Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Procédés Industriels et sécurité
Inspection Procédés Industriels et sécurité

2
L’inspection Qu ’est ce qu ’une inspection; Le but
Examiner de très près l’environnement de travail Vérifier les équipements (postes de travail, outils, etc…) Les méthodes de travail (ex. levage d’équipement ou de matériel, cale aux remorques etc…) Le port des EPI De prendre un portrait de l’entreprise sous différents angles dans des cédules prédéterminées Peut-être un instrument de mesure afin de s’évaluer Avoir un système pour gerer chacune des dérogations. Le but Apporter les correctifs avant que des accidents ou des pertes matériels ne surviennent
 Les méthodes de travail (ex. levage d’équipement ou de matériel, cale aux remorques etc…) Le port des EPI. De prendre un portrait de l’entreprise sous différents angles dans des cédules prédéterminées. Peut-être un instrument de mesure afin de s’évaluer. Avoir un système pour gerer chacune des dérogations. Le but. Apporter les correctifs avant que des accidents ou des pertes matériels ne surviennent.")
3
Qualité d’un bon inspecteur
Avoir un bon sens de l’observation Effectuer une double vérification en cas de doute Être doté d’un sens de curiosité Chercher à comprendre comment les choses fonctionnent Amont et en aval Être un bon communicateur Ne pas avoir peur de poser des questions Questionner les gens du milieu

4
Les types d’inspection
L’inspection spécifique avec thème L’inspection spécifique sans thème L’inspection générale avec thème L’inspection générale sans thème

5
Les types d’inspection
PAR SITE Générale Spécifique Inspection de type Réseau Blitz Inspection ponctuelle Spot-check Inspection globale de conformité Grand branle-bas Inspection par service Avec thème Sans thème

6
L’inspection spécifique avec thème
Inspection ponctuelle (Spot-check) Inspection qui est effectuée périodiquement sur une machine ou sur une pièce d’équipement Ex. Inspecter un C.E., un pont-roulant ou treuil avant le début de son quart Inspecter un nouvel équipement Inspecteur CSST ou le CSS Ils réalisent ce genre d’inspection Procédure d’espace clos Inspection du lieux Responsables L’employé, un technicien, membres du CSS, superviseur, etc
 Inspection qui est effectuée périodiquement sur une machine ou sur une pièce d’équipement. Ex. Inspecter un C.E., un pont-roulant ou treuil avant le début de son quart. Inspecter un nouvel équipement. Inspecteur CSST ou le CSS. Ils réalisent ce genre d’inspection. Procédure d’espace clos. Inspection du lieux. Responsables. L’employé, un technicien, membres du CSS, superviseur, etc.")
7
L’inspection spécifique sans thème
La plus populaire en industrie Permet d’identifier la majorité des situations dangereuses qui sont susceptibles de survenir. Périodicité: de 3/jr à 1/mois Une plage d’une fois/jr à 1/sem est plus réaliste Comment déterminer la périodicité La complexité Le rythme de changement La vitesse de dégradation Responsable; Superviseur (peut-être accompagné d’un représentant à la prévention)
")
8
L’inspection générale avec thème
Inspection complète concernant Une catégorie en particulier Réseau électrique Canalisations des produits chimiques Équipements de lutte contre les incendies La périodicité Selon la vitesse de dégradation Ordre du jour du comité. Blitz systématique dans le cadre d’une réunion du CSS 1 ou 2 fois l’an Responsable: Personnel ayant de l’expertise

9
L’inspection générale sans thème
La recherche de tous les types dangers Partout dans l’entreprise (grand branle-bas) Cette inspection est moins fréquente car elle mobilise beaucoup plus de personne Peut-être un inspection de contrôle effectuée annuellement (audit) Responsables : Cadre superieur, superviseurs, membres du CSS et employés
 Cette inspection est moins fréquente car elle mobilise beaucoup plus de personne. Peut-être un inspection de contrôle effectuée annuellement (audit) Responsables : Cadre superieur, superviseurs, membres du CSS et employés.")
10
Complémentarité des inspections
Programme d’inspection Peut-être difficile à implanter et à coordonner dans une grande entreprise Évaluer vos besoins selon la taille de votre entreprise Établir les inspections en fonction des opérations Métallurgie, fonderie, pâte et papiers, hôpital, etc… Établir une cédule selon les types d’inspection Établir votre ressources humaines (personnel avec de l’expertise) Former vos inspecteurs en fonction du type d’inspection Ex, équipments d’urgence, trousses de premiers secours, SIMDUT, gardes de sécurité, équipements de gaz comprimé.
 Former vos inspecteurs en fonction du type d’inspection. Ex, équipments d’urgence, trousses de premiers secours, SIMDUT, gardes de sécurité, équipements de gaz comprimé.")
11
Type de formulaire a

12
Inspections des systèmes d’urgences
Inspection d’usine Faite mensuellement Inspections des systèmes d’urgences Extincteurs aux 2 semaines Système de gicleurs aux 6 mois par une firme externe Lumière d’urgence aux 3 mois Portes et issues de secours, etc… faite mensuellement Inspection environnementale Faite trimestriellement (paritaire) Inspection des sites d’entreposage Faite aux 2 semaines (personnel horaire) Inspection des équipements de gaz comprimé Faite trimestriellement (personnel horaire spécialisé) Inspection des équipement de levage Faite annuellement (firme externe)et bi-annullement (personnel horaire spécialisé)
 Inspection des sites d’entreposage. Faite aux 2 semaines (personnel horaire) Inspection des équipements de gaz comprimé. Faite trimestriellement (personnel horaire spécialisé) Inspection des équipement de levage. Faite annuellement (firme externe)et bi-annullement (personnel horaire spécialisé)")
13
Tenue des lieux Signalisation Rangement et entreposage État des planchers Propreté Dégagement

15
Lieux communs Cantines Aires de repos Toilettes Propreté Hygiène
Bon état

17
Chaleur (température naturelle)
Ambiance physique Chaleur (température naturelle) Hiver ; 16 celcius Été ; Aucune norme n’est applicable au Québec Bruit 90 décibels Vibration Éclairage 250 lux usine et 50 lux entrepôt Poussières, fumées et vapeurs La norme exige ‘0’ tolérance
 Hiver ; 16 celcius. Été ; Aucune norme n’est applicable au Québec. Bruit. 90 décibels. Vibration. Éclairage. 250 lux usine et 50 lux entrepôt. Poussières, fumées et vapeurs. La norme exige ‘0’ tolérance.")
19
Voie d’accès et de circulation
Passages Couloirs Escaliers Encombrement Signalisations Accessibilités Etc…

21
Avant Après

22
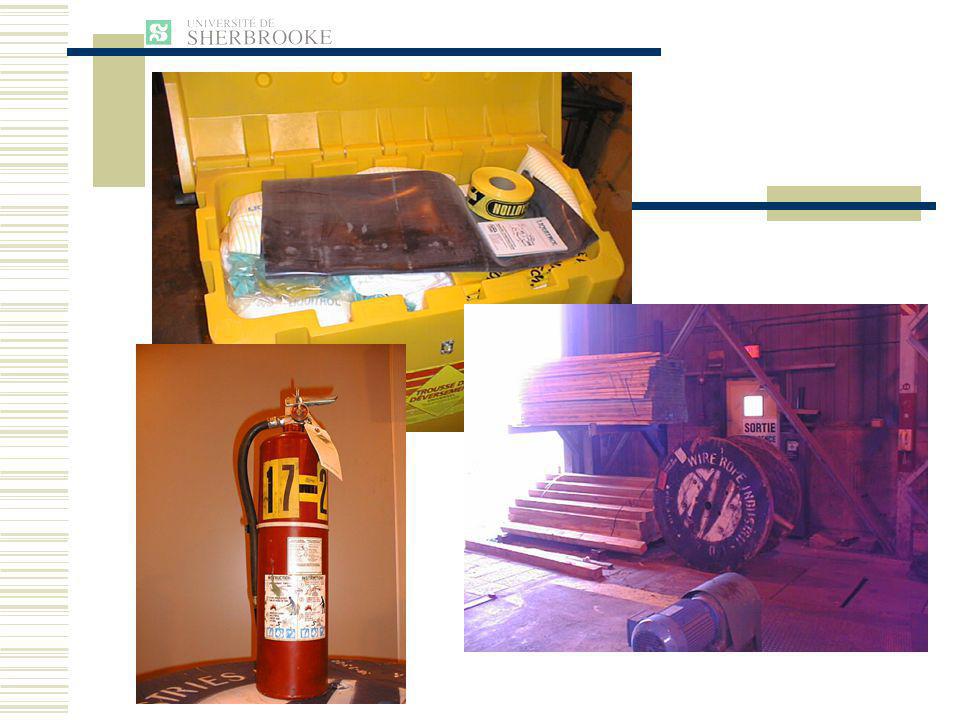
Mesures d’urgence Extincteurs Boyaux Détecteurs Alarmes Brancards Trousse de premiers soins Éclairage de secours Sortie d’urgence Accessibilité Signalisations Bon état

24
Canalisation et stockage
Valves Tuyaux Réservoirs SIMDUT Étiquettage Qualité des étiquettes Accessibilité Identification Bon état Entretien

26
Électricité Fils Rallonges Prises Panneaux Interrupteurs
Mise à la terre Accessibilité Étiquettage Bon état Cadenassage

28
Outils à main et portatif
Outils électrique À main Escabeaux Échelles Accessibilité Propreté Bon état Gardes

30
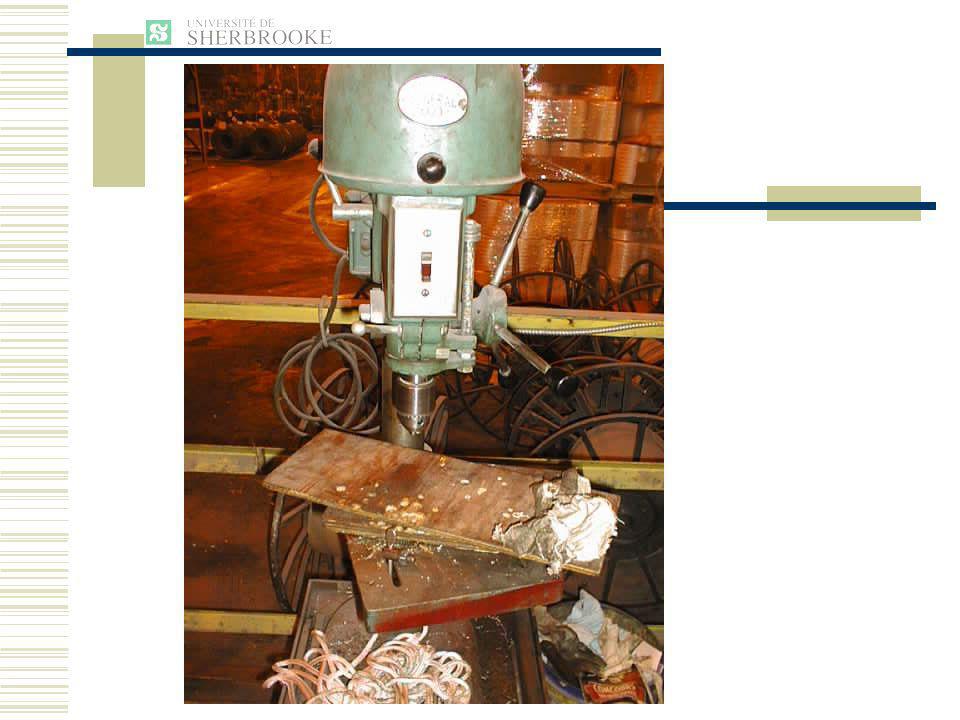
Machines fixes État des pièces Des gardes Des signaux et commandes
Des pictogrammes Station de travail Pièces mobiles Zones dangereuses

32
Protecteurs collectifs
Écran Gardes corps Cabines Ventilation Bon état Installation Fixation et ancrage Entretien

33
Appareil de levage Ponts Palan Treuils Chariots Signaux et commandes
Chaînes et ancrage Crochets Poids de la charge Accessibilité Signalisations Bon état

34
Véhicules et machines mobiles
Camions Véhicules de transport Bon état Entretien régulier Étiquettage

35
Les étapes d’une inspection
4 phases Préparation de l’inspection Tournée de l’inspection Rapport Suivi

36
La préparation Se documenter afin de se familiariser avec ;
Les opérations Le processus des procédés Le service à inspecter Les principaux équipements Petite révision des règlements et normes législatives (rafraîchir la mémoire) Liste de points spécifiques à inspecter (check list) Voir le dernier rapport Rencontrer le personnel impliquer pour une révision Prévoir la calibration des équipements de détection
 Liste de points spécifiques à inspecter (check list) Voir le dernier rapport. Rencontrer le personnel impliquer pour une révision. Prévoir la calibration des équipements de détection.")
37
La préparation L’observation des méthodes de travail, le port des EPI, etc… Fixer les iténéraires précis à suivre Plan de l’usine Par service Déterminer le moment de l’inspection Intégrer l’inspection aux activités quotidiennes Intégrer les inspections spécifique dans un cédule et au agenda des responsables Inspections à l’improviste Superviseur de ligne Ex. vérifier les efforts de sécurité et la tenue des lieux par son équipe

38
La tournée Poser des questions
Ce sont souvent les questions les plus naïves qui sont les plus pertinentes. Tout ce qui sort de l’ordinaire doit être scruté de plus près. Caractère anormal ou inhabituel On se pose la question suivante: Y a-t-il un motif à accident ? Même si les choses ont toujours été comme cela !!! Il y des dérogations qui peuvent être corrigées immédiatement. Outils : Feuille de travail pour l’inspection

39
Le rapport L’objectif est de neutraliser les situations dangereuses le plus rapidement possible. Pas toujours nécessaire de faire un rapport L’inspection est l’activité de prévention no.1 (activité proactive) Émettre des permis Permis à chaud Espace clos Vidangeage ou remplissage de réservoir de produit chimique Bon de travail Par priorité Le rapport doit conçu en fonction du suivi
 Émettre des permis. Permis à chaud. Espace clos. Vidangeage ou remplissage de réservoir de produit chimique. Bon de travail. Par priorité. Le rapport doit conçu en fonction du suivi.")
40
Implication Superviseur de première ligne
Ils sont responsables de tout dans leur service respectif. Incluant le bon état des lieux et des équipements L’implication des travailleurs Ils peuvent identifier des situations dangereuses Ils connaissent leurs équipements et procédés de travail Leur participation peu avoir un effet pédagogique et de sensibilisation non négligable L’inspection n’est pas une visite touristique

41
Suivi Rapport d’inspection Date Anomalie constatée Mesure corrective
Endroit visité Date Anomalie constatée Mesure corrective Priorité/échéance Responsable Personnel(s) chargé(s) de l’inspection
 chargé(s) de l’inspection.")
42
Procédure Inspection

Présentations similaires









>")













