Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
EXTRUSION DE FILMS ET FEUILLES
Philippe LEGER OCTOBRE 2012 VERSION 2

2
INSA LYON GMPP4 APPRENTISSAGE

4
Ensemble d’extrusion Ligne d’extrusion de feuilles WELEX ( USA)
")
5
Terminologie conventionnelle
FILM : épaisseur< 200 microns Procédé cast film FEUILLE: épaisseur >200 microns <700 microns PLAQUE: épaisseur > 700 microns Procédé lissage

6
La vis d’étranglement permet d’augmenter la pression en amont de la barre d’étranglement et de lui donner ainsi plus de polyvalence La partie supérieure de la tête est flexible pour ajuster l’épaisseur de sortie. La vis de réglage jour sur l’élasticité de la lèvre pour ouvrir ou fermer, il y a une vis tous les 2,5cm (1pouce)
")
7
Filière « cast film »

8
Vis de réglage de la lèvre flexible
Lèvre flexible réglable Cartouches de chauffage Lèvre fixe La tradition est de mettre des cartouches chauffantes. Avantage d’être très près de la matière et de concentrer la chaleur vers la matière (et pas dans l’atelier)// Inconvénient : produit un chauffage non homogène A chaque fois qu’il y a une zone d’étranglement, il est bien de mettre une zone de relaxation après Canal de répartition porte manteau
// Inconvénient : produit un chauffage non homogène. A chaque fois qu’il y a une zone d’étranglement, il est bien de mettre une zone de relaxation après. Canal de répartition porte manteau.")
9
Outillage d’extrusion ouvert .
Canal de répartition/canal éventail/canal porte manteau/ canal queue de poisson On définie un outillage en fonction d’un comportement matériaux, pour une température donnée et pour un débit donné.

10
Répartition des flux Il faut que tous les éléments de matière soient à la même vitesse. On cherche à avoir des flux de matières parallèles.

11
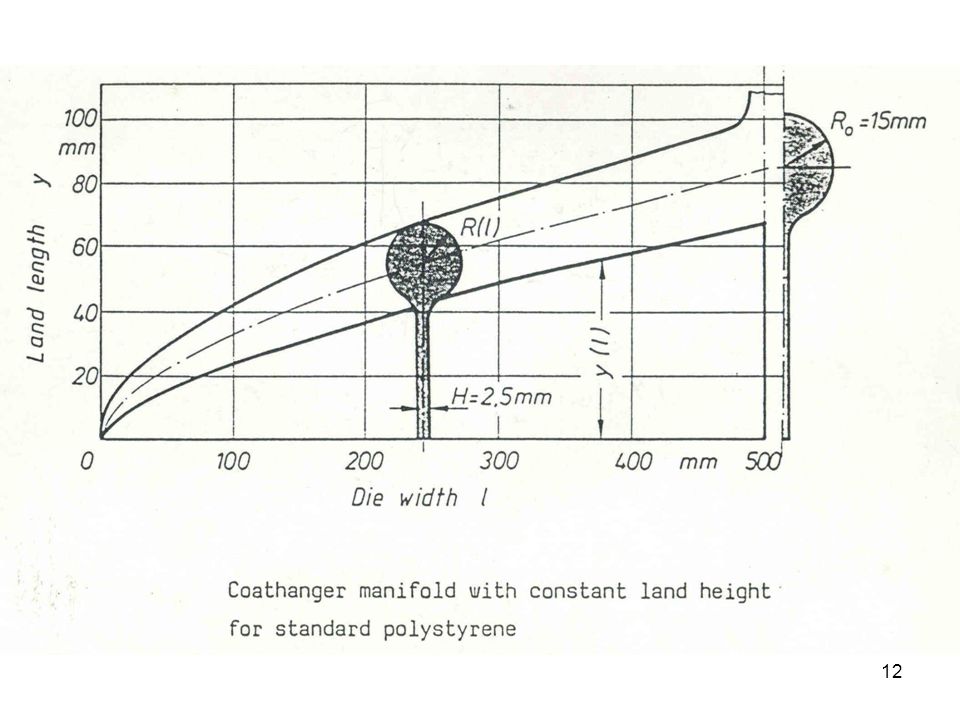
Rôle du canal de répartition
Channel Restricter

13
Évaluation du profil de pression (estimation numérique)
")
14
Équivalence des pertes de charge simulation de l’écoulemnt
La perte de charge est progressive, mais les variations sont parallèles, ce qui est bien.

15
Idem, le profil de température est parallèle au bord de la filière, ca évite les point chauds et donc les retraits différentiels Dans une filière plate, il faut être sur de son système de chauffage et savoir comment le régler

16
FILMS réglage de lèvre flexible par boulons chauffants

17
Réglage d’entre fer par boulons chauffants
Le réglage de la lèvre est souvent automatisé à l’aide d’un système sans contact (rayonnement) qui va mesurer l’épaisseur du matériaux en plusieurs point. Si l’épaisseur devient trop importante, on chauffe le boulon qui va se dilater et donc appuyer sur la ligne
 qui va mesurer l’épaisseur du matériaux en plusieurs point. Si l’épaisseur devient trop importante, on chauffe le boulon qui va se dilater et donc appuyer sur la ligne.")
18
Filière de couchage avec réducteurs de bords intégrés

19
Réglage de largeur extrudée couchage
Ici on a une tête typique de couchage (sur papier par exemple)
")
20
Formation du film dans le procédé « cast film »
Système pour faire des films inférieur à 200micron D est un souffleur pour coller le film sur le tambour et b est un aspirateur pour la même raison. On remarque que le film n’est bien refroidit que d’un côté d’où la nécessité de faire un film fin Le tambour métallique refroidis est appelé chill-roll

21
CHILL ROLL Un tambour de coulée peut faire 3m de diam

22
Chill roll /lame d’air Chill-roll=tambour de coulée

23
L’ouverture des lèvres du souffleur est réglable, d’ailleurs ce réglage joue aussi sur l’épaisseur du film

24
AIR KNIFE De chaque côté il y a deux petites soufflettes pour plaquer les bords, simple, mais nécessaire boîte de répartition d’air et réglage de l’air de placage en sortie de lèvres

25
VACUUM BOX

26
Synoptique d’une ligne « cast »

27
On compare l’enregistrement du profil à un profil standard puis on adapte pour retomber sur la même chose (chauffage des boulons, flux d’air, vitesse de rotation du chill-roll)
")
28
Il faut que la tension soit constante
Il vaut mieux avoir un très bon enrouleur et une filière un peu moins bonne que l’inverse

29
Ligne cast film Cast film = plaquage sur un cylindre froid

30
LIGNE CAST FILM MULTI COUCHES

31
CAST MULTI COUCHES

32
Feuilles et plaques La feuille passe entre 2 cylindres , elle est donc refroidie de la même manière sur chaque face Convient pour des épaisseurs supérieurs

33
Barre de restriction et barrettes de restriction de largeur
La tête est moins réglable, mais on peut changer le bloc Les barrettes de restrictions permettent d’adapter une tête à une plus grande gamme d’épaisseur, mais c’est un système qui ne garanti pas une grande qualité, il vaut mieux avoir une tête adaptée

34
Co-extrusion Barre d’étranglement

35
PLAXAGE Permet de complexer un film alu, imprimé, etc avec le film que l’on est en train d’extruder.

36
Le canal porte manteau répartit la matière fondue de telle manière qu’elle sorte à la même vitesse en tout point des lèvres de sortie en conservant des flux parallèles. Sur chaque ligne de flux , les pertes de charge doivent être égales. Il est calculé en fonction d’une rhéologie de matière , d’une température de travail et d’un débit de travail. Tout changement de l’un de ces paramètres provoque le changement de la répartition de la matière dans l’outillage.

37
Bloc de répartition et filière

38
FEUILLE multi couches

39
La barre d’étranglement permet de parfaire la répartition de matière fondue à l’entrée de l’outillage, de diminuer la pression en lèvres de sortie ( réglage de lèvre plus simple) et de conserver des flux parallèles en sortie filière, ce qui les rend plus homogènes en température , temps de séjour et niveau de contraintes accumulées. Le réglage de la filière se fait en premier avec la barre de restriction, puis se termine avec le réglage de la lèvre flexible. Un chauffage individuel des lèvres permet un démarrage de production plus facile et un lissage plus intense de la nappe de matière fondue. Ce chauffage est indispensable pour les matières à zone de fusion courte et franche( PET , PA66).
.")
40
Block de répartition à insert amovible

41
Block de répartition

43
Multi couches Lors de la mise en contact des couches de matières fondues en outillage,on doit respecter le cahier des charges suivant: Les vitesses moyennes doivent être dans un rapport deux maximum Le profil de vitesse global du multicouche doit être le même que si l’on n’avait qu’une seule matière. Les viscosités à l’état fondu doivent être dans un rapport deux au maximum. Les températures des couches doivent être proches( 20°C maxi d’écart) Les matières doivent avoir un retrait de refroidissement proche. Il faut travailler avec des vitesses lentes ( mm/s) >> régime laminaire
 Les matières doivent avoir un retrait de refroidissement proche. Il faut travailler avec des vitesses lentes ( mm/s) >> régime laminaire.")
45
Entre le haut et le bas, on a adapté le profil de vitesse pour qu’il soit continu, par contre on a changé la position de l’interface et donc l’épaisseur…

46
Encapsulation des bords

47
ENTREE EN CALANDRE /!\ la calandre sert normalement à mettre en forme, ici il servent juste à la finition

48
l’entrefer de la filière est 10% plus grand que l’entre cylindre

49
Les lèvres de filière doivent être proche du premier entre fer de lissage( 10 à 20 cm)
L’entre fer de filière doit être égal à 1,1 fois à 1,2 fois, au plus , le premier entre fer de cylindre. La barre d’étranglement de filière doit être réglée en premier, les vis de réglage de la lèvre flexible de filière ne servant qu’à finir ce réglage. Le bourrelet doit être régulier et de petite taille dans la lisseuse.

50
Cylindres de lissage

51
3 cylindres indépendants
Les 3 cylindres sont pilotés indépendamment en vitesse Il faut que le bati ne se déforme pas sous les contraintes

52
L’indépendance des vitesses de rotation des cylindres de lissage permet de compenser les effets de retrait de la feuille le long de son trajet ( cas des semis cristallins comme le PP). Elle permet aussi de donner un peu de tension à la feuille si l’on veut la faire mieux adhérer sur le deuxième rouleau. La température doit être la même entre un bord et l’autre de chaque rouleau( précision à +/- 1°C souhaitée).La conception du circuit de refroidissement et le débit de refroidissement doivent être optimisés.
.La conception du circuit de refroidissement et le débit de refroidissement doivent être optimisés.")
53
Dimension des rouleaux
Diamètre en mm Largeur en mm 300 800 400 800 à 1800 490 1800 à 2400 600 2400 à 3000 700 3000 à 3500

55
Utilisé pour faire des dimensionnement
Utilisé pour faire des dimensionnement. Il y a un effort opposé par la matière lors du calandrage.

56
Force d’écartement des rouleaux de lissage: 50 à 70 kgf/ cm de largeur
MFI des PP copo ou homo utilisés = 1,5 à 4,5 En serrant une feuille d’un mètre de large, 70kg*100cm=7T à contrer dans le bâti de la machine

57
Disposition des trois cylindres
V mini du fluide=0,5 m/s Le coef d’échange est max. quand Vitesse_fluide=50cm/s Les cannaux permettent, à débit constant, d’accélérer le fluide Il ne faut pas que d’un côté à l’autre la température du fluide ait un delta supérieur à 2°C Disposition des trois cylindres

58
Ligne de feuilles

61
Stabilisation thermique

62
Refroidissement-stabilisation

63
enroulement

64
Enlèvement de l’électricité statique par brosse carbone

65
Broyage des bordures On coupe la partie sur les bords car la matière ondule un peu

66
Feuille multi couches

67
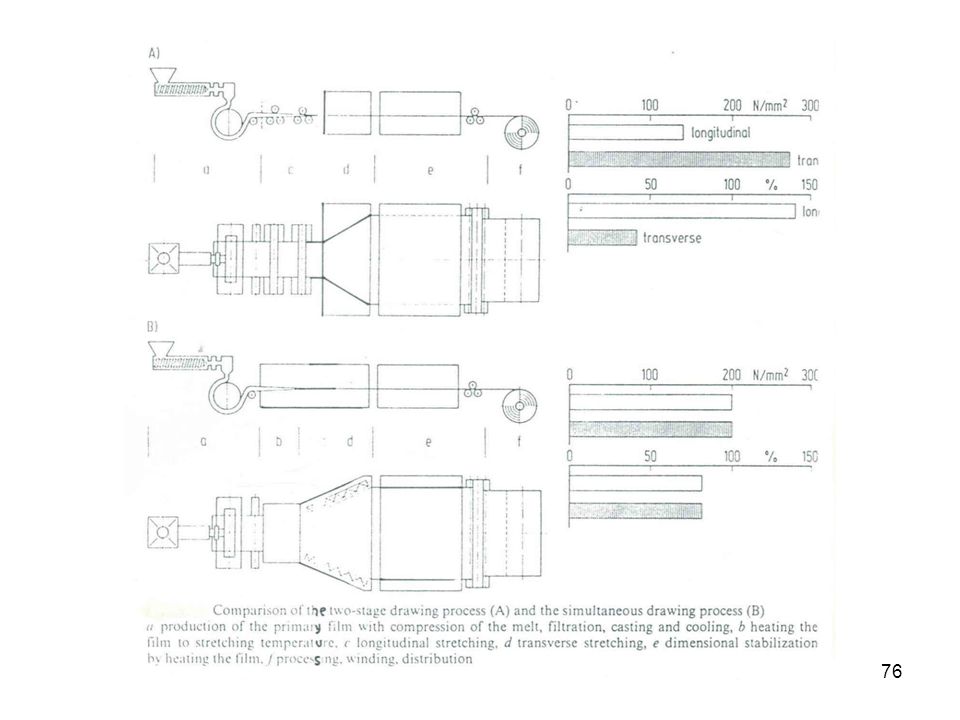
Bi orientation séquencée et simultanée
Accroissement des propriétés mécaniques et physiques des films

68
Intérêt du procédé Le procédé de bi orientation de films consiste à étirer à basse température( température éloignée de la température de fusion pour les matériaux semis cristallins) le film fabriqué afin de conférer à son réseau de constitution une haute résistance à la traction apportée par l’orientation des chaînes macromoléculaires le constituant. Le plus haut module d’élasticité à la traction associé au plus bas allongement à la rupture en traction sera obtenu avec la plus grande orientation par étirage; l’équilibrage des propriétés de résistance à la traction d’un film sera atteint avec l’équivalence des effets d’orientation dans le sens long( sens extrusion ) et le sens travers( perpendiculaire au sens d’extrusion). Plus un étirage sera apporté à un film à une température élevée , moins l’effet d’orientation sera atteint et moins les propriétés de renforcement seront apportées.
 le film fabriqué afin de conférer à son réseau de constitution une haute résistance à la traction apportée par l’orientation des chaînes macromoléculaires le constituant. Le plus haut module d’élasticité à la traction associé au plus bas allongement à la rupture en traction sera obtenu avec la plus grande orientation par étirage; l’équilibrage des propriétés de résistance à la traction d’un film sera atteint avec l’équivalence des effets d’orientation dans le sens long( sens extrusion ) et le sens travers( perpendiculaire au sens d’extrusion). Plus un étirage sera apporté à un film à une température élevée , moins l’effet d’orientation sera atteint et moins les propriétés de renforcement seront apportées.")
69
Effet de l’orientation sur le réseau moléculaire
Orienter le matériau à une temp suffisamment basse pour qu’il garde cette orientation

71
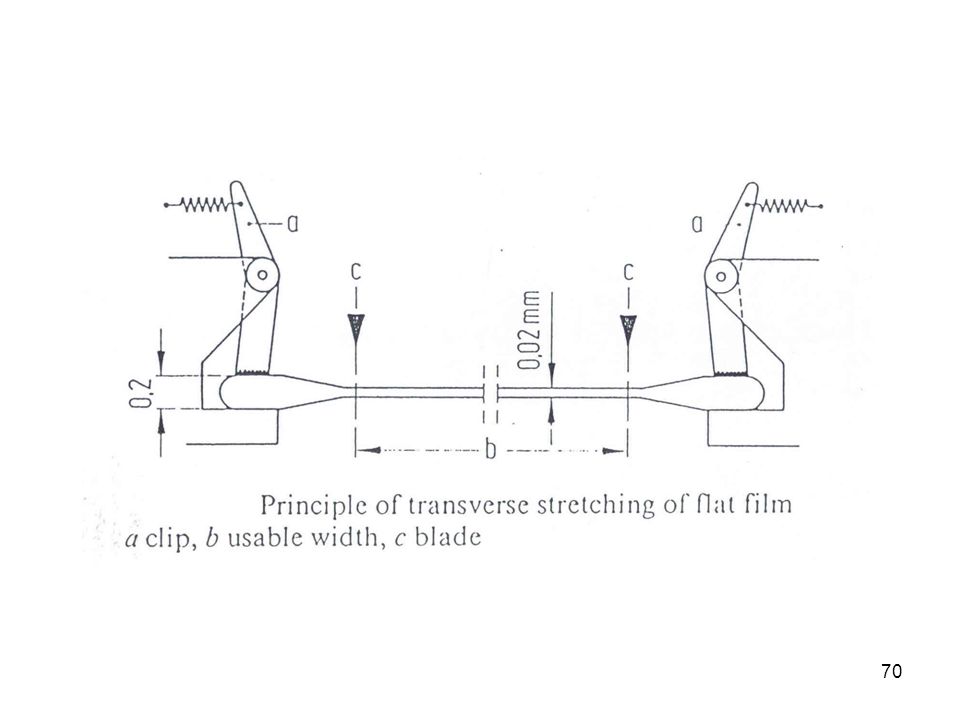
Pince d’étirage travers

72
Pince d’étirage travers

74
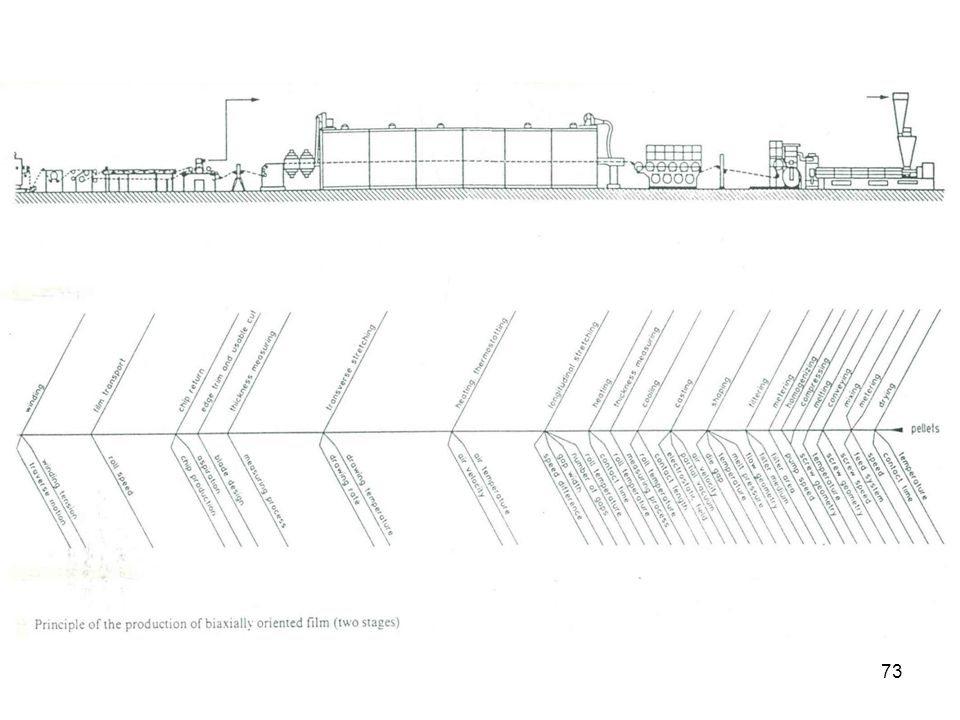
On parle de bi orientation séquencée
150°C correpsond à un temp légèrement supérieur à la Tg ce qui permet d’orienter le film sur les tambours en faisant varier la vitesse de ceux-ci.

75
Équilibrage des propriétés mécaniques par bi orientation simultanée

Présentations similaires