Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Chapitre 9_2: Le Juste A Temps
Le Lean Management: Chapitre 9_2: Le Juste A Temps Nicolas GUIBERT

2
Introduction Méthode de travail mise au point par Taiichi Ohno (Toyota) au Japon dans les années 60. Méthode élaborée pour réduire les couts de production en se basant sur le flux tendu. Méthode vise à éliminer au maximum les gaspillages. Gaspillage de temps (temps d’attente pas exemple) Gaspillage de stockage inutile
 Gaspillage de stockage inutile.")
3
Principe directeur du JAT
Le JAT consiste à fournir au client: le nombre de produits qu’il demande, au moment où il le demande, à l’endroit désiré, dans le standard de qualité et de couts fixés.

4
Principe directeur du JAT
Le juste à temps signifie pour le client: Zéro délai (supplémentaire par rapport au délai annoncé) Zéro défaut Sureté des informations Le juste à temps signifie pour l’entreprise: Minimiser les manutentions Zéro stock Zéro panne Le juste à temps entraine: Une production à la demande Un fractionnement par lot Des méthodes de gestion simples. Une implication de tout le monde.
 Zéro défaut. Sureté des informations. Le juste à temps signifie pour l’entreprise: Minimiser les manutentions. Zéro stock. Zéro panne. Le juste à temps entraine: Une production à la demande. Un fractionnement par lot. Des méthodes de gestion simples. Une implication de tout le monde.")
5
Procédés du Juste-à-temps
Un certains nombre d’outils permettent la mise d’en place d’une gestion JAT. Ses outils peuvent être mis en place de manière indépendante: 1) La stabilité du flux de production: la VSM 2) Importance des transports: lots de fabrication 3) Importance de la qualité (poka yoke) 4) Régulation des flux: Lignes de production Gestion par kamban
 La stabilité du flux de production: la VSM. 2) Importance des transports: lots de fabrication. 3) Importance de la qualité (poka yoke) 4) Régulation des flux: Lignes de production. Gestion par kamban.")
6
Régulation des flux: Kamban, ligne de production
LEAN PILIER du « Juste A Temps » PILIER du « Jidoka » Stabilité des Flux, VSM Résolution de problèmes SMED Andon Qualité: Poka Yoké Lots de production Suivi de production Régulation des flux: Kamban, ligne de production FONDATIONS DU LEAN Management Visuel Standardisation des postes 5S: organisation des postes TPM

7
1) La stabilité du flux. Il est plus facile d’être agile et performant dans un monde bien organisé. La demande n’est pas toujours régulière, il va pourtant falloir essayer au maximum de lisser la production (avec le PIC et le PDP). Il va être nécessaire d’équilibrer les temps de cycle de toutes les opérations. On calculera le Takt Time Le Takt Time est le temps de référence permettant de produire l’ensemble de la production durant le temps disponible.
. Il va être nécessaire d’équilibrer les temps de cycle de toutes les opérations. On calculera le Takt Time. Le Takt Time est le temps de référence permettant de produire l’ensemble de la production durant le temps disponible.")
8
1) La stabilité du flux. Exemple d’une entreprise ayant 2 flux de production: Pour que la ligne de production soit bien stabilisée, il faut que t1=t2=t3=t4=t5 Poste 1, t1 Poste 2, t2 Poste 5, t5 Poste 3, t3 Poste 4, t4

9
1) La stabilité du flux. Exemple:
Une entreprise produit 100 produits par jours, elle travaille 7h et 15 minutes soit secondes 𝑇𝑎𝑘𝑡 𝑇𝑖𝑚𝑒= 𝑇𝑒𝑚𝑝𝑠 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 𝑛𝑏 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑖𝑡 = =261 𝑠𝑒𝑐𝑜𝑛𝑑𝑒𝑠 Ce temps sera l’unité pour établir le temps de cycle de chaque poste. Si chaque opération sur les postes de travail dure 261 sec, la fabrication sera plus fluide. Le « Takt Time » est donc calculé pour connaitre le temps maximum de production autorisé

10
1) La stabilité des flux: la VSM
Pour bien gérer les flux de production, on peut mettre utiliser un outil de cartographie des flux: la VSM (Value Stream Mapping) L’objectif de la VSM est de cartographier très précisément le flux d’un produit au cours de sa fabrication. Identification des postes de travail Identification des stocks, des encours, Identification des transports… En plus de cette cartographie, on prendra soin de chiffrer les flux: Délais, Temps de cycle, de valeur ajoutée La quantité de rebus Les temps de changement de série La fiabilité des machines…
 L’objectif de la VSM est de cartographier très précisément le flux d’un produit au cours de sa fabrication. Identification des postes de travail. Identification des stocks, des encours, Identification des transports… En plus de cette cartographie, on prendra soin de chiffrer les flux: Délais, Temps de cycle, de valeur ajoutée. La quantité de rebus. Les temps de changement de série. La fiabilité des machines…")
11
1) La stabilité des flux: la VSM
Une symbolisation spécifique a été mise en place. Elle permet de se faire comprendre par tous. Voici un exemple de pictogrammes utilisés:

12
1) La stabilité des flux: la VSM
Un exemple de VSM

13
1) La stabilité des flux: la VSM
A quoi va servir concrètement la VSM: A visualiser sur un même document le flux complet de la fabrication. A observer les points de disfonctionnement de la production: Goulet de fabrication: c’est là où les encours sont trop importants Défaillance d’une machine: c’est là où le rebut est trop important À comparer le temps des postes avec le Takt Time afin de produire dans les délais prévu. A trouver les incohérences dans le flux de fabrication. Voir exemple de la VSM de l’entreprise Match Box

14
Procédés du Juste-à-temps
Un certains nombre d’outils permettent la mise d’en place d’une gestion JAT. Ses outils peuvent être mis en place de manière indépendante: Outil 1) Bonne organisation d’un poste de travail: le 5S Outil 2) Importance des transports: lots de fabrication Outil 3) Importance de la qualité Outil 4) Régulation des flux: Lignes de production Gestion par kamban
 Bonne organisation d’un poste de travail: le 5S. Outil 2) Importance des transports: lots de fabrication. Outil 3) Importance de la qualité. Outil 4) Régulation des flux: Lignes de production. Gestion par kamban.")
15
2) importance du transport
Objectif premier: ne pas gaspiller et produire à la demande nécessite un flux le plus fluide possible Le transport des pièces (intérieur ou extérieur) est très important. On va fractionner le transport en petite quantité standard, flexible et facile à bouger. Petite palette Petite caisse…
 est très important. On va fractionner le transport en petite quantité standard, flexible et facile à bouger. Petite palette. Petite caisse…")
16
Procédés du Juste-à-temps
Un certains nombre d’outils permettent la mise d’en place d’une gestion JAT. Ses outils peuvent être mis en place de manière indépendante: Outil 1) Bonne organisation d’un poste de travail: le 5S Outil 2) Importance des transports: lots de fabrication Outil 3) Importance de la qualité Outil 4) Régulation des flux: Lignes de production Gestion par kamban
 Bonne organisation d’un poste de travail: le 5S. Outil 2) Importance des transports: lots de fabrication. Outil 3) Importance de la qualité. Outil 4) Régulation des flux: Lignes de production. Gestion par kamban.")
17
3) Importance de la qualité
Le défaut de qualité des pièces est due à une mauvaise fabrication. Il faut essayer de détecter les défauts le plus tôt possible: Mettre en place des contrôles fréquent s(mais rapides) de la pièce Informer le plus rapidement possible le défaut afin d’arreter la ligne (ne pas propager un défaut) Il faut mettre en place des systèmes anti-erreurs afin que les operateurs ne puissent pas se tromper: les Poka-Yoke
 de la pièce. Informer le plus rapidement possible le défaut afin d’arreter la ligne (ne pas propager un défaut) Il faut mettre en place des systèmes anti-erreurs afin que les operateurs ne puissent pas se tromper: les Poka-Yoke.")
18
3) Importance de la qualité
 Importance de la qualité")
19
3) Importance de la qualité
Exemple de Poka Yoké: Les fiches de connections électrique d’un autoradio. Les culots des ampoules de voiture Gabarits de peinture, de montage Les capsules Nespresso…

20
Procédés du Juste-à-temps
Un certains nombre d’outils permettent la mise d’en place d’une gestion JAT. Ses outils peuvent être mis en place de manière indépendante: Outil 1) Bonne organisation d’un poste de travail: le 5S Outil 2) Importance des transports: lots de fabrication Outil 3) Importance de la qualité Outil 4) Régulation des flux: Lignes de production Gestion par kamban
 Bonne organisation d’un poste de travail: le 5S. Outil 2) Importance des transports: lots de fabrication. Outil 3) Importance de la qualité. Outil 4) Régulation des flux: Lignes de production. Gestion par kamban.")
21
4) La régulation du flux Il s’agit de tendre au maximum la production: travailler au plus tard possible. Il s’agira de rendre la production la plus flexible possible: Exemple: la fabrication automobile. Différentes organisations de l’entreprise possible: La ligne de production flexible (grande série automobile) Les ilots flexibles de production (petit groupement de machines qui sont capables de passer rapidement d’un type de produit à un autre)
 Les ilots flexibles de production (petit groupement de machines qui sont capables de passer rapidement d’un type de produit à un autre)")
22
4) La régulation du flux Pour que le flux soit tendu et que la production soit flexible, il faut que le changement de série sur une machine soit le plus rapide possible. Action SMED à mettre en place

23
Le SMED: Single Minute Exchange of Die
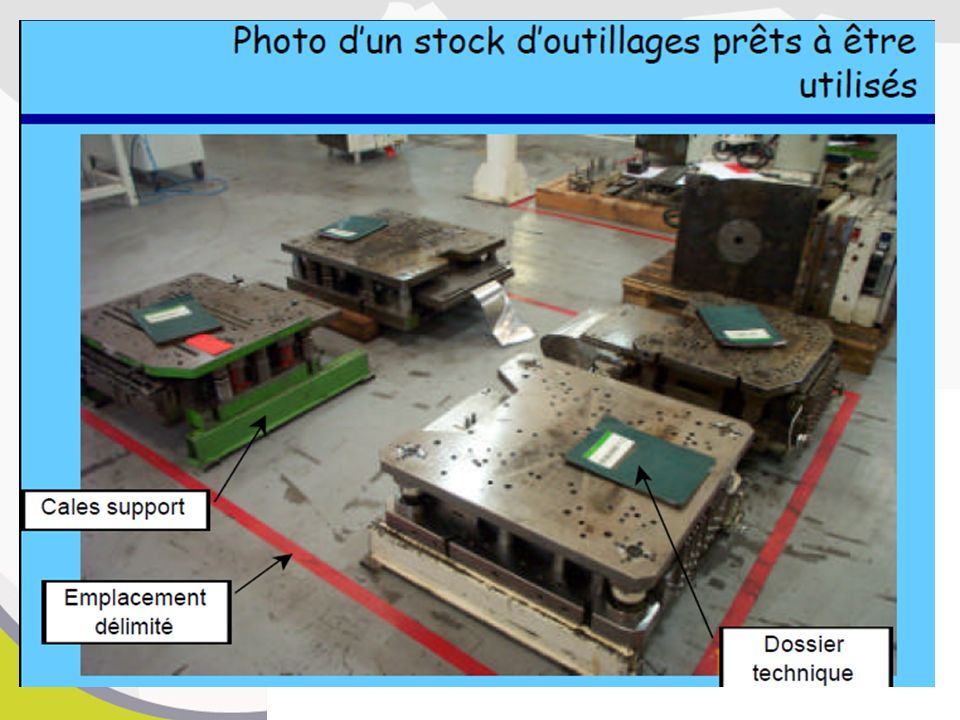
Echange d’outils / d’outillage/ de série en moins de 10 minutes. Méthode d’organisation qui cherche à réduire de façon systématique le temps de changement de série. Né en 1970 dans l’univers Toyota. Minimiser les investissements. Est forcement couplé avec une méthode 5S.

24
Le SMED La méthode se décompose en 4 étapes principales:
L’observation initiale du processus: caméra, interview, photos, chronométrage… L’identification des taches « internes » et « externes » Machine à l’arret: Interne Machine en production: Externe La transformation des taches internes en externes Bon sens, organisation Doublement de certains équipements La diminution de la durée des taches internes Standardisation des outillages Utilisation de systèmes automatiques de verrouillage Préparation du travail Travail en parallèle Définition détaillée des opérations

26
Le SMED: un exemple Le meilleur exemple de SMED est le ravitaillement en formule 1: moins de 10 secondes pour le plein d’essence et les 4 roues… Analyse de la solution: Chaque fonction individuelle est parfaitement clair avec un matériel pré-réglé. Modes opératoires fixes Emplacements prévus et propres Taches synchronisées Nombre de personnes suffisantes.

27
La régulation du flux La difficulté du flux tendu est de produire les bons produits au bon moment. Il faut pouvoir lancer les ordres de fabrication de manière très contrôlée. Un outil très utilisé permet de faire cela: la méthode du KAMBAN

28
Le Kamban Méthode élaborée par M. Ohno chez Toyota Motor Company (Japon) dès 1958, suite à la constatation : les usines ont toujours tendance à faire de la surproduction, nécessité de fabriquer le produit demandé, au moment où il est demandé, dans la quantité demandée. Gestion des processus discontinus, production répétitive Flux Tirés par l’aval : « Chaque poste ne doit travailler que sur la demande du poste situé en aval dans le processus »

29
Le Kamban Description du flux produits et container
Chaque pièce (ou lot de pièce) est mis dans un container portant une etiquette (un kamban)
 est mis dans un container portant une etiquette (un kamban)")
30
Le Kamban Description du flux produits et container
Le poste aval traite un container de la file d’attente

31
Le Kamban Description du flux produits et container
Son étiquette (rouge) est détachée du container pour aller dans le collecteur du poste aval
 est détachée du container pour aller dans le collecteur du poste aval.")
32
Elle est renvoyée vers le planning Kamban du poste amont
Le Kamban Description du flux produits et container Elle est renvoyée vers le planning Kamban du poste amont

33
Le Kamban Description du flux produits et container
Lorsque le nombre d’étiquette dans le planning du poste amont est suffisant, celui-ci lance une production et place une étiquette sur le container produit.

34
Le container réalisé est transmis au poste aval et tout recommence…
Le Kamban Description du flux produits et container Le container réalisé est transmis au poste aval et tout recommence…

35
Le Kamban

36
Le Kamban Un index sur le planning de poste va permettre de déterminer le lancement de la fabrication Index Noir : nombre maximal de Kanban. Cas rare ou il y a au même poste tous les « kanbans » il y a une urgence extrême car les postes en aval n’ont pas de container de pièces. Index Rouge : il est fixé par rapport au nombre maximal de kanbans. Le niveau rouge est un rapport entre le cycle complet de production d’un container : le temps de circulation d’un kanban. La production est urgente. Index Vert : La production peut être lancée mais n’est pas prioritaire, elle doit concerner un nombre minimal de pièces. Il n’y a pas d’urgence.

37
Le Kamban Le lancement est:
autorisé lorsque la pile dépasse l’index vert, interdit tant que la pile de tickets du planning n’atteint pas l’index vert obligatoire lorsque la pile atteint l’index rouge, car on risque une rupture d’approvisionnement

38
Le Kamban Exemple de tableau

39
Le Kamban Pour mettre en place un kamban, il faut calculer les indicateurs suivants: Le nombre de ticket Kamban (correspond au nombre de container dans la chaine) Le nombre de ticket de l’index Vert Le nombre de ticket de l’index Rouge Ce calcul n’est pas évident à mettre en place, il ne sera pas détaillé ici mais: Plus il y a d’étiquettes, plus il y a de stock Moins il y a d’étiquettes, plus le risque de rupture de stock aux postes est important.
 Le nombre de ticket de l’index Vert. Le nombre de ticket de l’index Rouge. Ce calcul n’est pas évident à mettre en place, il ne sera pas détaillé ici mais: Plus il y a d’étiquettes, plus il y a de stock. Moins il y a d’étiquettes, plus le risque de rupture de stock aux postes est important.")
40
Le Kamban Avantage de la méthode Plus de détails sur la méthode en TP
Simplicité : peu de papiers à remplir, fonctionnement possible sans ordinateur ; Décentralisation : ordonnancement au niveau du planning, responsabilisation des opérateurs, clarté des objectifs de production, Diminution des stocks : réduction des en-cours, réduction des entrées en magasin, Organisation de la production : capacités des containers, normalisation, aires de stockage en amont et en aval de chaque poste, Régularisation des flux : fabrication de ce qui est consommé. Plus de détails sur la méthode en TP

41
Résolution de problèmes
Conclusion du Juste A Temps LEAN PILIER du « Juste A Temps » PILIER du « Jidoka » Stabilité des Flux, VSM: avoir une cadence de production parfaitement maitrisée (égalité des temps) Résolution de problèmes SMED: réduction importante des temps de changement de série Andon Qualité (Poka Yoké): tout faire pour ne pas produire des produit s défectueux Lots de production : réduire au maximum la taille des lots de production (tendre vers des lots de 1) Suivi de production Régulation des flux: synchronisation des lignes de production FONDATIONS DU LEAN Management Visuel Standardisation des postes 5S: organisation des postes TPM
 Résolution de problèmes. SMED: réduction importante des temps de changement de série. Andon. Qualité (Poka Yoké): tout faire pour ne pas produire des produit s défectueux. Lots de production : réduire au maximum la taille des lots de production (tendre vers des lots de 1) Suivi de production. Régulation des flux: synchronisation des lignes de production. FONDATIONS DU LEAN. Management Visuel. Standardisation des postes. 5S: organisation des postes. TPM.")
Présentations similaires
>")


















