Télécharger la présentation
1
GPA750 – Ordonnancement des systèmes de production aéronautique
Professeur Pontien Mbaraga, Ph.D

2
Cours 2 Caractéristiques des environnements de production et des modèles Survol des modèles Caractéristiques et contraintes Objectifs et mesures de performances Mesure de performance régulière Caractéristiques des calendriers Relations entre les mesures de performances

3
2.1. Définitions et Modèles
Ressource, Machine; Commande (job); Opérations (tâches) Modèles Gestion de Projet Min temps de finition du projet A&D Atelier multigamme (job shop) Min temps de finition ou nombre de commandes en retard Atelier de fabrication ou de réparation (réfection) Atelier avec système de Manutention automatisée Atelier monogamme, Atelier de fabrication flexible, ligne d’assemblage Max le débit ou le flux de production (throughput) Automobile, microélectronique, etc Ordonnancement par lots (lots scheduling) Planification à moyen et long terme Demande et/ou production continue Temps de changement Min l’inventaire et les temps de changements Domaine d’applications: plastique, papier, chimique, vente au détail Système de réservation et planification d’horaire
; Opérations (tâches) Modèles. Gestion de Projet. Min temps de finition du projet. A&D. Atelier multigamme (job shop) Min temps de finition ou nombre de commandes en retard. Atelier de fabrication ou de réparation (réfection) Atelier avec système de Manutention automatisée. Atelier monogamme, Atelier de fabrication flexible, ligne d’assemblage. Max le débit ou le flux de production (throughput) Automobile, microélectronique, etc. Ordonnancement par lots (lots scheduling) Planification à moyen et long terme. Demande et/ou production continue. Temps de changement. Min l’inventaire et les temps de changements. Domaine d’applications: plastique, papier, chimique, vente au détail. Système de réservation et planification d’horaire.")
4
Notation générale pour un problème d’atelier
Données statiques: Nbre de commandes : n; Nbre de machines : m; Indices j & k dénotent les commandes j & k; Indices h & i dénotent les machines h & i; Pij :Temps de l’opération de la commande j sur la machine i; L’indice i est omis si machines identiques. rj : Date de mise en disponibilité (release date) de la commande j; dj: Date due (due date) de la commande j; wj: Poids ou priorité de la commande j; aj : allocation pour le traitement de la commande j; aj = dj – rj
 de la commande j; dj: Date due (due date) de la commande j; wj: Poids ou priorité de la commande j; aj : allocation pour le traitement de la commande j; aj = dj – rj.")
5
Notation générale pour un problème d’atelier
Données dynamiques Cij : Date de finition de la commande j sur la machine i; W j(x) : Temps d’attente (waiting time) précédant immédiatement la xième opération de la commande j Wj :Temps d’attente total xm W j(x) Cj :Date de finition de la commande j ; Cj = rj + mx (Wj(x) + Cj(x)) Fj : Temps de passage (flowtime) de la commande j Fj = Cj - rj Ih : Temps mort sur la machine h Ih = Cmax – i Pih
 : Temps d’attente (waiting time) précédant immédiatement la xième opération de la commande j. Wj :Temps d’attente total. xm W j(x) Cj :Date de finition de la commande j ; Cj = rj + mx (Wj(x) + Cj(x)) Fj : Temps de passage (flowtime) de la commande j. Fj = Cj - rj. Ih : Temps mort sur la machine h. Ih = Cmax – i Pih.")
6
Types de problèmes d’ateliers
Il y a 3 types selon la nature des contraintes de précédence entre opérations d ’une même job : Problème d’«open-shop» : les opérations d’une même commande sont indépendantes. (Pas d ’ordre!) Problème d ’atelier général (job-shop) : les opérations d’une commande sont liées par un ordre total, non nécessairement identique pour toutes les commandes (re-circulation). Problème d ’atelier séquentiel (flow-shop) : les opérations des commandes sont liées par un ordre total; Flow-shop Flexible (nombre d ’étapes en séries avec machines parallèles à chaque étape).
 Problème d ’atelier général (job-shop) : les opérations d’une commande sont liées par un ordre total, non nécessairement identique pour toutes les commandes (re-circulation). Problème d ’atelier séquentiel (flow-shop) : les opérations des commandes sont liées par un ordre total; Flow-shop Flexible (nombre d ’étapes en séries avec machines parallèles à chaque étape).")
7
Configuration des machines et routage des opérations
Modèle à une machine; Modèle avec machines parallèles ; Ateliers monogammes (flow shop) Contraintes de routage identiques pour toutes les commandes, c.à.d. visitent les machines ou centre d’usinage dans le même ordre. Ateliers multigammes Note: les machines dans les derniers modèles peuvent être des centres d’usinage avec plusieurs machines en parallèles.
 Contraintes de routage identiques pour toutes les commandes, c.à.d. visitent les machines ou centre d’usinage dans le même ordre. Ateliers multigammes. Note: les machines dans les derniers modèles peuvent être des centres d’usinage avec plusieurs machines en parallèles.")
8
2.2. Caractéristiques et contraintes
Contrainte de préséance Spécifie qu’une commande i doit être précédée par une commande j; Contrainte de routage Spécifie le routage de la commande dans le système; Contraintes de manutention Dépendent du degré d’automatisation Si poste de travail automatisé alors la manutention peut être automatisée. Affecte l’inventaire et le temps de début de l’opération subséquente. Temps de changements (setup) Dépend ou non de la séquence Sijk – temps de changement si j est suivi de k sur la machine i Cijk – Coût associé au temps de changement Préemption (pour les tâches morcelables) Interrompre le traitement d’une commande sur une machine afin de passer une commande prioritaire; Preemptive resume (continue à partir là où était rendu) Preemptive repeat (recommence)
 Dépend ou non de la séquence. Sijk – temps de changement si j est suivi de k sur la machine i. Cijk – Coût associé au temps de changement. Préemption (pour les tâches morcelables) Interrompre le traitement d’une commande sur une machine afin de passer une commande prioritaire; Preemptive resume (continue à partir là où était rendu) Preemptive repeat (recommence)")
9
2.2. Caractéristiques et contraintes
Contrainte d’espace et de temps d’attente Limite la quantité en attente devant une machine Peut entraîner le blocage de la machine en amont Production pour stockage vs. production sur commande Taux de demande relativement constante vs demande très variable Traitement des options Admissibilité des machines ou ressources Contraintes du personnel

10
Hypothèses usuelles : Cas déterministe
1. Chaque commande est une entité distincte qui consiste en un ensemble d’opérations Deux opérations d’une même commande ne peuvent être traitées simultanément 2. Pas de pré-emption 3. Chaque commande a m opérations Pas de re-circulation 4. Pas d’annulation des commandes 5. Les temps d’opérations sont indépendants de l’ordonnancement 6. Encours permis 7. Il existe seulement un type de chaque machine Pas de choix possible 8. Les machines peuvent être inactives 9. Une machine ne peut faire deux opérations en même temps 10. Les machines ne brisent pas 11. Les routages sont connus et fixés d’avance 12. Toutes les données sont déterministes – pas d’aléas

11
2.3 Objectifs et mesures de performances
Débit (Throughput) et Temps de finition Le débit est équivalent au flux de production Déterminer par la machine goulot Donc, Max débit du système = Max débit machines goulots S’assurer que les machines goulots n’ont pas de temps mort Temps de Finition (makespan) Cmax = max(C1,…,Cn) Est souvent utilisé quand le nombre de commandes est fini e.g. dans le cas des machines parallèles avec des temps de changements qui dépendent de la séquence Min Cmax est équivalent à maximiser le débit quand: N est fini; Le flux des commandes est constant dans le temps Temps de finition moyen Flow time Fj – temps de passage de la commande dans le système Fj = Cj – rj Fmax = max (F1,…, Fn) Flowtime moyen
 et Temps de finition. Le débit est équivalent au flux de production. Déterminer par la machine goulot. Donc, Max débit du système = Max débit machines goulots. S’assurer que les machines goulots n’ont pas de temps mort. Temps de Finition (makespan) Cmax = max(C1,…,Cn) Est souvent utilisé quand le nombre de commandes est fini. e.g. dans le cas des machines parallèles avec des temps de changements qui dépendent de la séquence. Min Cmax est équivalent à maximiser le débit quand: N est fini; Le flux des commandes est constant dans le temps. Temps de finition moyen. Flow time Fj – temps de passage de la commande dans le système. Fj = Cj – rj. Fmax = max (F1,…, Fn) Flowtime moyen.")
12
2.3. Objectifs et mesures de performances
Min Fmax revient à dire que le coût de l’ordonnancement est proportionnel à la plus longue commande; Min Cmax – coût proportionnel au temps alloué à l’ensemble des n commandes; Note si rj = 0 pour tout j alors: Cmax = Fmax Min Fmoy = Min Cmoy Minimiser le temps moyen d’une commande

13
2.3. Objectifs et mesures de performances
Objectifs reliés à la date due Retard maximal Lmax Retard associé à la commande j: Lj = Cj – dj Retard maximal: Lmax = max (L1,…, Ln) On veut minimiser Lmax Quand et pourquoi utilise-t-on ce critère? Minimiser le nbre de tâches en retard Donne souvent des calendriers où certaines commandes sont très en retard Minimiser la somme des retards positifs (tardy) Retard peut être + (retard : tardiness) ou – (avance : earliness) Retard positif de la commande j: Tj = max(Cj – dj, 0) La fonction à minimiser est: Où wj est le poids de la commande j Note: la partie négative du retard est l’avance (earliness) associée à une commande: Ej = max(-Lj,0)
 On veut minimiser Lmax. Quand et pourquoi utilise-t-on ce critère Minimiser le nbre de tâches en retard. Donne souvent des calendriers où certaines commandes sont très en retard. Minimiser la somme des retards positifs (tardy) Retard peut être + (retard : tardiness) ou – (avance : earliness) Retard positif de la commande j: Tj = max(Cj – dj, 0) La fonction à minimiser est: Où wj est le poids de la commande j. Note: la partie négative du retard est l’avance (earliness) associée à une commande: Ej = max(-Lj,0)")
14
2.3. Objectifs et mesures de performances
Coûts de changement (setup) N’est pas proportionnel au temps de setup Exemple – production continue où la machine fonctionne pendant le temps de changement Coût de l’encours (WIP) On veut minimiser le WIP car ce dernier immobilise le capital, cause des goulots, augmente les coûts de manutention et d’accidents ou de pertes Min débit revient à minimiser l’encours: Min Cj Si on veut minimiser la valeur total de l’encours: Min wjCj Coût de l’inventaire final (hj) Production sur commande: Min ‘earliness’ Production pour l’inventaire: Lots économique de production Coût associé au personnel Quart de travail, temps supplémentaire Peut-on évaluer le coût d’un ordonnancement?
 N’est pas proportionnel au temps de setup. Exemple – production continue où la machine fonctionne pendant le temps de changement. Coût de l’encours (WIP) On veut minimiser le WIP car ce dernier immobilise le capital, cause des goulots, augmente les coûts de manutention et d’accidents ou de pertes. Min débit revient à minimiser l’encours: Min Cj. Si on veut minimiser la valeur total de l’encours: Min wjCj. Coût de l’inventaire final (hj) Production sur commande: Min ‘earliness’ Production pour l’inventaire: Lots économique de production. Coût associé au personnel. Quart de travail, temps supplémentaire. Peut-on évaluer le coût d’un ordonnancement")
15
2.4. Mesure de performance régulière
Une mesure de performance R est dite régulière si elle est non décroissante en fonction des temps de finition (C1,…,Cn). Supposons que C1< C’1, C1<C’2,… ,Cn < =C’n Alors R(C1, C2, …Cn) <= R(C’1, C’2,… C’n) Exemples de mesures de performance régulière: Cmoy, Cmax, Fmoy, Fmax, Lmoy, Lmax, Tmoy, Tmax C1,…Cn R
. Supposons que. C1< C’1, C1<C’2,… ,Cn < =C’n. Alors R(C1, C2, …Cn) <= R(C’1, C’2,… C’n) Exemples de mesures de performance régulière: Cmoy, Cmax, Fmoy, Fmax, Lmoy, Lmax, Tmoy, Tmax. C1,…Cn. R.")
16
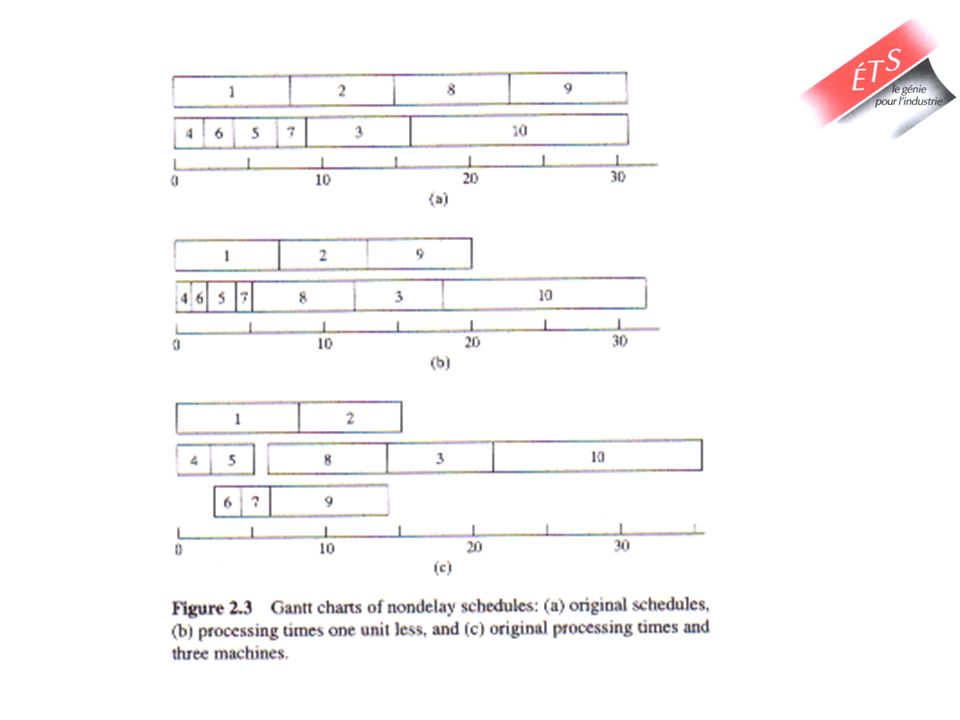
2.5. Caractéristiques des Calendriers
Calendrier sans-délais Une machine n’est jamais inactive s’il y a des commandes à traiter. Exemple :

18
2.5. Caractéristiques des Calendriers
Calendrier actif Impossible de générer un autre calendrier en changeant la séquence sur les machines de sorte qu’une opération commence plus tôt et aucune opération commence plus tard Calendrier semi-actif Un calendrier où toutes les commandes débutent à leurs temps le plus tôt sur les machines étant donné la séquence actuelle Exemple de Calendrier Actif mais qui n’est pas sans-délais: Exemple de Calendrier Semi Actif qui n’est pas Actif:

19
2.5. Caractéristiques des Calendriers
Théorème: Afin de minimiser une mesure de performance régulière on doit seulement considérer des calendriers semi-actifs Classes de Calendrier pour les Ateliers Multigammes

20
2.6. Relations entre les mesures de performances
Les mesures suivantes sont équivalentes Cmoy ; Fmoy ; et Lmoy Un ordonnancement optimal par rapport à Lmax l’est aussi par rapport à Tmax Attention : Le contraire n’est pas vrai!

21
Exemple avec 4 jobs et 4 machines
Données de Base: Une solution possible Comment déterminer si la solution est réalisable?

22
2.7. Observations Comment déterminer si un ordonnancement est réalisable? Diagramme de Gantt Méthode réseau Combien de solutions possibles pour un problème de n commandes et m machines? (n!)m (4!)4 = 331,776. Temps de résolution Supposons qu’on peut vérifier 1000 solutions par secondes: Temps de résolution: 5.5 minutes Supposons qu’on ajoute une nouvelle commande Nbre de solutions: (5!)4 = 2.1 x 108 Temps de résolution: plus de 57 heures!... Quel est le temps minimal de finition - Min Cmax? Ordonnacement actuel: 11:51 La machine S est inutilisé de 11:05 à 11:11
m. (4!)4 = 331,776. Temps de résolution. Supposons qu’on peut vérifier 1000 solutions par secondes: Temps de résolution: 5.5 minutes. Supposons qu’on ajoute une nouvelle commande. Nbre de solutions: (5!)4 = 2.1 x 108. Temps de résolution: plus de 57 heures!... Quel est le temps minimal de finition - Min Cmax Ordonnacement actuel: 11:51. La machine S est inutilisé de 11:05 à 11:11.")
23
2ième solution Interchanger B et D dans la séquence sur la machine FT

24
3ième Solution: C avant D et A
Solution à la 2ième itération Insérer un délais sur FT Est-ce que ce calendrier est optimal?

25
Exemple du logiciel LENKIN