Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Bowater Donnacona Inc. Contrôle de dépôts Fennocel 5137
Mark Woiceshyn Francois Gravel Martin Dallaire 12 Août 2005

2
Agenda FENNNOCEL Technology References Résultats actuels
Recommandations

3
Lint Results – TMP, Recycled and SBK Blend
Trial Started Dec. 11th, 2003 Process 5012

4
KAPTRA Lint Results – 100% TMP since July, 2004

5
Lint Results – 100% TMP since July, 2004

6
Kaptra Lint Test Results Reference SCA Ground wood Newsprint Mill
Fennocel Trial : Mar. 28th Slide 5

7
Wood Resin and Pitch Composition
CONFIDENTIAL Wood Resin and Pitch Composition Note that there are internal mill variation, seasonal variations, species variation, and aging effects, as well as numerous and significant interaction with cellulose, dissolved solids and self-agglomeration with each other…

8
Wood resin components Free fatty acids Resin acids Sterols
Stearyl esters Triglycerides There are numerous and significantly different organic active chemistries produced during the pulping of fibres.

9
Wood resin and pulps Sundberg et al. 2000
A small fraction of wood resins results in over 25% in tensile index loss. With Fennocel mechanism, we propose that application interferes with the deposition of wood resins onto fibre surfaces by interacting with wood resins at the points where they are destabilized from suspension. Sundberg et al. 2000

10
Wood resin and polysaccharides: new FENNOCEL technology
Fennocel, like polysaccharides, adsorb the wood resins onto their active surface sites of the non cellulosic structurally irregular components ‘blocking’ them from depositing onto the highly liners cellulosic polysaccharide. Sundberg et al. 2000

11
Lignosulfonates Resin acid Fatty acids Mill extractives Tay 2001
Free fatty acid concentrations are predominant in the machine white water loop (up to 8000ppm) and have, of all the wood resins, a significant effect on the surface energy of the pulp. Low surface energy pulps ‘wet out’ or adhere more detrimentally to low surface energy paper machine wires, felts and uhle box blades. When pulling low surface energy weak wet pulps off of wires and felts, significant surface damage occurs. High or tight draws are a good measure, as well as deposits and holes. of a weak wet web and of the potential to lint. Tay 2001
 and have, of all the wood resins, a significant effect on the surface energy of the pulp. Low surface energy pulps ‘wet out’ or adhere more detrimentally to low surface energy paper machine wires, felts and uhle box blades. When pulling low surface energy weak wet pulps off of wires and felts, significant surface damage occurs. High or tight draws are a good measure, as well as deposits and holes. of a weak wet web and of the potential to lint. Tay")
12
Wet Web Roll Release CENTRE ROLL Top Side Low Surface Energy easier release lower draw higher speed better sheet strength reduced surface damage High Surface Energy The higher the surface energy of the wet web contacting roles and felts, the easier the sheet releases and the lower the draw. Resulting in reduced damage to the sheet surface and reduced deposits, runability and printing issues

13
Kruger Wayagamac Hole Results
Réduction de 57% moy. du # de grands trous

14
Wayagamac: Réduction des pertes de temps
93% de réduction des pertes de temps causées par les matières collantes

15
Effects of wood resins on fibre brightness

16
Effect of Recirculating White Water on Brightness
Bessonoff et al. 2000

17
Catechol:metal complexes
CONFIDENTIAL Catechol:metal complexes The interact of wood resins with dissolved solids reverses bleaching effects creating conditions for brightness reversion. If we use Fennocel mechanism and remove predominantly wood resins, this reversion effects is deminished. One of the initial observations of a Fennocel trial if we have the correct addition point is the reduction in bleaching requiremnets. Konn 1998

18
VI- Effects of wood resin on friction
Brightness of hand sheets VI- Effects of wood resin on friction Konn 1998

19
SCA Ground wood Hydrosulphite Usage
Lbs/ton If Fennocel mechanism is used properly, bleach dosage decreases and addition becomes very stable in the pulp mill.

20
100% TMP COATED NEWSPRINT In this case, peroxide addition lowers and becomes very stable in the pulp mill.

21
References Kruger Wayagamack (2 ans).
Remplacement du raisabond 15 (Ciba) et eliminlint (Nalco) Buts: Réduction des lavages par batch Réduction du poussièrage Réduction des trous Gain d’efficacité Résultats: Réduction de 93% des perte de temps causé par les matières collantes. Réduction des trous de 57% Réduction du poussièrage de plus de 50%
 et eliminlint (Nalco) Buts: Réduction des lavages par batch. Réduction du poussièrage. Réduction des trous. Gain d’efficacité. Résultats: Réduction de 93% des perte de temps causé par les matières collantes. Réduction des trous de 57% Réduction du poussièrage de plus de 50%")
22
References ACI Clermont (1 ½ ans) Remplacement du eliminlint (Nalco)
Buts: Réduction du poussièrage Réduction du ratio d’épinette noire dans la recette Résultats: Utilisation de jusqu’à 35% de sapin dans le fourni

23
Observations

24
Essai Actuel – Fennocel 5137
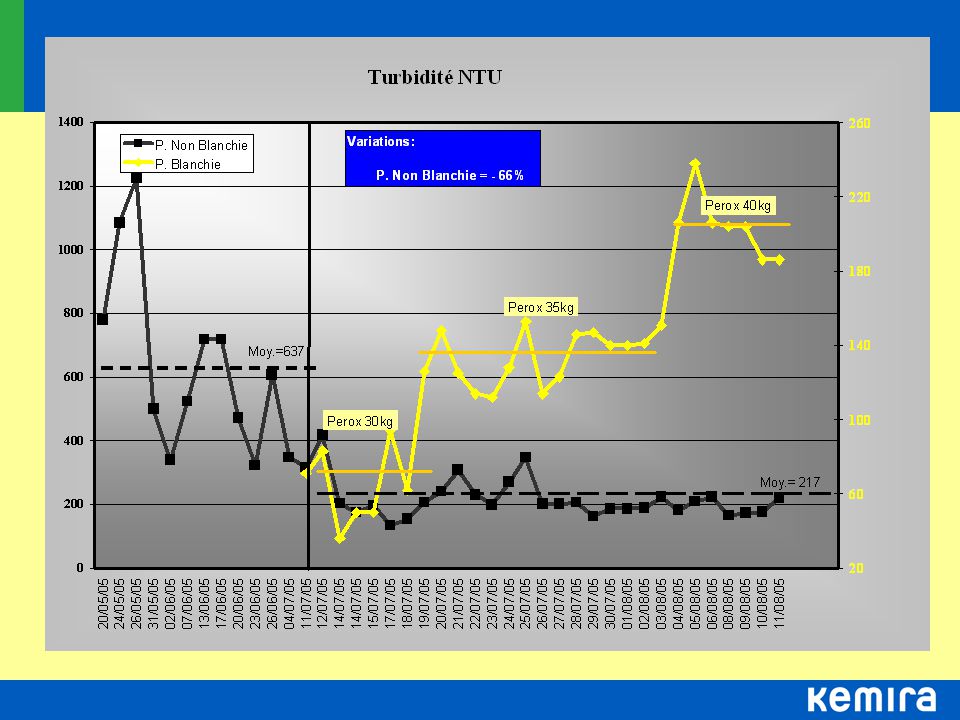
Départ essai 11 juillet et effectif le 13 juillet à la machine. (dosage initial de 0.5 – 1.0 kg/t) Observations: Baisse drastique généralisée et stabilisation de la turbidité et des solides dissous organiques. Baisse du dosage des agents de blanchiment pour une blancheur de pâte brune similaire. Le dosage est augmenté graduellement jusqu’à 2.0 kg/t par la suite. Entre le 19 et le 21 juillet une baisse marquée de la blancheur des copeaux entraîne une hausse du dosage de peroxyde. (Cette baisse perdure toujours jusqu’à maintenant.) On observe une hausse des turbidité et solides dissous de la pâte blanchie et au SPTM.
 Observations: Baisse drastique généralisée et stabilisation de la turbidité et des solides dissous organiques. Baisse du dosage des agents de blanchiment pour une blancheur de pâte brune similaire. Le dosage est augmenté graduellement jusqu’à 2.0 kg/t par la suite. Entre le 19 et le 21 juillet une baisse marquée de la blancheur des copeaux entraîne une hausse du dosage de peroxyde. (Cette baisse perdure toujours jusqu’à maintenant.) On observe une hausse des turbidité et solides dissous de la pâte blanchie et au SPTM.")
25
Essai Actuel – Fennocel 5137
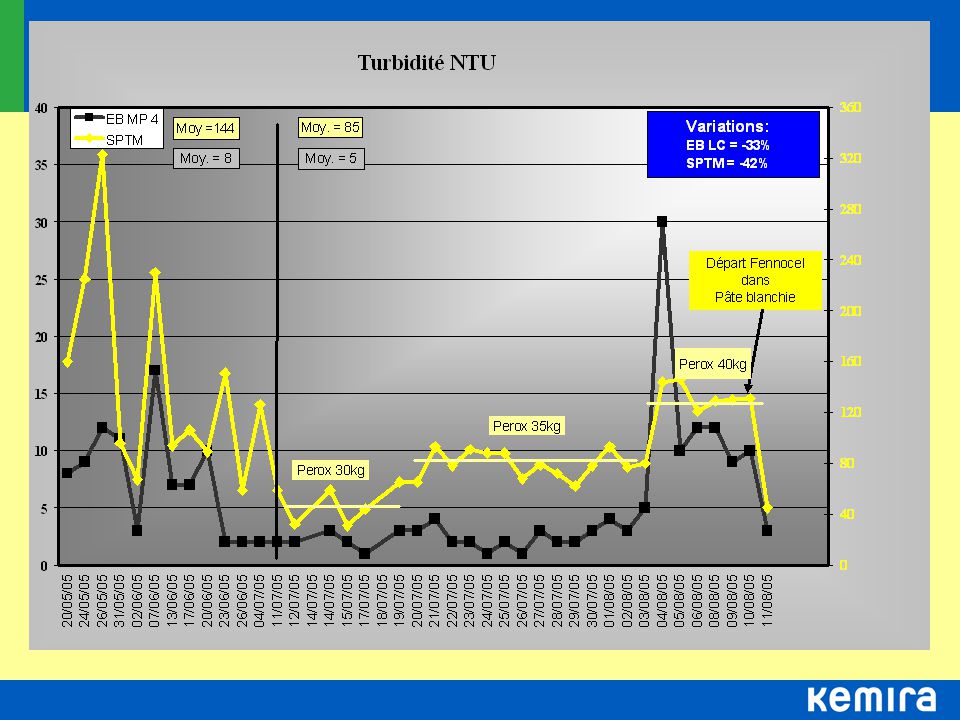
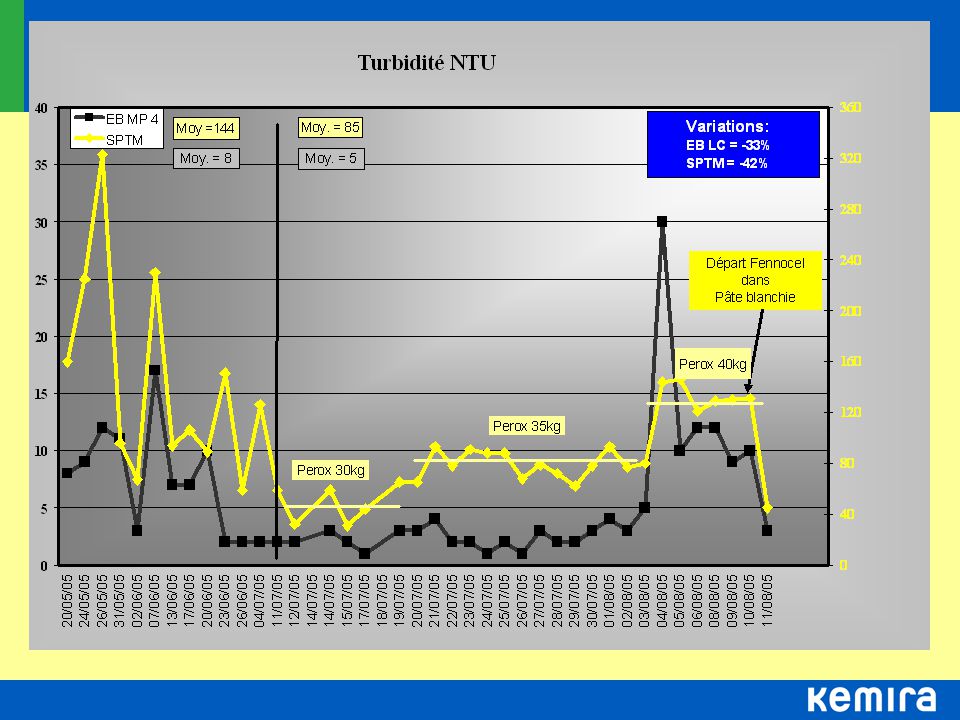
Départ addition au post-raffineur AP1 / AP2 le 22 juillet. (0.5 kg/t) / arrêt Raisabond 15. Observations: Pas de diminution du TEA suite à l’arrêt du Raisabond 15. Impact négligeable sur le poussièrage (20.1 -> 20.3) Départ addition à la sortie du réservoir de pâte blanchie vers le cuvier de mélange des pâtes PTM le 10 août (0.9 kg/t) et réduction du dosage au cuvier de latence (0.8 kg/t). Diminution de la turbidité et des solides dissous organiques à la sortie du réservoir SPTM et de l’eau blanche MP4.
 / arrêt Raisabond 15. Observations: Pas de diminution du TEA suite à l’arrêt du Raisabond 15. Impact négligeable sur le poussièrage (20.1 -> 20.3) Départ addition à la sortie du réservoir de pâte blanchie vers le cuvier de mélange des pâtes PTM le 10 août (0.9 kg/t) et réduction du dosage au cuvier de latence (0.8 kg/t). Diminution de la turbidité et des solides dissous organiques à la sortie du réservoir SPTM et de l’eau blanche MP4.")
28
Slide ODS

29
Arrêt Hydrosulfite aux raffineurs
Slide NTU

30
Kemira Slide NTU Vie Nipco 1 = 12 jours Vie Nipco 1 = 34 jours

31
Slide NTU Ciba Ciba Kemira

32
Début Raisabond 10 janvier
Fennocel 5137

33
Changement Nipco vs Qualité des Copeaux
Slide NTU

35
Observations

36
Recommandations Ajustement des dosages de Fennocel 5137 à la sortie du blanchiment afin de stabiliser les solides dissous organiques et la turbidité à la sortie du réservoir SPTM. Réduction du dosage de Fennocel 5137 au cuvier de latence (non-blanchie) tout en maintenant les gains de force et réduction de coûts au blanchiment. Maintient temporaire du dosage de Fennocel 5137 à la sortie AP1 et AP2 pour le contrôle du poussièrage et maintient du TEA.
 tout en maintenant les gains de force et réduction de coûts au blanchiment. Maintient temporaire du dosage de Fennocel 5137 à la sortie AP1 et AP2 pour le contrôle du poussièrage et maintient du TEA.")
37
Merci !

Présentations similaires












.>")






