Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Chapitre 9_1: les fondations
Le Lean Management: Chapitre 9_1: les fondations Nicolas GUIBERT

2
Introduction Pour que le Lean puisse être mis en place, il faut que certaines pratiques soient déjà présentes dans l’entreprise. Ces pratiques forment les fondations de la maison du Lean. Elles sont obligatoires.

3
Introduction Il s’agit principalement de quatre fondamentaux:
1) Le management visuel 2) La standardisation 3) Organisation des postes de travail 4) La TPM (Total Productive Maintenance)
 Le management visuel. 2) La standardisation. 3) Organisation des postes de travail. 4) La TPM (Total Productive Maintenance)")
4
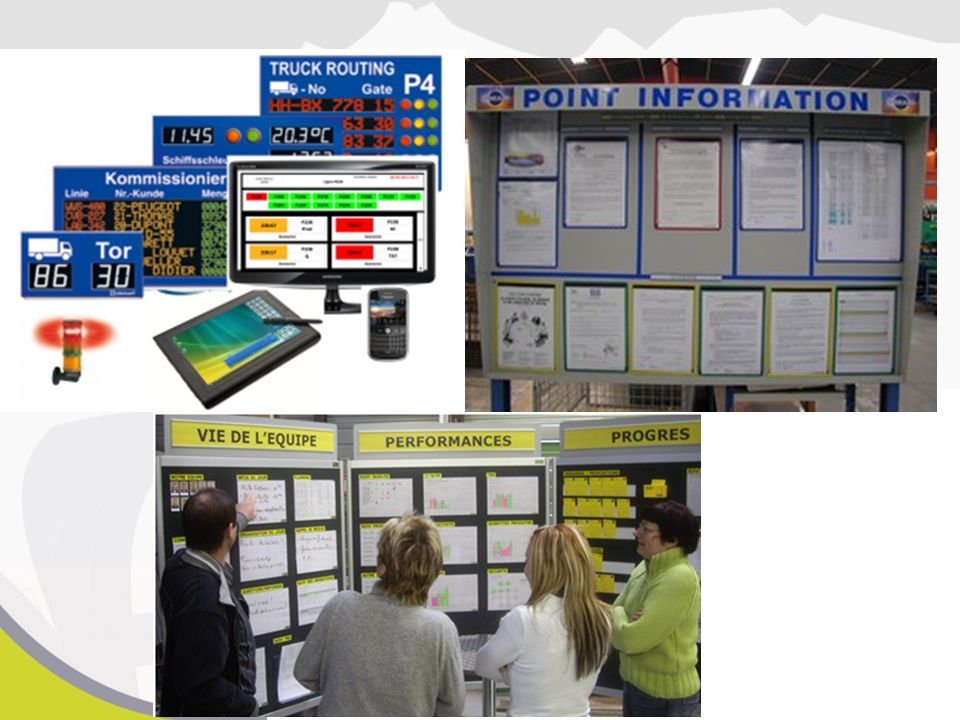
1) Le management visuel Une entreprise Lean doit pouvoir être pilotée des yeux. La performance doit être visible pour être atteinte Les problèmes doivent être visibles si l’on veut pouvoir les résoudre Les flux doivent être visibles si on veut les comprendre et diminuer les délais. Les bonnes pratiques doivent être visibles si l’on veut les respecter. Il va donc falloir tout afficher de manière claire et précise.

5
1) Le management visuel Il y aura création de nombreuses zones d’affichage permettant de montrer: Le rangement des postes de travail dans leur état normal

6
1) Le management visuel Il y aura création de nombreuses zones d’affichage permettant de montrer: Le rangement des outillages dans leur état normal L’état des machines et des lignes en direct (possibilité de mettre sur les machines des lampes de contrôles): Vert = production Rouge = problème Orange = attente de matière
: Vert = production. Rouge = problème. Orange = attente de matière.")
7
1) Le management visuel L’état du stock est indiqué et mis à jour fréquemment. Le planning de production est mis en évidence. Le planning de maintenance préventive est mis en évidence.

9
1) Le management visuel On rendra enfin la production et la qualité instantanée de chaque poste visible. Elle sera comparée aux performances attendues. Carte de contrôle qualité

10
2) La standardisation des postes
Le principe d’un standard est simple: c’est « une façon de faire qui a prouvé son efficacité et qui favorise le travail en commun » Pour chaque opération, l’entreprise recherche la meilleure solution. Elle rédige une fiche standard décrivant le protocole opératoire à suivre. Elle forme les opérateurs sur le ou les standards. Une fois formé, l’opérateur se doit de respecter le standard à la lettre.

11
La fiche standard comporte:
Le mode opératoire Le délai préconiser La qualité à obtenir …

12
3) Organisation des postes de travail: le 5S
L’idée de base est très simple: on travaille mieux sur un poste de travail: Bien organisé Correctement rangé (et en permanence) Le 5S est une méthode japonaise en 5 étapes consistant à ranger, organiser et maintenir son poste de travail: SEIRI: Rangement du poste SEITON: Mise en ordre, organisation SEISO: Nettoyer SEIKETSU: Tenir en ordre SHITSUKE: Respecter les règles
 Le 5S est une méthode japonaise en 5 étapes consistant à ranger, organiser et maintenir son poste de travail: SEIRI: Rangement du poste. SEITON: Mise en ordre, organisation. SEISO: Nettoyer. SEIKETSU: Tenir en ordre. SHITSUKE: Respecter les règles.")
13
Le 5S: étape 1, SEIRI SEIRI = Rangement
Cette étape consiste à faire le tri entre les objets nécessaires et les objets inutiles dans un poste de travail. La manie d’accumuler et de garder « au cas ou » ne favorise pas la propreté et l’efficacité du poste. Pour cela, prendre tous les objets du poste et les classer en 4 catégories: Classe A: usage quotidien, très régulier Classe B: usage moins fréquent, hebdomadaire ou mensuel Classe C: usage rarissime. Classe D: jamais utilisé

14
Le 5S: étape 1, SEIRI Que faire avec les classes:
Classe D: jamais utilisé A JETER Classe C: usage rarissime. A RANGER EN DEHORS DU POSTE DE TRAVAIL (magasin central par exemple) Classe B: usage moins fréquent, A STOCKER DANS LA ZONE DE TRAVAIL ( à l’écart des objets de type A) Classe A: usage quotidien, très régulier A RENDRE ACCESSIBLE FACILEMENT SUR LE POSTE DE TRAVAIL
 Classe B: usage moins fréquent, A STOCKER DANS LA ZONE DE TRAVAIL ( à l’écart des objets de type A) Classe A: usage quotidien, très régulier A RENDRE ACCESSIBLE FACILEMENT SUR LE POSTE DE TRAVAIL.")
15
Le 5S: étape 1, SEIRI Qui fait ce classement:
L’opérateur qui utilise la machine tous les jours, aidé par un expert du 5S Que faire en cas de doute sur un objet (le fameux « au cas ou ») Mettre en place une « Zone en Attente de Décision » loin du poste de travail pendant une durée définie: Si l’opérateur va chercher cet objet, c’est qu’il est nécessaire, donc l’intégrer dans le poste. Tous les objets restant sont écartés définitivement. Cette ZAD a une importance psychologique crutiale pour ne pas frustrer les opérateurs.
 Mettre en place une « Zone en Attente de Décision » loin du poste de travail pendant une durée définie: Si l’opérateur va chercher cet objet, c’est qu’il est nécessaire, donc l’intégrer dans le poste. Tous les objets restant sont écartés définitivement. Cette ZAD a une importance psychologique crutiale pour ne pas frustrer les opérateurs.")
16
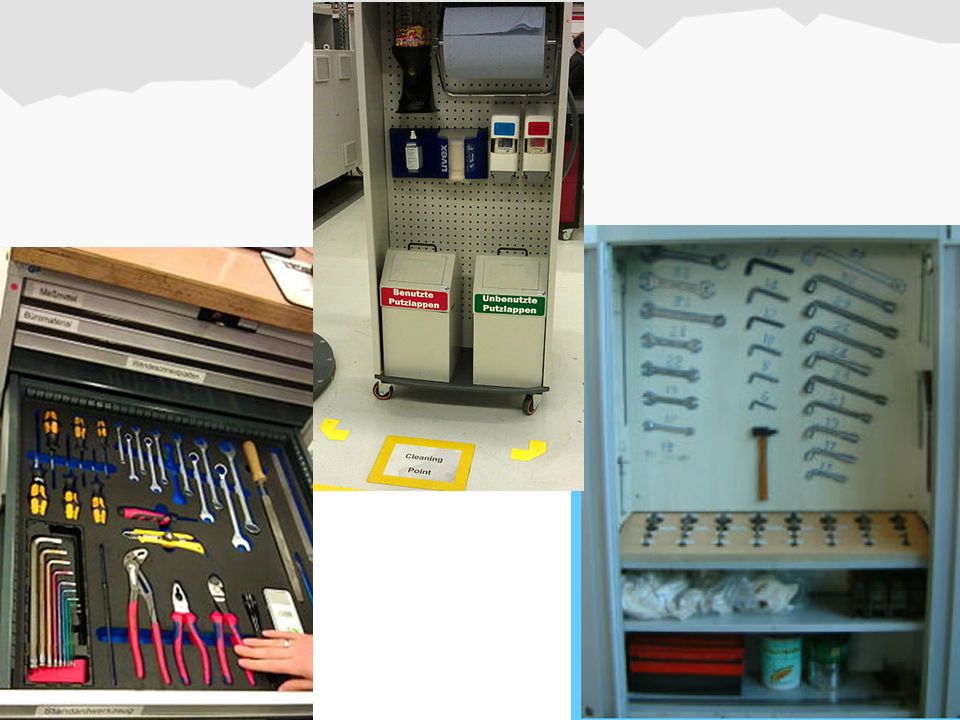
Le 5S: étape 2, SEITON SEITON = Mise en ordre, organisation
S’illustre parfaitement par le proverbe: « une place pour chaque chose et chaque chose à sa place » On cherche à organiser le poste de travail avec pour objectif de trouver n’importe quel outil en moins de 30 s. C’est à faire avec l’opérateur Nécessite de parfaitement connaitre le travail du poste. Des méthodes simples: Emplacements d’outils sur un tableau Panneau de mousse découpée dans un tiroir Marquage au sol à la peinture. Il ne faut jamais laisser de « zone à bordel » (tiroir vide, étagère vide…) Tout objet à un emplacement spécifique, rien ne doit trainer.
 Tout objet à un emplacement spécifique, rien ne doit trainer.")
19
Le 5S: étape 3, SEISO SEITO = nettoyer
Nettoyage complet du poste de travail et si besoin rénovation (peinture). Mettre en place un nettoyage régulier et standardiser qui ne pourra se faire que si le poste est ranger. Le poste de travail doit en permanence être propre.
. Mettre en place un nettoyage régulier et standardiser qui ne pourra se faire que si le poste est ranger. Le poste de travail doit en permanence être propre.")
20
LE 5S: étape 4, SEIKETSU SEIKETSU = Tenir en ordre
Il s’agit dans cette étape de tenir en ordre le poste de travail et de faire perdurer le 5S. Il faut formaliser les règles de gestion du poste de travail et définir des standards avec la participation du personnel. Il faut sensibiliser le personnel sur l’état standard d’un poste de travail.

22
Le 5S: étape 4, SEIKETSU

23
Poste Chalumeau Ventilation obligatoire Etat Standard du poste Remettre en ordre après toute utilisation

24
ETAT STANDARD DE LA ZONE DE RANGEMENT
A remettre en état après chaque utilisation…

26
Le 5S: étape 5, SHITSUKE C’est le respect des règles établies
Chaque personne respecte les standards mis en place Signalement immédiat si le poste n’est pas dans un état standard Remise en état immédiate du poste.

27
3) Organisation des postes de travail: le 5S
Mettre en place un 5S est très long. Il se traduit pas l’implication obligatoire de tout le monde: Le direction car il y aura des couts Le personnel car les méthodes de travail vont changer. Il faut construire le 5S avec le personnel du poste. Il faut expliquer très clairement le but d’un 5S: Augmentation de la production Meilleure qualité de travail Il faut communiquer dans l’entreprise sur ce 5S pour en faire « de la pub »

28
4) La TPM TPM = Total Productive Maintenance
La TPM vise à éliminer les sources de perte financières inutiles. Les appareils de production sont très souvent arrêté: Attente de pièces Changement de pièces sur la machine Changement de série de production Pannes … L’objectif de la TPM est de travailler sur les pannes des machines (aléas de production)
")
29
4) La TPM La TPM est un ensemble d’outils de maintenance à mettre en place dans le but de minimiser les pannes en cours de production. Un programme de maintenance des machines sera clairement établi dans le but de: Diminuer très fortement la maintenance curative Augmenter considérablement la maintenance préventive. Une entreprise ayant mené un chantier TPM aura nettement moins d’aléas de production, elle pourra donc mieux prévoir et respecter son planning de production.

30
LEAN PILIER du « Juste A Temps » PILIER du « Jidoka »
FONDATIONS DU LEAN Management Visuel: tout rendre visible, le pilotage par les yeux Organisation des postes (5S): chaque poste de travail est parfaitement bien organisé en fonction de la tache qu’il doit réaliser Standardisation des postes: les taches à réaliser sur chaque poste de travail sont très clairement défini avec l’aide de l’opérateur. Tous les gestes et taches inutiles sont enlevés. TPM: un plan de maintenance préventive est mis en place sur chaque machine afin de minimiser au maximum les pannes.
: chaque poste de travail est parfaitement bien organisé en fonction de la tache qu’il doit réaliser. Standardisation des postes: les taches à réaliser sur chaque poste de travail sont très clairement défini avec l’aide de l’opérateur. Tous les gestes et taches inutiles sont enlevés. TPM: un plan de maintenance préventive est mis en place sur chaque machine afin de minimiser au maximum les pannes.")
31
LEAN PILIER du « Juste A Temps » PILIER du « Jidoka »
FONDATIONS DU LEAN Management Visuel: tout rendre visible, le pilotage par les yeux Organisation des postes (5S): chaque poste de travail est parfaitement bien organisé en fonction de la tache qu’il doit réaliser Si ces 4 outils des fondations ne sont pas mis en place dans l’entreprise, il n’est pas possible de passer à la suite des actions (les piliers). Ces outils sont donc à mettre en place en priorité Standardisation des postes: les taches à réaliser sur chaque poste de travail sont très clairement défini avec l’aide de l’opérateur. Tous les gestes et taches inutiles sont enlevés. TPM: un plan de maintenance préventive est mis en place sur chaque machine afin de minimiser au maximum les pannes.
: chaque poste de travail est parfaitement bien organisé en fonction de la tache qu’il doit réaliser. Si ces 4 outils des fondations ne sont pas mis en place dans l’entreprise, il n’est pas possible de passer à la suite des actions (les piliers). Ces outils sont donc à mettre en place en priorité. Standardisation des postes: les taches à réaliser sur chaque poste de travail sont très clairement défini avec l’aide de l’opérateur. Tous les gestes et taches inutiles sont enlevés. TPM: un plan de maintenance préventive est mis en place sur chaque machine afin de minimiser au maximum les pannes.")
Présentations similaires