du MRP consiste a déterminer de manière automatisée, pour chaque produit fini, a partir du besoin brut, le besoin net (besoin brut - stock) en tenant comptes des ordres prévisionnels et des ordres lances ou fermes. BESOIN NET = BESOIN BRUT - STOCK
 en tenant comptes des ordres prévisionnels et des ordres lances ou fermes. BESOIN NET = BESOIN BRUT - STOCK.")
19
Déterminer les besoins en matières et composants
OBJECTIF MRP Déterminer les besoins en matières et composants De quoi a-t’on besoin? De combien en a-t’on besoin? Pour quand en a-t’on besoin ?

20
Les logiciels MRP utilisent des données de production en entrée :
achat matières premières achat composants inventaires calendrier de production. L’objectif étant de synchroniser période par période (semaine, jour, etc…) le flux de matériaux avec l’inventaire en cours dans le calendrier de production. Grace a une nomenclature standard, on peut remonter au nombre de composants nécessaires pour répondre a la prévision des ventes des produits finis. Ainsi, le MRP permet de déterminer quel composant est nécessaire, a quel moment et en quelle quantité.
 le flux de matériaux avec l’inventaire en cours dans le calendrier de production. Grace a une nomenclature standard, on peut remonter au nombre de composants nécessaires pour répondre a la prévision des ventes des produits finis. Ainsi, le MRP permet de déterminer quel composant est nécessaire, a quel moment et en quelle quantité.")
22
MRP – calcul des besoins nets MRPII – système de planification
à MRPII – système de planification

27
Pourquoi MRPII ? MRPII – Management des Ressources de Production
Manufacturing Resources Planning MRPII Méthode de planification efficace de toutes les ressources d’une entreprise industrielle. Management des Ressources Processus d’identification, de planification, de programmation, d’exécution, et de pilotage des ressources de l’entreprise pour produire un bien ou un service et satisfaire le client tout en maintenant les avantages concurrentiels de l’entreprise et finalement en atteignant ses objectifs. … Les ressources incluent: les matières, les consommables, les équipements de production et de maintenance, la main-d’oeuvre directe et indirecte, l’encadrement, les employés administratifs et de production, le système d’information, les connaissances et le capital.

28
Piloter le système de production
Pourquoi MRPII ? Piloter le système de production Matières premières Produits finis Clients To reach a high level of efficiency in manufacturing, it's necessary to plan Pour anticiper et assurer la disponibilité des ressources (humaines, techniques, matières) nécessaires à la mise à disposition des produits. Pour s’engager auprès des clients sur des dates de livraisons réalistes
 nécessaires à la mise à disposition des produits. Pour s’engager auprès des clients sur des dates de livraisons réalistes.")
29
S’engager sur des dates réalistes
Pourquoi MRPII ? Anticiper S’engager sur des dates réalistes

30
LE SYSTÈME DE PLANIFICATION MRPII
STRATEGIE : Plans à long terme (3 à 10 ans) : optimisation des investissements PLAN STRATEGIQUE TACTIQUE : plans à moyen terme (6 à 18 mois), mensuels et hebdomadaires) : optimisation des capacités CONSISTANCY & REACTIVITY PLANIFICATION DES ACTIVITES OPERATIONS : programmes quotidiens, pilotage et optimisation des équipements et du personnel EXECUTION
 : optimisation des investissements. PLAN. STRATEGIQUE. TACTIQUE : plans à moyen terme (6 à 18 mois), mensuels et hebdomadaires) : optimisation des capacités. CONSISTANCY & REACTIVITY. PLANIFICATION. DES ACTIVITES. OPERATIONS : programmes quotidiens, pilotage et optimisation des équipements et du personnel. EXECUTION.")
31
Le système de planification MRPII
Planification de la Production Planification Stratégique S11- Gestion satisfaction clients Planification Industrielle et Commerciale Planification Des Ressources Gestion de la demande S1 – Ventes et Planification Programme Directeur de Production Vérification Globale des ressources Realiste! S5 – Planification et gestion des capacités Planification des besoins en capacité Calcul des Besoins Nets Pilotage des flux de charge Exécution des Opérations S6 – Gestion des ordres et logistique OF OA GESTION DES PRIORITES GESTION DES CAPACITES

33
LE SYSTÈME DE PLANIFICATION MRPII
Horizons PDG ans Plan stratégique Stratégie Comité de direction Plan Industriel & Commercial mois Programme Directeur de Production/Distribution Dr Production/ Resp. Planification Tactique Calcul des Besoins Nets Planificateur semaines Opérations Pilotage d’exécution Chef d’équipe Jours/heures Opérateur Familles Composants Types Produits finis OF / OA

36
Le plan industriel et commercial
Fixer le niveau d’activité Horizon : 6 à 24 mois Maille de planification : par mois Familles de produits Responsabilité : Comité de Direction Volumes de charges globales

37
OBJECTIFS DU PROCESSUS PIC
Le processus PIC OBJECTIFS DU PROCESSUS PIC Objectifs : Structurer le dialogue Commercial / Approvisionnement / Logistique afin de synchroniser les flux en un plan unique. Fournir à la direction un outil de pilotage (méthode formalisée pour répondre aux évolutions de la demande, aussi bien positives que négatives) Permettre à la fois de stabiliser l’activité et de la rendre réactive Assurer la cohérence avec le Plan Stratégique pour l’année N, en mettant en évidence les écarts entre les plans actuels et les objectifs stratégiques
 Permettre à la fois de stabiliser l’activité et de la rendre réactive. Assurer la cohérence avec le Plan Stratégique pour l’année N, en mettant en évidence les écarts entre les plans actuels et les objectifs stratégiques.")
38
Le Plan Industriel & Commercial
PROBLEMATIQUE DU PIC PRODUCTEUR. SYNCHRONISATION FOURNITURE Usine de production et/ou d’assemblage PLAN DE PRODUCTION DEMANDE PREVISIONS DE VENTE Dépôts Magasins CLIENTS NIVEAU DE SERVICE

39
Le plan industriel et commercial
Volume Volume SUIVI DE LA DEMANDE (Chase strategy) LISSAGE DE CHARGE (Level strategy) Ventes Production Temps Temps J Minimise le stock Ajustement des ressources humaines en fonction de la demande (coûts de l’interim, risque en compétence) ; Nécessite une capacité dimensionnée au maximum de la demande. Stabilité des ressources humaines ; Optimise la capacité disponible. Risque d’obsolescence sur le stock construit en anticipation. L
 LISSAGE DE CHARGE. (Level strategy) Ventes. Production. Temps. Temps. J. Minimise le stock. Ajustement des ressources humaines en fonction de la demande (coûts de l’interim, risque en compétence) ; Nécessite une capacité dimensionnée au maximum de la demande. Stabilité des ressources humaines ; Optimise la capacité disponible. Risque d’obsolescence sur le stock construit en anticipation. L.")
40
Le processus PIC C’est un processus de prise de décision
pour équilibrer la demande et l’offre (en terme de volume) et pour intégrer les plans financier & opérationnel OFFRE (PRODUCTION & APPROVISIONNEMENTS) DEMANDE* * Demande sur laquelle l’entreprise s’est engagée
 et pour intégrer les plans financier & opérationnel. OFFRE. (PRODUCTION & APPROVISIONNEMENTS) DEMANDE* * Demande sur laquelle l’entreprise s’est engagée.")
41
Le processus PIC Objectifs
Phase d’élaboration Objectifs Prendre les décisions concernant les équilibrages de charge et de capacité pouvant être traités en amont Développer des scénarios alternatifs pour résoudre les problèmes mis en évidence, chaque scénario étant un ensemble cohérent de recommandations pour équilibrer l’offre avec la demande

42
Le processus PIC Réunion PIC R&D Ventes Ressources Humaines Marketing
Produits Développement Interface clients Ressources Humaines Marketing Horaires, affectations embauches Demande Besoins en capitaux Production Capacités Finances Stratégie Contraintes approvisionnements Sous-traitance Direction Générale Achats

43
Le processus PIC Objet : Réunion PIC
Parcourir les indicateurs opérationnels de la période écoulée, analyser les écarts, et donner la projection court terme S’assurer que les décisions prises sont appliquées Examiner les changements de contexte (évolutions de la demande et de l’offre) Examiner les évolutions de scénarios proposées Prendre les décisions sur les niveaux de production et de capacité, sur la base des recommandations ou alternatives issues des réunions pré-PIC
 Examiner les évolutions de scénarios proposées. Prendre les décisions sur les niveaux de production et de capacité, sur la base des recommandations ou alternatives issues des réunions pré-PIC.")
44
Le processus PIC Planification des ressources de production
Sur les ressources critiques, un calcul de charge est réalisé afin d’identifier en amont les éventuels points de blocage. Pour cela, le calcul s’appuie sur des macro-gammes, indiquant, au niveau de la famille, les charges globales par poste critique, ainsi que les décalages éventuels Les ressources critiques sont celles qui nécessitent du temps pour être mises en œuvre, ou sont coûteuses, ou difficiles à acquérir, et nécessitent l’accord de la Direction Générale Le calcul de charge est basé sur le plan de production L’outil permet de faire des simulations en temps réel, même au cours de la réunion si nécessaire, ceci afin de ne pas reporter la prise de décision

45
Le processus PIC EXEMPLE DE MATRICE DE CALCUL :
Famille : Portes de service Objectif de stock : 30 jours Mois J A S O N D F M VENTES Prévision Réalisé Ecart PRODUCTION STOCK Couverture

46
Le PIC et la planification des ressources
2 grandes alternatives permettent d’équilibrer la charge et la capacité : Modifier la capacité : Mettre en place des accords de temps flexible Embaucher du personnel ou intérimaires Ajouter une équipe Investir dans de nouveaux équipements Modifier la charge : Agir avec les stocks Engager des actions commerciales Faire appel à la sous-traitance

47
Conclusion Facteurs de succès Equilibrer l’offre et la demande
Harmoniser les unités (quantités et valeurs) Se focaliser sur les volumes, à moyen/long terme Appliquer un cycle mensuel Prendre les décisions qui doivent être prises Assurer le suivi des actions décidées
 Se focaliser sur les volumes, à moyen/long terme. Appliquer un cycle mensuel. Prendre les décisions qui doivent être prises. Assurer le suivi des actions décidées.")
48
Le Programme Directeur de Production
LE PLAN DIRECTEUR DE PRODUCTION Produire pour satisfaire la demande Horizon : 6 à 18 mois Maille de planification : par semaines Produits finis (vendus) ou semi-finis (voir point de découplage)
 ou semi-finis (voir point de découplage)")
49
Le Programme Directeur de Production
Objectifs détaillés Que faut-il produire pour satisfaire la demande? Stabiliser la production Etablir un programme réaliste S’engager sur des commandes clients

50
Le Programme Directeur de Production
Semaine 1 2 3 4 5 6 Prévisions 40 50 70 20 Commandes enregistrées 80 45 30 Besoins Stock prévisionnel Production programmée DAV / ATP

51
Le Programme Directeur de Production
Semaine 1 2 3 4 5 6 Prévisions 40 50 70 20 Commandes enregistrées 80 45 30 Besoins Stock prévisionnel 170 125 85 35 165 145 Production programmée 200 DAV / ATP Objectif n°1 Produire pour satisfaire la demande

52
Le Programme Directeur de Production
Réduire la nervosité du CBN Objectif n°2 Stabiliser la production

53
Le Programme Directeur de Production
Interventions sur le PDP & horizons de planification CHANGEMENTS EN URGENCE ZONE DE NEGOCIATION PLANIFICATION LIBRE FERME CAPACITE FERME MATIERES COMMANDEES PLANIFICATION ULTERIEURE Horizon mini. PDP = 1,5 à 2 x Temps de cycle cumulé. Objectif n°2 Stabiliser la production

54
Le Programme Directeur de production
Les changements qui affectent le CBN Changements dans le PDP Modifications techniques Écarts d’inventaires Rebuts et déchets différents des prévisions Changement de la taille de lot Problèmes d’approvisionnement fournisseur Problèmes en production Nervosité Objectif n°2 Stabiliser la production

55
Le Programme Directeur de Production
Sur les Ressources critiques, un calcul de charge est réalisé afin d’identifier en amont les éventuels points de blocage. Pour cela, le calcul s’appuie sur des macro-gammes de ressources critiques : Objectif n°3 Etablir un programme réaliste

56
Le Programme Directeur de production
EQUILIBRAGE CHARGE / CAPACITES Vérification des charges globales 2 grandes alternatives permettent d’équilibrer la charge et la capacité : Modifier la capacité : Augmenter ou diminuer le temps d’ouverture (dans le cadre de la flexibilité du temps de travail permis par les accords RTT, par exemple) Embaucher du personnel CDD Embaucher du personnel CDI Modifier la charge : Agir avec les stocks Re-planifier Utiliser des gammes alternatives Faire appel à la sous-traitance
 Embaucher du personnel CDD. Embaucher du personnel CDI. Modifier la charge : Agir avec les stocks. Re-planifier. Utiliser des gammes alternatives. Faire appel à la sous-traitance.")
57
Calcul des Besoins Nets (CBN)
Fournir pour réaliser le PDP Horizon : 0-12 mois Maille de planification : par semaines/jours Références de composants Besoins en fabrication Besoins en matières et composants achetés Capacités détaillées

58
Calcul des Besoins Nets (cbn)
Réalisme cycles sécurités (stocks et délais) rebuts Stabilité: fréquence paramètres ordres fermes
 rebuts. Stabilité: fréquence. paramètres. ordres fermes.")
59
Calcul des Besoins Nets (cbn)
GESTION DES STOCKS Justesses Les stocks doivent être justes à au moins 95% Mise en place d’un processus d’inventaire tournant L’inventaire tournant est basé sur Mesure permanente de la fiabilité des stocks Analyse des causes racines des écarts de stock Plan d’actions correctives et préventives

60
Calcul des Besoins Nets (MRP)
GESTION DES STOCKS Stock de sécurité Le but d’un stock de sécurité est de se protéger des risques encourus Règle n°1 : la sécurité doit être anticipée. Le stock de sécurité est créé avant l’évènement. NE JAMAIS créer un stock de sécurité pendant une période de crise! Règle n°2 : en appliquant des formules, utiliser les BONNES!

61
Calcul des Besoins Nets (MRP)
GESTION DES STOCKS Stock de sécurité / Délai de sécurité Le but d’un stock de sécurité est de se protéger de risques possibles Stock de sécurité : est toujours présent, même lorsqu’il n’y a pas de demande Délai de sécurité, équivalent à un délai d’anticipation. Considérer la sécurité en fonction des circonstances Article sujet à de fortes variations de la demande, ou sujet à obsolescence : envisager un délai de sécurité Sécurité pour couvrir des variations de la demande : envisager un stock de sécurité Sécurité pour couvrir des retard fournisseur : envisager un délai de sécurité Sécurité pour couvrir une non qualité fournisseur : envisager un stock de sécurité …..

62
PILOTAGE D’ATELIER Faire exécuter Horizon : quelques jours
Maille de planification : par jours (heures) OF/OA Affectation ponctuelle des ressources Respect des délais
 OF/OA. Affectation ponctuelle des ressources. Respect des délais.")
63
PILOTAGE D’ATELIER Lancement : - validation (confirmation) - lancement
- édition du dossier Distribution : - règles de priorité Suivi d’avancement : - statut des ordres Suivi d’efficacité : - suivi des temps passés - analyse des performances

64
Pilotage d’atelier Pilotage des flux de charge (entrées/sorties)
OF planifiés = Fonction lancement Niveau d'en-cours maximum MPS MRP atelier OF lancés Niveau d'en-cours = Fabrication terminée Produits finis

65
Pilotage d’atelier PILOTAGE DES FLUX DE CHARGE Entrée Entrée Sortie
Sortie réelle supérieure à sortie planifiée Entrée réelle supérieure à entrée planifiée Postes amont en avance Entrée Entrée Peut manquer de travail Ordres lancés en avance Capacité excédentaire Files d’attente et cycles augmentes Sortie Sortie

66
Pilotage d’atelier PILOTAGE DES FLUX DE CHARGE Entrée Entrée Sortie
Sortie réelle inférieure à sortie planifiée Entrée réelle inférieure à entrée planifiée Pas assez d’entrée? Postes amont en retard Entrée Entrée Files d’attentes Ordres lancés en retard et cycles augmentent Capacité insuffisante? Peut manquer de charge Sortie Sortie Ordres en retard

67
Pilotage d’atelier PILOTAGE DES FLUX DE CHARGE Entrée Entrée Sortie
Sortie réelle inférieure à entrée réelle Sortie réelle supérieure à entrée réelle Postes amont Postes amont en retard en avance Entrée Entrée Lancements en retard Lancements en avance Files d’attente et Peut manquer de travail cycles augmentent Capacité inutilisée, Manque de capacité Ordres en retard Sortie Sortie

68
Pilotage d’atelier Règles de priorité
FIFO (premier arrivé – premier servi) Opération la plus courte Date de fin la plus proche Date d’opération la plus proche Marge de l’ordre Marge de l’opération Et les autres………
 Opération la plus courte. Date de fin la plus proche. Date d’opération la plus proche. Marge de l’ordre. Marge de l’opération. Et les autres………")
69
Pilotage d’atelier Règles de priorité D’un cycle non maîtrisé…
réordonnancement urgences optimisations non respect des règles … … à un cycle maîtrisé: FIFO règles suivies

70
Piloter la supply chain c’est la diriger en en prenant les commandes
Conclusion Piloter la supply chain c’est la diriger en en prenant les commandes

71
Objectifs Acquérir une vision globale de la planification
Connaître les différents niveaux d’un système de planification, leurs rôles et leurs interactions Être capable de définir les principaux concepts abordés Être en mesure d’intégrer les concepts MRPII dans les projets d’amélioration auxquels ils participeront

Présentations similaires


















 KHAYYARI Youssef (QMSI) MAAROUF Abdelatif (QMSI) Présentation Département : Génie Mécanique Matière : Management.>")












