Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Exemple de progrès en grande distribution
Rémy RIVAL : Directeur Développement & Applications - Johnson Controls

2
Sommaire : I - Les habitudes en GMS II - Les nouvelles obligations sur les FF et objectifs induits III - Les solutions envisageables Applications de froid positif Applications de froid négatif IV – Exemples concrets

3
I – Les habitudes en GMS :
A ce jour en France : 90 à 95 % des réalisations FC sont réalisées en détente directe R404A aussi bien en positif qu’en négatif R 404 A : ODP = 0 ; GWP = 3900 En positif : COP médiocre (< 12 % au R22 à -10/+45°C) TEWI mauvais En négatif : COP bon TEWI moyen Mais permet : Uniformité du fluide (positif et négatif) ; Coûts d ’investissement corrects (Vol bal > de 8 à 10 % à celui du R22 entre °C et - 45 °C) ; Une technologie maitrisée par l’ensemble de la profession.
 TEWI mauvais. En négatif : COP bon. TEWI moyen. Mais permet : Uniformité du fluide (positif et négatif) ; Coûts d ’investissement corrects (Vol bal > de 8 à 10 % à celui du R22 entre - 15°C et - 45 °C) ; Une technologie maitrisée par l’ensemble de la profession.")
4
Jusqu’à présent en France, les coûts d’investissement étaient prioritaires par rapport aux coûts d’exploitation ce qui conduisait à des solutions classiques R404A DX, de surcroît pas toujours optimisées (Taille échangeurs, régulation, type de détente…). De plus la solution R404A DX était la solution de base des cahiers des charges. L’évolution était possible vers de nouvelles solutions si : coûts d’installation identiques voire inférieurs ; coûts d’exploitation et de maintenance identiques voire inférieurs ; exploitation d ’un fluide sans impact sur l ’environnement ; bonne fiabilité d ’exploitation ;

5
II – Les nouvelles obligations sur les FF et objectifs induits :
Les nouvelles obligations sont nombreuses : 4 contrôles manuels d’étanchéité à effectuer dans l’aire de vente chaque année et 2 dans la SDM si contrôleurs d’ambiance (si charge > 300 kg) ; Tenue de registres consignant les mouvements de fluide, les résultats des contrôles d’étanchéité ….à conserver 5 ans ; Déclaration à la préfecture de tout dégazage ponctuel de plus de 20 kg de fluide ou tous dégazages annuels cumulés de plus de 100 kg ; Déclaration de fuite si charge du système supérieure à 300 kg ; …; Et impactent directement les coûts d’exploitation. Les incertitudes sur l’avenir le sont encore plus : Risque de taxation des fluides HFC (ex : Danemark Taxe = 20 Ctes d’euro / unité de GWP soit 78 € / kg de R404A) ; Futur des HFC et des fluides à fort GWP…
 ; Tenue de registres consignant les mouvements de fluide, les résultats des contrôles d’étanchéité ….à conserver 5 ans ; Déclaration à la préfecture de tout dégazage ponctuel de plus de 20 kg de fluide ou tous dégazages annuels cumulés de plus de 100 kg ; Déclaration de fuite si charge du système supérieure à 300 kg ; …; Et impactent directement les coûts d’exploitation. Les incertitudes sur l’avenir le sont encore plus : Risque de taxation des fluides HFC (ex : Danemark Taxe = 20 Ctes d’euro / unité de GWP soit 78 € / kg de R404A) ; Futur des HFC et des fluides à fort GWP…")
6
Auxquelles s’ajoutent des contraintes économiques visant à rendre les détenteurs d’équipement encore plus vigilants sur les consommations énergétiques, pour impacter favorablement les résultats financiers, en réduisant les coûts d’exploitation. Parallèlement à cela, le développement durable est perçu très favorablement par la population, et devient même une valeur marchande reconnue sur laquelle il est bon de communiquer. Toutes ces contraintes, évolutions des mentalités et convictions propres conduisent les décideurs à : Rechercher un confinement maximum des fluides ; Recourir aux fluides naturels ; Mettre en œuvre des solutions visant à réduire les consommations énergétiques et ce, aussi bien en première monte qu’en deuxième monte ; En ce qui concerne les coûts d’investissement, la référence reste le R404A DX. L’augmentation des coûts d’exploitation (recherche fuites, tenue registres, prix du kWh…) et les risques d’application d’une surtaxe font évoluer les mentalités mais dans la plupart des cas, il reste très difficile de proposer des solutions présentant un coût sensiblement supérieur à celui du R404A DX.
 et les risques d’application d’une surtaxe font évoluer les mentalités mais dans la plupart des cas, il reste très difficile de proposer des solutions présentant un coût sensiblement supérieur à celui du R404A DX.")
7
III – Les solutions envisageables :
Applications de froid positif : il est possible de confiner les FF en SDM en exploitant un fluide frigoporteur au niveau de la distribution et de l’utilisation. Le refroidissement indirect est intéressant en ce sens qu’il permet : De réduire et confiner la charge en SDM (Contrôle fuite aisé) ; Une meilleure efficacité des échangeurs terminaux (ni huile, ni surchauffe) ; Un meilleur dégivrage et une meilleure qualité du froid (inertie des batteries, faible ∆T entre medium et frigoporteur…) ; Une réduction des couts de maintenance et de contrôle ; Une impossibilité de contact entre le FF et le public ou les aliments… Au-delà du confinement de la charge, il permet de mettre en œuvre des FF non utilisables dans une autre configuration :
 ; Une meilleure efficacité des échangeurs terminaux (ni huile, ni surchauffe) ; Un meilleur dégivrage et une meilleure qualité du froid (inertie des batteries, faible ∆T entre medium et frigoporteur…) ; Une réduction des couts de maintenance et de contrôle ; Une impossibilité de contact entre le FF et le public ou les aliments… Au-delà du confinement de la charge, il permet de mettre en œuvre des FF non utilisables dans une autre configuration :")
8
R134a : Fluide pur, GWP (1400), COP correct (6%< à celui du R22 à °C), bon TEWI - Mais volume de gaz aspiré supérieur de plus de 60% à celui du R22 d’où surcoûts importants (taille des cp, taille des tuyauteries, charge réfrigérant…) – Compensable en l’absence de réseau avec compresseurs à grande vitesse ou vis ; R407C : GWP Gestion facile du glissement sur échangeur refroidisseur de frigoporteur ; NH3 : Exploitable si confiné en salle des machines. Prévoir sécurités et contraintes d'installation + coût du m3 d'eau pour l'exploitation (condensation sur systèmes à évaporation d'eau) ; R410A : GWP pression plus simple à gérer en monobloc ; R404A : GWP mêmes inconvénients qu'en direct ; HC : Problème de l’inflammabilité ; Autres fluides à faible GWP à venir.
 ; R410A : GWP pression plus simple à gérer en monobloc ; R404A : GWP mêmes inconvénients qu en direct ; HC : Problème de l’inflammabilité ; Autres fluides à faible GWP à venir.")
9
Solution positive 1 : Frigoporteur aqueux monophasique
C’est la solution la plus fréquemment rencontrée dans le cas de refroidissement indirect. Elle permet de bénéficier de l’ensemble des avantages exposés préalablement. Son principal inconvénient est lié aux diamètres des tuyauteries à mettre en œuvre ce qui engendre des coûts de réalisation plus élevés. Une attention toute particulière est indispensable pour obtenir un rendement énergétique correct malgré les irréversibilités. Un rendement comparable à celui d’une installation R404A DX classique peut être obtenu en : Optimisant la T° d’évaporation ; Optimisant les systèmes de détente, de condensation et de pompage ; Utilisant un frigoporteur à base d’antigels naturels ; Utilisant des matériaux optimisés pour la réalisation du réseau ; … ;

10
Solution positive 2 : Frigoporteur CO2 diphasique
L’exploitation du CO2 comme fluide frigoporteur sur la partie positive permet de réduire légèrement les coûts par rapport à une installation frigoporteur aqueuse monophasique. Les surcoûts liés à la mise en place du reliquéfacteur, du réservoir, des pompes frigorigène sont compensés en partie par les gains sur les tuyauteries et sur les systèmes de détente. pour 200kW à -12°C >R404A 2 1/8 pour liq et 4 1/8 pour aspi > MEG 30 % frigoporteur 3 5/8 > CO2 frigoporteur 1 5/8 et 2 1/8 Le prix reste cependant notablement supérieur à celui d’une solution R404A DX et se rapproche plus de celui d’une solution frigoporteur classique.

11
A noter qu’à ce niveau de T°, les pressions développées par le CO2 frigoporteurs sont relativement élevées (31,3 bar à - 5°C). Elles permettent cependant la mise en œuvre de composants frigorifiques classiques. En ce qui concerne le rendement énergétique, les irréversibilités (échangeur et pompes) sont compensées par la qualité de l’échange (proportion liq/DD, absence d’huile, pp thermodynamiques du CO2…) et la suppression de la variation de température côté frigoporteur qui permet une température de frigoporteur plus élevée (+ comparatif R717, R134A…).
 sont compensées par la qualité de l’échange (proportion liq/DD, absence d’huile, pp thermodynamiques du CO2…) et la suppression de la variation de température côté frigoporteur qui permet une température de frigoporteur plus élevée (+ comparatif R717, R134A…).")
12
Solution positive 3 : frigoporteur aqueux diphasique
Cette solution consiste à exploiter un mélange diphasique (liq/sol coulis de glace). Les avantages liés à l'exploitation de la chaleur latente de changement d'état sont innombrables puisqu’ils permettent : - une réduction très importante des débits et sections de tube; - un rendement énergétique amélioré ; - une accumulation de froid permettant d'effacer les pointes et, par la même, de diminuer la puissance frigorifique installée (intérêt relatif en GMS) ; - une qualité de froid irréprochable (bon échange, delta T minime sur échangeurs primaires et secondaires…) … Cette technologie est freinée (au regard des contraintes du marché actuel) du fait de l ’absence sur le marché de générateurs de coulis qui soient à la fois fiables, efficaces, d’un encombrement correct et d’un prix acceptable (acquisition, exploitation et maintenance) ; d’autant plus que le stockage qui est l’un des atouts important nécessite un investissement supplémentaire (évolution du kWh à suivre).
. Les avantages liés à l exploitation de la chaleur latente de changement d état sont innombrables puisqu’ils permettent : - une réduction très importante des débits et sections de tube; - un rendement énergétique amélioré ; - une accumulation de froid permettant d effacer les pointes et, par la même, de diminuer la puissance frigorifique installée (intérêt relatif en GMS) ; - une qualité de froid irréprochable (bon échange, delta T minime sur échangeurs primaires et secondaires…) … Cette technologie est freinée (au regard des contraintes du marché actuel) du fait de l ’absence sur le marché de générateurs de coulis qui soient à la fois fiables, efficaces, d’un encombrement correct et d’un prix acceptable (acquisition, exploitation et maintenance) ; d’autant plus que le stockage qui est l’un des atouts important nécessite un investissement supplémentaire (évolution du kWh à suivre).")
13
Autre solution : CO2 transcritique
L’exploitation du CO2 en cycle transcritique n’est pas développée car de nombreuses interrogations persistent : Quid du rendement énergétique selon T° extérieure (subcritique ou transcritique) et besoins de récupération de chaleur ; Quid de la fiabilité ; Quid des opérations de service et de maintenance (niveaux de pression et de température)…
 et besoins de récupération de chaleur ; Quid de la fiabilité ; Quid des opérations de service et de maintenance (niveaux de pression et de température)…")
14
Applications de froid négatif :
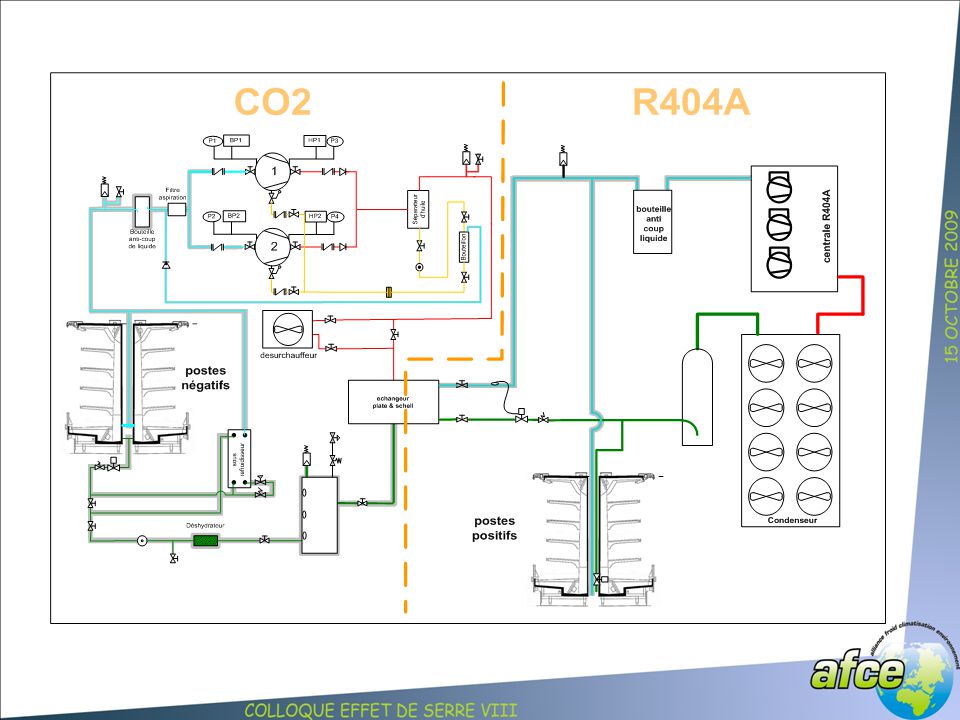
Solution négative 1 : CO2 cascade frigorigène Cette technologie permet d’utiliser le CO2 comme fluide frigorigène (compression, condensation puis détente directe dans les postes) tout en s’affranchissant des hautes pressions et en bénéficiant des avantages thermodynamiques du CO2 : Fluide naturel, corps pur, aucun impact sur couche d’ozone (ODP=0) et faible contribution à l’effet de serre (GWP=1) ; Ininflammable, non toxique (classé A1, L1) mais risque d’anoxie, non corrosif ; Diminution des diamètres de tuyauterie et composants de taille réduite (Charge/4) ; Bon rendement énergétique COP supérieur de 12,3 % par rapport à centrale R404A classique Certificat économie d’énergie BAT - EQ - 17 ; Diminution de la contribution à l’effet de serre (TEWI) de l’ordre de 70 % ; Réduction des contraintes d’exploitation (pas de contrôles fuites aire de vente, ni tenue registres, ni déclaration préfecture…) et des risques d’application d’une surtaxe ; Encombrement et niveau sonore réduits et pas de condenseur négatif en toiture (seul le condenseur positif est légèrement plus grand) ; Récupération de chaleur favorisée car globale sur positive.
 tout en s’affranchissant des hautes pressions et en bénéficiant des avantages thermodynamiques du CO2 : Fluide naturel, corps pur, aucun impact sur couche d’ozone (ODP=0) et faible contribution à l’effet de serre (GWP=1) ; Ininflammable, non toxique (classé A1, L1) mais risque d’anoxie, non corrosif ; Diminution des diamètres de tuyauterie et composants de taille réduite (Charge/4) ; Bon rendement énergétique COP supérieur de 12,3 % par rapport à centrale R404A classique Certificat économie d’énergie BAT - EQ - 17 ; Diminution de la contribution à l’effet de serre (TEWI) de l’ordre de 70 % ; Réduction des contraintes d’exploitation (pas de contrôles fuites aire de vente, ni tenue registres, ni déclaration préfecture…) et des risques d’application d’une surtaxe ; Encombrement et niveau sonore réduits et pas de condenseur négatif en toiture (seul le condenseur positif est légèrement plus grand) ; Récupération de chaleur favorisée car globale sur positive.")
15
Avec des puissances disponibles allant de 5 kW (2 compresseurs) à plus de 450 kW (6 compresseurs) au régime -37°C / -9°C, les productions CO2 cascade permettent de répondre à l’ensemble des applications GMS mais aussi à une partie des applications semi-industrielles et industrielles (entrepôts, process…). Alliée à une automation dédiée incorporant anticipations et sécurités, l’exploitation des productions CO2 cascades est tout a fait adaptée aux contraintes de la GMS. En ce qui concerne les prix de réalisation, la mise en œuvre d’un système CO2 cascade entraine : Une plus value au niveau de la production ; une moins value au niveau du réseau basse température ( ± importante selon la taille de celui-ci) ; une moins value au niveau de la quantité du fluide et du prix du fluide ; Ce qui le plus souvent, conduit à un prix de réalisation similaire à celui d’un système R404A DX.
 ; une moins value au niveau de la quantité du fluide et du prix du fluide ; Ce qui le plus souvent, conduit à un prix de réalisation similaire à celui d’un système R404A DX.")
18
Solution négative 2 : L’exploitation du CO2 comme frigoporteur n’est pas développée pour le négatif car : Prix forcément plus élevé que R404A DX Rendement énergétique au mieux similaire à R404 DX Quantité CO2 plus importante qu’en détente directe Solution négative 3 : L’exploitation du CO2 en cycle transcritique n’est pas développée car de nombreuses interrogations persistent : Quid du rendement énergétique selon T° extérieure (subcritique ou transcritique) Quid de la fiabilité Quid des opérations de service et de maintenance…
 Quid de la fiabilité. Quid des opérations de service et de maintenance…")
19
IV – Exemples concrets :
Cora City Concorde à Bertrange (Luxembourg) Mise en service : Novembre 2008 Agence : Johnson Controls Grand Est Heillecourt Production positive 1 : Fluide : NH3 Frigoporteur : MPG 4 compresseurs à vis Bitzer type OSKA7461-K Condensation sur aero-réfrigérant Luve-Contardo type EHLD2N 2257 B 10 V avec système de pulvérisation d’eau Production positive 2 : Idem Production positive 1 Production négative 1 : Fluide : CO2 détente directe 4 compresseurs scroll Copeland type ZO 58 Condensation en cascade sur boucle frigoporteur 1 ou 2 Production négative 2 : Idem Production négative 1 Automation skids NH3 + cascades CO2 : M System avec accès aux données via Web Food
 Mise en service : Novembre Agence : Johnson Controls Grand Est Heillecourt. Production positive 1 : Fluide : NH3 Frigoporteur : MPG. 4 compresseurs à vis Bitzer type OSKA7461-K. Condensation sur aero-réfrigérant Luve-Contardo type EHLD2N 2257 B 10 V avec système de pulvérisation d’eau. Production positive 2 : Idem Production positive 1. Production négative 1 : Fluide : CO2 détente directe. 4 compresseurs scroll Copeland type ZO 58. Condensation en cascade sur boucle frigoporteur 1 ou 2. Production négative 2 : Idem Production négative 1. Automation skids NH3 + cascades CO2 : M System avec accès aux données via Web Food.")
26
Super U Plélan le Grand : CO2 cascade, récupération de chaleur pour le chauffage, panneaux solaires pour ECS , gestion éclairage, HP flottante, BP flottante, Allées Confort…

27
ITM Sens : CO2 cascade, VEV compresseurs, récupération de chaleur pour le chauffage, gestion éclairage, HP flottante, BP flottante, Allées Confort…

29
Conclusion : D’une manière générale, nous constatons les tendances suivantes : Impact développement durable de plus en plus important dans l’image et dans la conception conduisant à une mutation des solutions techniques mises en œuvre ; Diminution des besoins frigorifiques : Type de mobilier, amélioration des performances (couvercles, leds, rideaux…) ; Effort de réduction des fuites de la part des exploitants et des services de maintenance ; Des bureaux d’étude encore trop souvent traditionnels dans leurs cahiers des charges ;
 ; Effort de réduction des fuites de la part des exploitants et des services de maintenance ; Des bureaux d’étude encore trop souvent traditionnels dans leurs cahiers des charges ;")
30
Merci de votre attention

Présentations similaires







![[ Et si le CO2 remplaçait l’eau dans les réseaux thermiques?]](/1/10305/big_thumb.jpg "[ Et si le CO2 remplaçait l’eau dans les réseaux thermiques?]>")


















