Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Les Objets des D.P.6h La section découverte professionnelle 6h vous présente leurs projets (Explication de l’élaboration d’un objet de leur choix )
 .")
2
OBJET: Les PNEUMATIQUES VELO
H.H D.P.6 (Découverte Professionnelle 6h)
")
3
PNEUMATIQUES VELO

4
La carcasse du pneu est composée de » fils de nylon, ou bien coton, tressés. On peut en trouver des raides et des souples, les souples offrant plus de déformation et d’absorption des chocs que les raides et inversement. L’indice de souplesse est indiqué par «TPI » ce qui correspond au nombre de fils par pouce. Au dessus du 100 TPI nous sommes devant un pneu très souple et qui sera considéré comme un pneu assez haut de gamme.

5
Les crampons forment la partie visible du pneu (le relief)
Les crampons forment la partie visible du pneu (le relief). Pour l’arrière, les pneus sont généralement dotés de crampons agressifs placés perpendiculairement dans le sens du roulement afin de « mordre » au maximum le sol. A l’avant, le pneu est très important. En effet , c’est lui qui détermine la précision ainsi que l’adhérence dans les courbes. Les crampons sont plus agressifs sur bords du pneu pour faciliter l’adhérence en courbe quand le vélo sera penché. Ils sont orientés parallèlement au sens de roulement, que ceux-ci jouant aucun rôle dans la motricité du vélo.
. Pour l’arrière, les pneus sont généralement dotés de crampons agressifs placés perpendiculairement dans le sens du roulement afin de « mordre » au maximum le sol. A l’avant, le pneu est très important. En effet , c’est lui qui détermine la précision ainsi que l’adhérence dans les courbes. Les crampons sont plus agressifs sur bords du pneu pour faciliter l’adhérence en courbe quand le vélo sera penché. Ils sont orientés parallèlement au sens de roulement, que ceux-ci jouant aucun rôle dans la motricité du vélo.")
6
Au dessus de la carcasse, nous retrouvons la chape qui est composée de caoutchouc et d’autres composés influençant la densité, la résistance et l’aspect du pneu Sur le flanc du pneu, nous observons les triangles qui permettent de plaquer le pneu sur la jante. Elles peuvent soit être rigides et formées de fils d’acier soit être souples et composées de kevlar. Ces dernières offrent de multiples avantages : faciles à démonter, légèreté, possibilité pliage du pneu pour le mettre dans le sac, … mais augmentent le coût du pneu.

8
OBJET:bijoux en or D.O. et C.G. D.P.6 (Découverte Professionnelle 6h)
")
9
Création d’un bijoux en or
L’or est un élément chimique. C'est un métal précieux très apprécié sous forme de parures ou de pièces de monnaie. Ce métal et sous forme de filons, dans les roches ultrabasiques, de pépites. L'or pur est le plus souple des métaux connus, à la fois épais et tendre. C'est un métal jaune brillant qui ne s'oxyde ni à l'air ni dans l'eau : le fait qu'il protége son éclat, perçu comme esthétique par toutes les cultures humaines, lui conserve l'essentiel de sa valeur.

10
utilisé dans l'industrie, surtout dans la dorure.
Son utilisation : L'industrie de l'or se sépare en quatre grandes catégories. La bijouterie consomme environ un tiers de la production. Les banques achètent de l'or. Les particuliers achètent un quart de la production mondiale sous forme de pièces et de lingots. Le restant (à peu près 10 %) utilisé dans l'industrie, surtout dans la dorure.
 utilisé dans l industrie, surtout dans la dorure.")
11
Production dans le monde :
L’or peut provenir de plusieurs endroit différent : l'Afrique du Sud : les premières mines d'or y ont été découvertes en 1886 Le Canada : il produit près de 150 tonnes chaque année, principalement dans la région de l'Ontario et du Nord-Ouest du Québec Le Japon : 231 tonnes par an extrait de la région de Shikoku La Chine : l'or y est principalement extrait de la région de Shandong La Russie et les anciennes républiques socialistes : les mines de l'Oural ne remontent plus à la surface aujourd'hui qu'une centaine de tonnes d'or Le Ghana : l'ancienne Gold Coast (côte de l'Or) extrait toujours de l'or, environ 75 tonnes par an Le Mali : l'or est la première source d'exportation du Mali. C'est d'ailleurs le troisième exportateur d'or en Afrique. Les États-Unis : la folie qui s'est emparée de l’Ouest américain lors de la grande ruée vers l'or est aujourd'hui finie, mais les États-Unis disposent aujourd'hui de mines dans le Nevada leur permettant de produire environ 350 tonnes par an
 extrait toujours de l or, environ 75 tonnes par an. Le Mali : l or est la première source d exportation du Mali. C est d ailleurs le troisième exportateur d or en Afrique. Les États-Unis : la folie qui s est emparée de l’Ouest américain lors de la grande ruée vers l or est aujourd hui finie, mais les États-Unis disposent aujourd hui de mines dans le Nevada leur permettant de produire environ 350 tonnes par an.")
12
Dessin à la réalisation:
Croquis : Le poinçon : Maquette Le polissage Moulage fonte à cire perdu : Le sertissage :

13
Croquis - Un créateur inspiré par une tendance dessine un modèle sur un papier ou sur un ordinateur. - Le design est alors confié au modeleur qui crée un modèle de métal ou de cire à partir du dessin, en fonction du détail (pièces massives modelées sur la cire, pièces détaillées et fines comme les filigranes modelées en métal).
.")
14
Le poinçon Le modèle en cire est trempé dans du plâtre, puis le plâtre sèche(environs deux heures), puis le tout est chauffé. La cire s'écoule alors par une ouverture au-dessus du moule de plâtre, laissant un vide de la forme du bijou à couler. Cette matrice est alors utilisée pour y couler les alliages d'or. Le modèle s’il est en métal est alors utilisé pour créer une matrice en caoutchouc (vulcanisation), ou en silicone, dans lequel on va couler un modèle de cire, le reste du processus pour créer une matrice en plâtre est alors le même que pour un modèle modelé dans la cire. On peut multiplier la fabrication des moules et des modèles pour une fabrication en chaîne des bijoux.
, puis le tout est chauffé. La cire s écoule alors par une ouverture au-dessus du moule de plâtre, laissant un vide de la forme du bijou à couler. Cette matrice est alors utilisée pour y couler les alliages d or. Le modèle s’il est en métal est alors utilisé pour créer une matrice en caoutchouc (vulcanisation), ou en silicone, dans lequel on va couler un modèle de cire, le reste du processus pour créer une matrice en plâtre est alors le même que pour un modèle modelé dans la cire. On peut multiplier la fabrication des moules et des modèles pour une fabrication en chaîne des bijoux.")
15
Maquette: Pour couler plusieurs bijoux en même temps dans la même matrice de plâtre, on utilise la technique en arbre, les modèles de cire sont disposés comme les branches d'un arbre, le tronc étant un cylindre de cire, le tout est plongé dans le plâtre comme pour modèle de cire unique, une fois la cire disparue et l'alliage coulé, le plâtre est dissous dans l'eau, il en résulte un arbre de bijoux qu'on découpe un à un. Quelquefois les pierres sont déjà fixées dans la cire, quand l'alliage est coulé, les bijoux sont alors assemblés. Ce processus à de très grandes productions, ils utilisent des arbres de plusieurs centaines ou milliers de modèles.

16
Il se déroule en deux étapes :
Le polissage Le polissage est important. Il donne le brillant bien-sûr, mais il donne aussi de la légèreté et de la fluidité aux courbes, il adoucit les angles, sans les briser... Il se déroule en deux étapes : Le polissage au moteur : Un rouleau de sisal entraîné par un moteur puissant permet d'arracher suffisamment de métal pour effacer les traces de lime et même de rectifier les courbes du bracelet. Physique, le travail au moteur n'en est pas moins précis. L'avivage est un polissage beaucoup plus fin, avec des brosses de laine. Il donnera le fameux "poli-miroir". La pièce à main (sorte de mini-polisseuse) permet de polir dans les recoins et de faire briller sans déformer les courbes.
 permet de polir dans les recoins et de faire briller sans déformer les courbes.")
17
Le sertissage Le sertissage consiste à réunir la pierre avec sa monture, en les fixant solidement l’une à l’autre. Mais au-delà de la solidité, le sertissage a un rôle important à jouer sur le plan esthétique : c’est lui qui met vraiment la pierre en valeur.

18
Le polissage final C’est la touche finale, après avoir passée toutes les étapes du bijoux on retrouve le métal qui est lustré et qui donne tout son éclat, qui est près à mettre en vente.

19
Matériaux Les métaux : Les métaux les plus utilisés dans la bijouterie sont l'or, l'argent, le platine, le vermeil (argent doré), l'acier. Le cuivre, le nickel, le manganèse, le zinc sont aussi accessoirement utilisés comme composants d'alliages. Le cadmium, le zinc sont utilisés comme éléments de soudure, Le plomb est utilisé pour donner un aspect vieilli et oxydé à l'Argent.
, l acier. Le cuivre, le nickel, le manganèse, le zinc sont aussi accessoirement utilisés comme composants d alliages. Le cadmium, le zinc sont utilisés comme éléments de soudure, Le plomb est utilisé pour donner un aspect vieilli et oxydé à l Argent.")
20
Pierres Les pierres : La pierre la plus utilisée pour orner un bijou est le diamant. Les autres pierres utilisées sont Le Saphir, Le Rubis, L'Émeraude, l'Opale, l'Améthyste (quartz), La Topaze, L'oxyde de Zirconium, l'Aigue-marine, la Citrine, l'Onyx, le Péridot(olivine). Ces pierres peuvent aussi être synthétisées artificiellement, comme le Saphir synthétique, qui a une qualité à peine inférieure au Saphir naturel.
, La Topaze, L oxyde de Zirconium, l Aigue-marine, la Citrine, l Onyx, le Péridot(olivine). Ces pierres peuvent aussi être synthétisées artificiellement, comme le Saphir synthétique, qui a une qualité à peine inférieure au Saphir naturel.")
21
OBJET : Le Biberon et la tétine
T.B. – E.D. D.P.6 (Découverte Professionnelle 6h)
")
22
Le Biberon & La Tétine

23
Le Biberon Un biberon est un ustensile utilisé pour l’allaitement artificiel. Il se présente aujourd’hui sous la forme d’un flacon gradué de contenance réduite muni d’une tétine. Depuis son invention le biberon a connu une multitude d’améliorations, d’innovations…

24
Le Biberon avant & maintenant
Avant : Après:

25
La Tétine La tétine, parfois appelée tototte, ou aussi suce au Québec est un objet non comestible destiné à être sucé. En général, la tétine est fabriquée en caoutchouc ou en silicone et est destinée aux enfants. Sa forme rappelle celle du téton du sein maternel. Elle est formée d'une téterelle: la partie souple qui entre dans la bouche est fixée sur une collerette qui reste à l'extérieur de la bouche, contre les lèvres.

26
La Tétine en caoutchouc
Le caoutchouc peut être fabriqué à partir d’un produit naturel: le latex qui est la résine d’un arbre, l’hévéa. En réalisant une encoche dans l’écorce du tronc de l’hévéa, on peut récolter ce latex qui ressemble à du lait .On le mélange à de nombreux produits: des colorants,des agents gonflants, des produits anti-feu, des agents de protection contre les UV, des huiles…on mélange ensuite tous les produits entre eux, on la fait chauffer et on l’a coule dans un moule. Une fois le caoutchouc froid on le démoule.Il existe aussi des tétines en silicone.

27
Le silicone Le silicone est l’association moléculaire incluant du silicium, des membranes hydrocarboné et de l’oxygène. Les membres hydrocarbonés permettent des assemblages macromoléculaires (grosse molécule)
")
28
Attention Dans le caoutchouc se trouve du bisphénol A. La différence entre le caoutchouc et le silicone est qu’il n’y a pas de BPA( bisphénol A = produit chimique qui peut être dangereux pour les enfants). Les biberons ci-contre sont sans bisphénol A !!
. Les biberons ci-contre sont sans bisphénol A !!")
29
La Tétine (sucette) Avant de parler de la tétine, il convient de se consacrer au biberon. Les premiers biberons étaient en corne de vache et portaient le plus souvent un petit morceau de tissu recouvrant la partie que tétait l’enfant afin qu’il ne se blesse pas.C’est en 1786 que Felipo Baldini rédigea un ouvrage sur l’allaitement à la maison. Il proposa un modèle en verre qu’il présentait comme « un vaisseau qui tenait lieu de mamelle » . Ainsi par un phénomène de succion les enfants ne risquaient plus le de suffoquer. C’est au début du XIXè siècle que le flacon devient une question presque secondaire.L’essentiel des études portait alors sur le système de succion. Mme Breton mit au point des tétines dont le support était en cristal ou même en buis et la tétine en tissu ou en pis de vache ce qui lui valut un franc succès. En le modèle de Mme Breton fut amélioré par M.Darbo. Ainsi aux bouts de sein en tétine de vache, M.Darbo a substitué le liège élastique.Aux alentours de l’année 1840, M.Charrière introduit une nouvelle matière: l’ivoire ramolli. Le mamelon gagna en flexibilité.Aujourd’hui, les tétines peuvent être de deux sortes: La tétine simple uniquement destinée à être tétée. Elles s’appelle aussi sucette mais plusieurs noms régionaux existent tels que lolette en Suisse romande, nouki (du suisse allemand nuggi) dans le canton du Jura. La tétine de biberon disposant d’une fente ou d’un trou central permet l’acheminement d’aliments liquides.
 dans le canton du Jura. La tétine de biberon disposant d’une fente ou d’un trou central permet l’acheminement d’aliments liquides.")
30
Le polycarbonate Le polycarbonate est une polymère (molécule) issue de la polycondensation du bisphénol A(BPA) et d'un carbonate ou du phosgène, ou par transestérification. On obtient ainsi une matière plastique disposant d'excellentes propriétés mécaniques et d'une résistance thermique permettant une utilisation jusqu'à 120 °C. On le fait chauffer, on le coule dans un moule et on le démoule lorsqu’il est froid. Une machine décore ensuite le biberon.
 issue de la polycondensation du bisphénol A(BPA) et d un carbonate ou du phosgène, ou par transestérification. On obtient ainsi une matière plastique disposant d excellentes propriétés mécaniques et d une résistance thermique permettant une utilisation jusqu à 120 °C. On le fait chauffer, on le coule dans un moule et on le démoule lorsqu’il est froid. Une machine décore ensuite le biberon.")
31
Et pour finir Et une jolie petite image de fin pour vous montrer comme le bébé peut se régaler avec son joli biberon !!

32
OBJET :Les jantes K.B. D.P.6 (Découverte Professionnelle 6h)
")
33
Les jantes L’histoire de la jante Les premières jantes sont apparues avec la première voiture

34
Les types de jante qu’on peut trouvé :
Le plus souvent les constructeurs d’automobiles équipent les voitures de production courante de jante en tôle d’acier emboutie. Généralement des enjoliveurs en plastique peint sont ajoutés pour l’esthétique du véhicule. Les véhicules de haut de gamme sont eux équipés de jantes en alliage d’aluminium*, plus légères et plus « classes ». En compétition, on voit des jantes en alliage d’aluminium , en alliage de magnésium.Ou même en Formule1 en matériau composite pour le karting

35
La taille des jantes : Suivant le modèle ,les véhicules sont équipés de jantes de certains diamètres et d’une certaine largeur. Le diamètre et la largeur de la jante se mesure en Pouce. Les diamètre sont : -Les jantes de 10 pouces sont utilisées sur les anciennes minis -Les jantes de 12 pouces sont utilisées sur les anciennes Simca 1000 -Les jantes de 13 pouces sont très utilisées avant les année 1990.Elles sont encore utilisées pour les voiture bas de gamme -Les jantes de 14 pouces remplacent souvent la jante de 13 -Les jantes de 15 pouces remplacent souvent la jante de 14 sur les voitures de moyenne-gamme -Les jantes de 16 pouces vont devenir le plus courant -Les jantes de 17 pouces sont souvent réservées aux voitures de sport -Les jantes de 18 pouces sont couramment utilisées sur des voitures sportives -Les jantes de 19 pouces sont utilisées surtout en tunning mais maintenant pour les super-cars

36
Les fabriquant de jantes : BBS : BBS Kraftfahrzeugtechnik AG) est une compagnie allemande créée en 1970 qui fabrique et commercialise principalement des jantes en alliage d'aluminium pour l'automobile. Les jantes BBS reprennent souvent le style original des roues à rayons qu'on trouvait sur les voitures anciennes de luxe et de course. BBS produit notamment des jantes pour la compétition automobile, elle fournit des équipes de Formule 1 pour lesquelles elle produit des jantes en alliage de magnésium forgé, très fines, résistantes et légères. Dunlop Tires est une entreprise internationale basée au Royaume-Uni, filiale de l'Américain Goodyear Tire & Rubber, spécialisée dans la production de pneumatiques et de produit dérivés du caoutchouc. Enkei : est une entreprise Japonaise de jantes en alliage d'aluminium destinées à la compétition automobile, dont la Formule 1, et les voitures de tunning. Falken : est une entreprise Japonaise qui fabrique des jantes en alliage d'aluminium et des pneus destinés à la compétition automobile et aux voitures de tunning.

37
OZ Racing : OZ Racing (du nom des fondateurs Silvano Oselladore et Pietro Zen) est une compagnie italienne qui fabrique et commercialise principalement des jantes en alliage d'aluminium pour la compétition automobile et moto. Speed line est une entreprise Italienne qui fabrique des jantes en alliage d'aluminium pour les automobiles de courses, de tunning, mais aussi dans plusieurs catégories en Formule 1, en Rallye, en DTM et en Super GT.

38
Les matériaux : La matière première Aluminium : L’aluminium est un élément chimique, de symbole Al et de numéro atomique 13. C’est un élément important sur la Terre avec 1,5 % de la masse totale. En fait, il est très oxydable mais à l’air, il se forme une couche de quelques micromètres d’alumine, un oxyde imperméable de formule Al2O3 qui protège le reste du métal et se reforme très rapidement. On parle alors d’une protection cinétique contrairement à la protection thermodynamique car l’aluminium reste très oxydable C’est un métal argenté et malléable. Il est remarquable pour sa résistance à l’oxydation et sa faible densité. Il est principalement extrait de la bauxite, minerai où il est présent sous forme d’oxyde hydraté dont on extrait l’alumine. Il peut aussi être extrait de la néphéline, de la leucite, de la sillimanite, de l'andalousite et de la muscovite.

39
Jantes en acier embouti jantes en alu noir Jantes de F1

40
OBJET : Couronne ceramo-métallique
M.M.B. D.P.6 (Découverte Professionnelle 6h)
")
41
Couronne ceramo-métallique
C’est la couronne la plus utilisée il s’agit d’une armature en métal recouverte de céramique

42
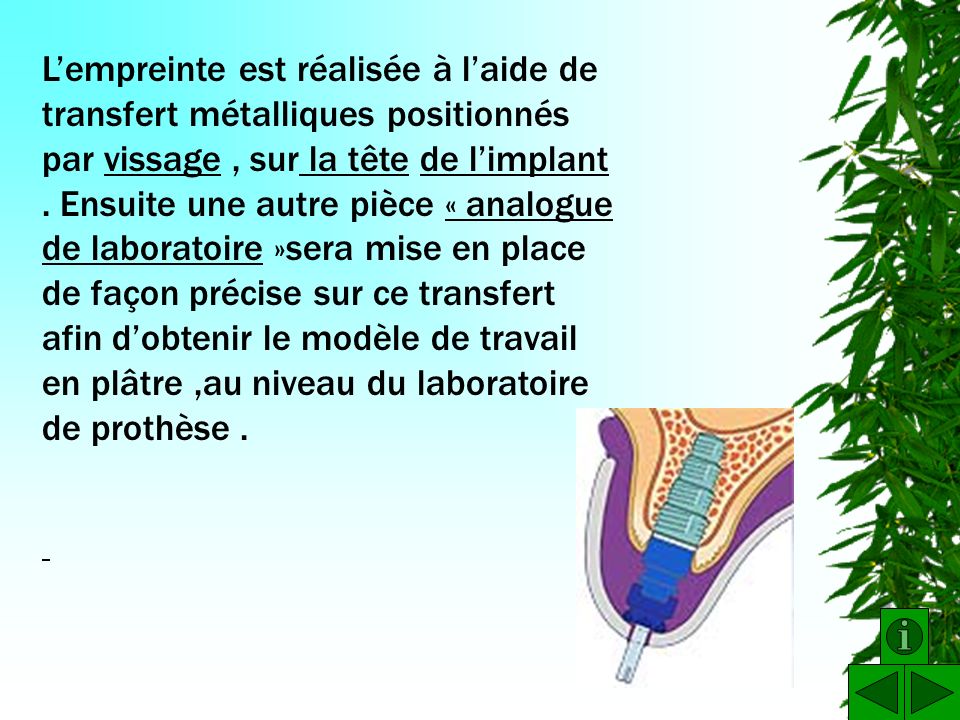
Lorsque la gencive a cicatrisée autour du formeur gingival ou de la couronne provisoire , une empreinte de l’implant peut être réalisée. L’empreinte permet d’obtenir des rapports exacts entre l’implant , l’arcade dentaire de la gencive . la position de l’implant peut ainsi être transférée sur un modèle en plâtre.

43
L’empreinte est réalisée à l’aide de transfert métalliques positionnés par vissage , sur la tête de l’implant . Ensuite une autre pièce « analogue de laboratoire »sera mise en place de façon précise sur ce transfert afin d’obtenir le modèle de travail en plâtre ,au niveau du laboratoire de prothèse .
44
Le sommet de l’analogue du laboratoire est entouré d’un matériau plastique , imitant la gencive permettant de recréer la forme de la gencive et la profondeur de l’attache gingivale autour de l’implant L’abutement prothétique est choisi selon les exigences fonctionnelles , la situation buccale et les considérations esthétiques . L’abutement est selon les cas, une pièce en titane ou en titane et porcelaine

45
La couronne est réalisée en porcelaine ou en porcelaine cuite sur métal
La vis axiale assure la rétention de l’abutement par l’implant

46
La vis horizontale retient la couronne sur l’abutement .
La vis horizontale peut être remplacée par un ciment de scellement de la couronne sur l’abutement La réalisation de la couronne ceramo-métallique est assurée par un technicien de laboratoire qui généralement choisit sa teinte avec le patient .

47
Le bord de la couronne repose sur la marge « épaulement » de l’abutement .
Cet épaulement est réglé à la fraise , de façon à ce que le bord prothétique soit situé approximativement à 2mm sous la gencive .

48
La future base métallique de la couronne est montée en cire
Cette maquette est coulée en métal et recouverte d’une couche de porcelaine opaque ,qui est réalisée en 2 applications afin que le métal soit marqué sous la céramique La couronne est recouverte de porcelaine . Plusieurs couches sont appliquées avec de la céramique de la couleur dentine et émail . La masse en porcelaine est cuite au four à une température d’environ 900 degrés centigrades. 2 cuisson sont réalisées au cours de la finition .Les surfaces masticatoires de la couronne sont réglées afin de vérifier leur contacts avec les dents adjacentes

49
Il est essentiel de recréer un harmonie de couleur avec les dents environnantes .c’est pourquoi des pigments sont ajoutés au sein des poudres en porcelaine dentine et émail.
50
Si la prothèse doit être démontable ,une vis de rétention est placée 1 mm au dessus de la surface gingival , sur la face interne de la dent permettant ainsi de la cacher à la vue Avant que la couronne soit mise en place ,une dernière cuisson est réalisée .Le glaçage permet d’obtenir une surface lisse et ayant l’aspect naturel de la dent prothétique.

51
Information La porcelaine n'est pas issue d'une argile naturelle. Elle est principalement composée d'un mélange de quartz, de feldspath et de kaolin, additionnés d'argile à pipe afin d'augmenter sa plasticité . Le titane est un élément chimique métallique . C'est un métal de transition léger, résistant, d'un aspect blanc métallique, qui résiste à la corrosion. Le titane est principalement utilisé dans les alliages (Un alliage est une combinaison d'un métal avec un ou plusieurs autres éléments chimiques) légers et résistants, et son oxyde est utilisé comme pigment blanc.( On trouve cet élément dans de nombreux minerais mais ses principales sources sont le rutile) Le rutile est une espèce minérale composée de dioxyde de titane. Le rutile est la forme la plus stable de dioxyde de titane et est produit à haute température
 légers et résistants, et son oxyde est utilisé comme pigment blanc.( On trouve cet élément dans de nombreux minerais mais ses principales sources sont le rutile) Le rutile est une espèce minérale composée de dioxyde de titane. Le rutile est la forme la plus stable de dioxyde de titane et est produit à haute température.")
52
OBJET :le verre de vitre
D.P.6 (Découverte Professionnelle 6h)
")
53
Le verre de vitre

54
Les matières premières de bases:
Vitrifiant (oxyde formateur du réseaux vitreux): le sable(SiO2) Fondant (oxyde abaissant la température de fusion): carbonate de sodium(Na2O) Stabilisant(durabilité chimique): calcaire(CaO), magnésie(MgO), alumine(Al2O3) Calcin(abaissement de la température de fusion): verre recyclé Additifs divers: oxydes métalliques(colorant,opalisant…)
: le sable(SiO2) Fondant (oxyde abaissant la température de fusion): carbonate de sodium(Na2O) Stabilisant(durabilité chimique): calcaire(CaO), magnésie(MgO), alumine(Al2O3) Calcin(abaissement de la température de fusion): verre recyclé. Additifs divers: oxydes métalliques(colorant,opalisant…)")
55
Les matières premières particulières:
Anydride Borique, Oxyde de Plomb, composés de Fluor, Sel de Lithium…

56
Utilisation du verre silico-sodo-calcique:
Le verre silico-sodo-calcique est utilisé pour les transports, le bâtiment, le mobilier, et la décoration.

57
Composition du verre silico-sodo-calcique:
71% de vitrifiant 14% de fondant 10% de stabilisant 5% d’autres produit

58
Il existe 2 façons de fabriquer le verre
Le procédé de Fourcault et Pittsburg Le procédé Libbey Owens

59
Procédé Fourcault et pittsburg
Le Verre est étiré verticalement après être passé au travers d’une fente ménagée dans une pièces en réfraction (débiteuse) qui flotte à la surface du verre en fusion.
 qui flotte à la surface du verre en fusion.")
60
Procédé Libbey -Owens La feuille de verre, après être étirée verticalement sur 1 mètre50 environ, est pliée à l’angle droit sur un rouleau (plieur) avant de pénétrer horizontalement dans l’étenderie de recuisons.
 avant de pénétrer horizontalement dans l’étenderie de recuisons.")
61
Définition Vitrifier : fondre une substance de manière qu’elle se transforma en verre Fondant :produit qui favorise la fusion d’une substance Stabilisant :produit qui stabilise une matière ,qui ralentit une réaction chimique Calcin :dépôt de calcaire

62
OBJET : volaille Y.B. D.P.6 (Découverte Professionnelle 6h)
")
63
Viande de volaille : Selon le législateur, une volaille effilée est un sujet ayant subi l'ablation de l'intestin par l'orifice cloacal sans enlèvement des autres viscères (jabot, foie, gésier, cœur et poumons) ni des abattis (pattes, tête et cou). Alors qu'une volaille éviscérée (ou prête à cuire) a subi l'ablation totale de l'œsophage et du jabot, de la trachée, des viscères thoraciques (cœur et poumons) et abdominaux (pro ventricule, gésier, intestin, foie), du cou (celui-ci étant coupé à sa naissance thoracique et un morceau de peau du cou suffisamment grand mais non excessif étant rabattu de telle sorte que l'ouverture soit masquée) et des pattes - ces dernières étant coupées à l'articulation du jarret ou, au maximum, un centimètre au-dessous de cette articulation.
 ni des abattis (pattes, tête et cou). Alors qu une volaille éviscérée (ou prête à cuire) a subi l ablation totale de l œsophage et du jabot, de la trachée, des viscères thoraciques (cœur et poumons) et abdominaux (pro ventricule, gésier, intestin, foie), du cou (celui-ci étant coupé à sa naissance thoracique et un morceau de peau du cou suffisamment grand mais non excessif étant rabattu de telle sorte que l ouverture soit masquée) et des pattes - ces dernières étant coupées à l articulation du jarret ou, au maximum, un centimètre au-dessous de cette articulation.")
64
Elle peut être présentée soit sans abats, soit avec abats, auquel cas ceux-ci font obligatoirement l'objet d'un conditionnement comprenant le foie (dépourvu de vésicule biliaire), le gésier (dépourvu de revêtement corné), le cœur (dépourvu de membrane péricardique), éventuellement la tête et le cou. On distingue les parties suivantes dans la découpe de la volaille : les "blancs", masse pectorale. Ceux-ci ont parfois tendance à se dessécher lors des cuissons rôties. les cuisses, les ailes.

65
Production : La France a produit en 2004 près de deux millions de tonnes de volailles dont 40 % proviennent de Bretagne et 23 % des Pays de la Loire. Elle est le premier producteur européen avec 36 % Les trois premiers producteurs mondiaux sont (en 2004) les États-Unis avec 18 millions de tonnes, la Chine avec 14 millions de tonnes et le Brésil avec 9 millions de tonnes. Consommation : En France, il s'agit de la troisième viande consommée (24 kg/an/habitant) après le porc (36 kg/an/habitant) et le bœuf (27 kg/an/habitant
 les États-Unis avec 18 millions de tonnes, la Chine avec 14 millions de tonnes et le Brésil avec 9 millions de tonnes. Consommation : En France, il s agit de la troisième viande consommée (24 kg/an/habitant) après le porc (36 kg/an/habitant) et le bœuf (27 kg/an/habitant.")
66
OBJET : la tôle sur les véhicules
T.B. D.P.6 (Découverte Professionnelle 6h)
")
67
La tôle sur les véhicules
La carrosserie et l’enveloppe rigide d’une machine, destinée à protéger les personnes et le éléments mécaniques des intempéries. Elle tire son nom des voitures hippomobiles, dont les chevaux ont été remplacés par un moteur sur les véhicules modernes. Au 15ème siècle, la génération des premiers « hauts fourneaux » de 4 à 6 mètres de haut propagea une découverte fortuite mais majeure : un métal ferreux à l’état liquide, la forte, qui se prêtait à la fabrication de toutes sortes d’objets. La fonte permettait également de produire du fer en abondance, grâce à l’affinage : le lingot de fonte était chauffé et soumis à de l’air soufflé, ce qui provoquait la combustion du carbone contenu dans la fonte et écoulement du fer goutte à goutte, formant une masse pâteuse de fer brut.

68
Dans les véhicules hippomobiles, la carrosserie était principalement fait d’un assemblage de panneaux de bois posés sur des montants. En construction automobile, on emploie des plaques de métal embouties. - Parfois la tôle d’acier est remplacé par la tôle d’aluminium. - Certains constructeurs sont spécialisés dans l’utilisation de panneaux et de structure de fibre de verre.

69
OBJET :Jouets pour enfants
A.S. L.P. D.P.6 (Découverte Professionnelle 6h

70
Les jouets pour enfants
Un jouet est un objet dont la fonction principale est de permettre le jeu. La plupart des jeunes mammifères ont été observés à jouer avec tout ce qu’ils peuvent trouver en tournant autour des choses telles que des pommes de pin, des rochers, ou de la nourriture comme des jouets. Il s’agit simplement des sens d’un être vivant, et les jouer ont une histoire aussi ancienne que la civilisation humaine elle-même. Des jouets et des jeux ont été découverts sur les sites des civilisations anciennes. Ils ont été décrits dans certains écrits de nos plus anciennes littératures. Les jouets provenant des fouilles de la civilisation de la vallée des l’Indus sont des petites charrettes, des sifflets en forme d’oiseaux, des singes et des jouets qui pourraient glisser sur un chaîne.

71
Les premiers jouets Les premiers jouets ont été fabriqués à partir de matériaux trouvés dans la nature, comme des roches, des bâtons, et de l’argile. Il y a des milliers d’années, les enfants égyptiens jouaient avec des poupées qui avaient des perruques et des membres mobiles en pierre, en céramique ou en bois. Dans la Grèce antique et la Rome antique, les enfants jouaient avec des poupées de cire ou de terre cuite, des bâtons, des arcs et flèches, et des yoyos. Lorsque les enfants grecs, en particulier les filles, grandissent , il est d’usage pour eux de sacrifier les jouets de leur enfance à des dieux. À la veille de leur mariage, les jeunes filles d’environ quatorze ans offraient leurs poupées dans un temple comme un rite de passage vers l’âge adulte.

72
La technologie d’aujourd’hui
Comme la technologie a changé et que la civilisation a progressé, les jouets ont aussi changé. Alors que les jouets antiques ont été fait à partir de matériaux trouvés dans la nature comme la pierre, le bois, et l'herbe, les jouets modernes sont souvent en matière plastique, en textile, et en matières synthétiques. Les anciens jouets étaient souvent fabriqués par les parents et la familles des enfants qui les ont utilisé, ou par les enfants eux-mêmes. Les jouets modernes, en revanche, sont souvent produits en masse et vendus dans les magasins

73
La matière plastique Une matière plastique ou en langage courant un plastique désigne un mélange contenant une matière de base (un polymère) qui est susceptible d'être moulé, façonné, en général à chaud et sous pression, afin de conduire à un semi-produit ou à un objet. Le mot « plastique » dérive de plasticité. Les matières plastiques couvrent une gamme très étendue de matériaux polymères synthétiques ou artificiels. On peut observer aujourd'hui sur un même matériau des propriétés qui n'avaient jamais auparavant été réunies, par exemple la transparence et la résistance aux chocs. Les textiles (fils et fibres) ainsi que les élastomères ne sont pas des matières plastiques proprement dites. Généralement, les polymères industriels ne sont pas utilisés à l'état « pur », mais mélangés à des substances miscibles ou non dans la matrice polymère. Structure typique d'une formule : matière plastique = polymère(s) brut(s) (résine(s) de base) + charges + plastifiant(s) + additifs
 qui est susceptible d être moulé, façonné, en général à chaud et sous pression, afin de conduire à un semi-produit ou à un objet. Le mot « plastique » dérive de plasticité. Les matières plastiques couvrent une gamme très étendue de matériaux polymères synthétiques ou artificiels. On peut observer aujourd hui sur un même matériau des propriétés qui n avaient jamais auparavant été réunies, par exemple la transparence et la résistance aux chocs. Les textiles (fils et fibres) ainsi que les élastomères ne sont pas des matières plastiques proprement dites. Généralement, les polymères industriels ne sont pas utilisés à l état « pur », mais mélangés à des substances miscibles ou non dans la matrice polymère. Structure typique d une formule : matière plastique = polymère(s) brut(s) (résine(s) de base) + charges + plastifiant(s) + additifs.")
74
Le textile Un textile est le nom donné à toute étoffe ou matériau réalisé à partir de fibres ou de filaments (naturels ou synthétiques, organiques ou minéraux) ou de matériaux textiles. Parmi les textiles, on trouve les mâts de fibres (les pansements, les filtres, le feutre) des mèches (pansements) des fils (à coudre, à tricoter, à tisser), les tricots (rectiligne, circulaire, fullyfashioned), les tissus (traditionnel, Jacquard, multiple, double face, multi-axial, 2D et demi, 3D) et bien d'autres.
 ou de matériaux textiles. Parmi les textiles, on trouve les mâts de fibres (les pansements, les filtres, le feutre) des mèches (pansements) des fils (à coudre, à tricoter, à tisser), les tricots (rectiligne, circulaire, fullyfashioned), les tissus (traditionnel, Jacquard, multiple, double face, multi-axial, 2D et demi, 3D) et bien d autres.")
Présentations similaires

>")

>")
















