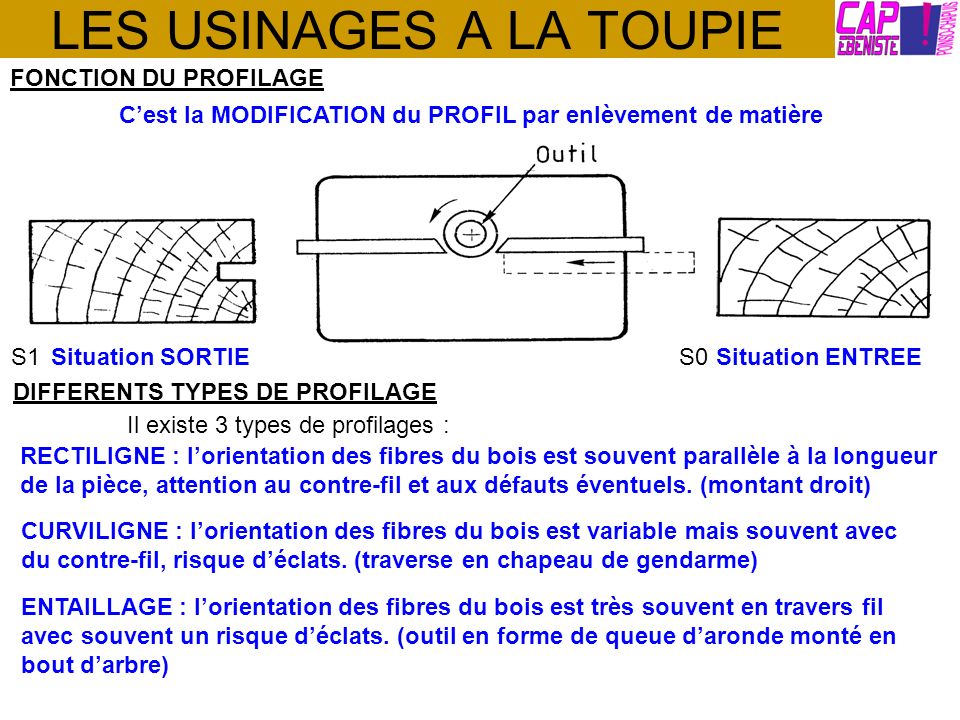
LES USINAGES A LA TOUPIE FONCTION DU PROFILAGE C’est la MODIFICATION du PROFIL par enlèvement de matière S1 Situation SORTIE S0 Situation ENTREE DIFFERENTS TYPES DE PROFILAGE Il existe 3 types de profilages : RECTILIGNE : l’orientation des fibres du bois est souvent parallèle à la longueur de la pièce, attention au contre-fil et aux défauts éventuels. (montant droit) CURVILIGNE : l’orientation des fibres du bois est variable mais souvent avec du contre-fil, risque d’éclats. (traverse en chapeau de gendarme) ENTAILLAGE : l’orientation des fibres du bois est très souvent en travers fil avec souvent un risque d’éclats. (outil en forme de queue d’aronde monté en bout d’arbre)
LES USINAGES A LA TOUPIE METHODE DE PROFILAGE Il y a deux méthodes de profilage : Travail en OPPOSITION : les pièces avancent dans le sens contraire à la rotation de l’outil. Travail en CONCORDANCE : les pièces avancent dans le même sens que la rotation de l’outil. ENTRAINEUR OBLIGATOIRE SECURITE La méthode de travail doit être adaptée à l’usinage. Les Montages d’usinages nécessaires doivent être réalisés. Les Consignes de sécurité sont respectées, les protecteurs utilisés.
LES USINAGES A LA TOUPIE CONCLUSION Pour chaque méthode de profilage il faut usiner avec efficacité, précision, afin d’assurer la qualité du travail et surtout la SECURITE de l’opérateur.
