Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
BTS CPI: Conception de produits industriels
Loïc Philippoteaux /10/2014 BTS CPI: Conception de produits industriels Obtention des formes en coulée par gravité Analyser une solution technique d’élaboration de coulée par gravité Appliquer de manière raisonnée des règles de tracé, et identifier des contraintes géométriques et dimensionnelles associées

2
Contexte de formation: la filière et son positionnement
Objectifs de la formation: BTS CPI Technicien de bureau d’études Modification, amélioration, reconception ou création de produits industriels pluritechnologiques A l’issue de la formation: => Insertion professionnelle ou poursuite d’études en école d’ingénieurs

3
Activités professionnelles:
Définition des limites de l’étude Constitution du dossier d’étude Conception préliminaire Conception détaillée Constitution du dossier de définition de produit Gestion des activités de bureau d’études

4
Cadre du sujet et de la leçon proposée:
Objectif général adjacent: Etre capable de mener la fabrication d’une pièce et de choisir la meilleure relation matériau procédé 2 compétences majeures: C20: Choisir un matériau et un procédé d’élaboration compatible avec les fonctions et formes de la pièce C21: Intégrer les exigences ou propositions d’un spécialiste du procédé

5
Détail des compétences attendues (1/2):
C20: Choisir un matériau et un procédé d’élaboration compatible avec les fonctions et formes de la pièce Données Compétences détaillées Indicateur de performance Eléments économiques Cahier des charges fonctionnel Modèle de la pièce Bases de données procédé/Matériau (logiciels, modules métiers) Possibilité d’essais Vérifier l’aptitude du matériau à satisfaire les conditions fonctionnelles ou d’élaboration Vérifier compatibilité formes de la pièce/procédé Pertinence du choix de matériau (critères technico-économiques) Compatibilité du couple Matériau/Procédé
 Possibilité d’essais. Vérifier l’aptitude du matériau à satisfaire les conditions fonctionnelles ou d’élaboration. Vérifier compatibilité formes de la pièce/procédé. Pertinence du choix de matériau (critères technico-économiques) Compatibilité du couple Matériau/Procédé.")
6
Détail des compétences attendues (2/2):
C21: Intégrer les exigences ou propositions d’un spécialiste du procédé Données Compétences détaillées Indicateur de performance Eléments économiques Cahier des charges Maquette numérique Résultats de simulation numérique d’un procédé d’obtention Contact avec un spécialiste du procédé Enoncer les contraintes économiques de la pièce à fabriquer Argumenter le choix du couple matériau/procédé Identifier la relation procédé/caractéristi-que mécanique du matériau Définir la géométrie de la pièce par rapport au procédé Echanger avec un spécialiste Exhaustivité et exactitude des critères Compatibilité de la géométrie de la pièce avec le procédé utilisé

7
Evaluation de ces compétences au sein du BTS:
Compétence C20 évaluée à partir de l’épreuve E52: Analyse et spécifications de produit (Ecrit 4h, coeff 2,5) Compétence C21 évaluée à partir de la présentation du dossier de projet Part théorique + pratique
 Compétence C21 évaluée à partir de la présentation du dossier de projet. Part théorique + pratique.")
8
Elaboration de la séquence d’enseignement (1/4): Analyse de la place du sujet dans le cycle de formation: Savoir 8: Industrialisation des produits (264h) 1ère année: 4h/semaine (2h cours, 2h TP) => 120h 2ème année: 4h/semaine (2h cours, 2h TP) => 144h
 1ère année: 4h/semaine (2h cours, 2h TP) => 120h. 2ème année: 4h/semaine (2h cours, 2h TP) => 144h.")
9
Elaboration de la séquence d’enseignement (2/4): Analyse de la place du sujet dans le cycle de formation: Répartition en sous savoirs et proposition de répartition horaire: S81: l’entreprise industrielle (Niv 1) => 6h S82: la relation conception industrialisation, production, contrôle => 158h S83: les procédés d’obtention des produits => 100h
 => 6h. S82: la relation conception industrialisation, production, contrôle => 158h. S83: les procédés d’obtention des produits => 100h.")
10
S83 Les procédés d’obtention des produits • Principes du procédé. • Capabilité du procédé : matériau, géométrie, précision. • Influences sur les propriétés du matériau. • Outillages associés. • Coût estimatif. Pour les procédés suivants : » moulage : par gravité, sous pression, injection, (centrifugation, rotomoulage, hydroformage…) » déformation : forgeage, estampage, matriçage, extrusion, (soufflage), emboutissage, pliage » forme ébauche coulée (FEC) » découpage : (oxycoupage, laser, jet d’eau, poinçonnage,) » enlèvement de matière : usinage, UGV, électroérosion, usinage chimique… » soudage, » collage, » assemblages divers : clipsage… » élaboration des pièces en matériaux composites. Fait l’objet d’une séquence
 » déformation : forgeage, estampage, matriçage, extrusion, (soufflage), emboutissage, pliage. » forme ébauche coulée (FEC) » découpage : (oxycoupage, laser, jet d’eau, poinçonnage,) » enlèvement de matière : usinage, UGV, électroérosion, usinage chimique… » soudage, » collage, » assemblages divers : clipsage… » élaboration des pièces en matériaux composites. Fait l’objet d’une séquence.")
11
Elaboration de la séquence d’enseignement (3/4): présentation de la séquence
Objectif de la séquence: appréhender les difficultés liées au procédé de fonderie Séquence: étude du procédé de fonderie (12h) Activité pratique introductive: mise en évidence des différents problèmes (4h) Formalisation et cours récapitulatif (6h) TP d’évaluation (2h) => Attention à la gestion de l’emploi du temps!
 Activité pratique introductive: mise en évidence des différents problèmes (4h) Formalisation et cours récapitulatif (6h) TP d’évaluation (2h) => Attention à la gestion de l’emploi du temps!")
12
Elaboration de la séquence d’enseignement (4/4): Choix de pédagogie
Favoriser la pédagogie par l’exemple dans les filières techniques Choix d’une pédagogie inductive Prérequis nécessaires: Connaissances caractéristiques matériaux (S76) Lecture d’un dessin technique et des cotations associée Difficultés: avantages/inconvénients du procédé, règles de tracé
 Lecture d’un dessin technique et des cotations associée. Difficultés: avantages/inconvénients du procédé, règles de tracé.")
13
Détail de la séquence et des parties présentées (1/2):
Activité pratique introductive (non présentée): Observation des différents défauts sur un brut de fonderie Découverte des phénomènes physiques mis en jeu (Thermique, écoulement…) Prise en main de logiciels de simulation du procédé (préconisé par le référentiel)
: Observation des différents défauts sur un brut de fonderie. Découverte des phénomènes physiques mis en jeu (Thermique, écoulement…) Prise en main de logiciels de simulation du procédé (préconisé par le référentiel)")
14
Détail de la séquence et des parties présentées (2/2):
Cours de formalisation: Introduction Eléments fondamentaux Matériaux utilisés Principaux procédés Principaux défauts Règles de tracé des pièces Parties présentées

15
Fonctionnement du cours:
Problématiques: Dans quels cas choisir un procédé de fonderie? Avantages/inconvénients Comment définir des règles de tracé cohérentes pour la fabrication? Fonctionnement du cours:

16
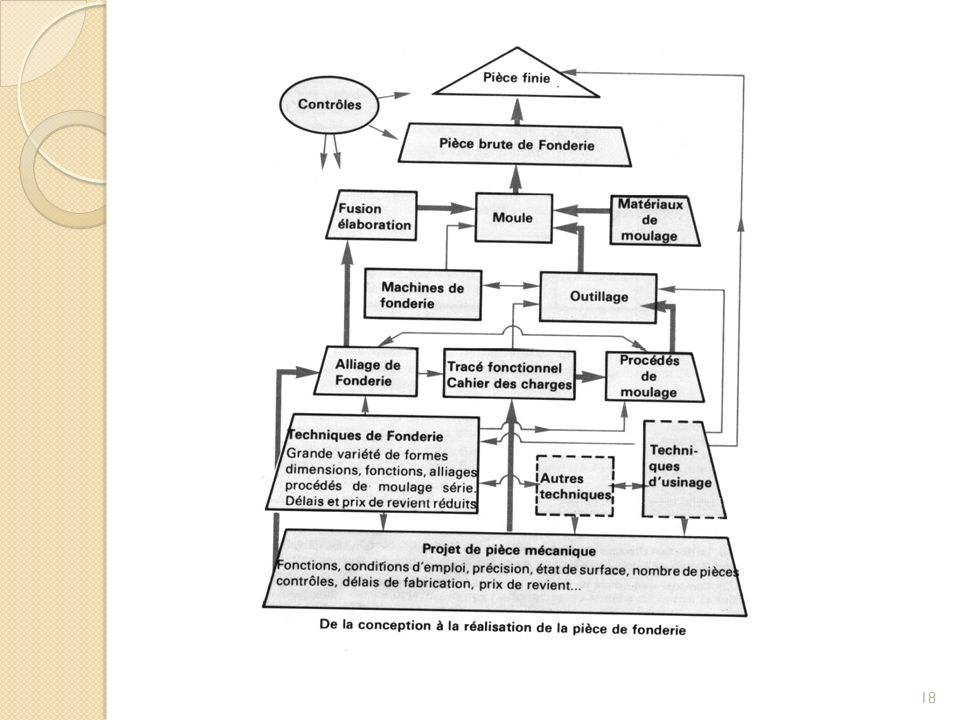
Eléments de fonderie: plan du cours
0 - Introduction 1 - Éléments fondamentaux 2 - Matériaux utilisés 3 - Principaux procédés 4 - Principaux défauts 5 - Règles de tracé des pièces Machoire de frein en acier Coulée de l’acier

17
Introduction Points de repères Principes fondamentaux
Champ d’application Destination

19
Points de repères: La fonderie en France (2007) ...
…462 entreprises : personnes dont 30% de cadres et techniciens …2,5 millions de tonnes produites (2 de métaux ferreux et 0,5 de métaux non ferreux) …15% de la production européenne …3ème producteur européen et 9ème producteur mondial …6 milliards d’euros de chiffre d’affaire …0,8 milliards d’euros d'excédent commercial Normes AFNOR (nombreuses) Fondeurs de France » Centre Technique des Industries de la Fonderie (CTIF) »
 …15% de la production européenne. …3ème producteur européen et 9ème producteur mondial. …6 milliards d’euros de chiffre d’affaire. …0,8 milliards d’euros d excédent commercial. Normes AFNOR (nombreuses) Fondeurs de France. » Centre Technique des Industries de la Fonderie (CTIF) »")
20
Principes fondamentaux (1/3):
Utilisation du métal liquide » température des alliages liquides ... … alliages de zinc = 400° … alliages d ’aluminium = 700° … alliages cuivreux = 1250° … alliages ferreux = 1550° » coulée du métal dans un moule Refroidissement => Solidification Obtention d’une pièce brute ou finie

21
Principes fondamentaux (2/3):
Couler du métal liquide dans un moule Trois classes de problèmes à résoudre 1. Fabriquer le moule 2. Couler la pièce 3. Extraire la pièce Un procédé de fonderie correspond à la résolution de ces trois problèmes

22
Principes fondamentaux (3/3):
Réalisation de pièces ... » dans des matériaux difficiles à usiner, » dans des matériaux qui ne se prêtent pas au laminage, forgeage, matriçage: -pièces en fontes, -pièces à très haute teneur en silicium.

23
» de quelques grammes à plusieurs centaines de tonnes
Couronne en fonte de près de 13m de diamètre coulée et usinée à Bussy (52)
")
24
» Unitaire à grandes séries • Disques de freins, • Blocs moteur.
Bloc moteur V8 Scania de 16 litres

25
Champ d’application: Obtenir des pièces creuses
Pièces complexes avec des cavités » pièce d’équipement hydraulique » culasse de moteur d’automobile Précision des cotes permettant de supprimer certains usinages » réduction des coûts matières » réduction des coûts d’usinage Carter BVA alliage aluminium

26
Destination: Automobile, cycles, moto Machines agricoles Chemin de fer
Construction navale Construction aérospatiale Construction électrique Appareils ménagers Machines de Travaux Publics Machines outils Serrurerie - Quincaillerie Robinetterie, raccords, pompes Constructions mécaniques diverses

27
I) Eléments fondamentaux:
La dépouille Le retrait Mécanisme de refroidissement dans le moule Le masselottage Le moule Le modèle Le noyau

28
La dépouille: C’est le nom donné à l’inclinaison des parois permettant de démouler... … soit la pièce dans le cas d’un moule permanent (coquille métallique), … soit le modèle (en bois ou en métal) dans le cas d’un moule non permanent (sable). Ordre de grandeur des angles de dépouille... … 5% en moulage au sable … 3% en moulage en coquille Cas d’un moule monobloc … 0% ou négative en cire perdue Cas d’un «montage» composé d’éléments permettant d’obtenir des «contre-dépouilles»
, … soit le modèle (en bois ou en métal) dans le cas d’un moule non permanent (sable). Ordre de grandeur des angles de dépouille... … 5% en moulage au sable. … 3% en moulage en coquille. Cas d’un moule monobloc. … 0% ou négative en cire perdue. Cas d’un «montage» composé d’éléments permettant d’obtenir des «contre-dépouilles»")
29
Le retrait: Échauffement => dilatation
Refroidissement => contraction » les cotes du moules doivent tenir compte du «retrait» ... … mais en pratique le retrait de pièces de formes compliquées n’est pas uniforme » il faut donc prévoir l’évolution spatiale et temporelle du refroidissement de la pièce ... … les parties minces refroidissent plus vite que les parties épaisses, … vers la simulation par la thermodynamique des milieux continus. Ordres de grandeur du retrait : » 3 – 6 % pour les fontes » 5 – 7 % pour les aciers » 4 – 7 % pour les alliages légers » 5 – 6 % pour les bronzes

30
Mécanisme de refroidissement dans le moule (1/2):
Refroidissement => contraction du métal => création d’une cavité au centre du lingot ( «retassure» )
")
31
Mécanisme de refroidissement dans le moule (2/2):
Orientation du refroidissement du métal dans le moule : …les parties minces sont alimentées en métal par ... …les parties plus épaisses qui sont elles même alimentées en métal par ... …les masselottes Tensions internes à la pièce dues : » aux différentes phases du matériaux » au glissement du métal dans le moule... …qui conduit à l’apparition de «criques» Possibilité de contourner le problème en soudant entre elles des parties moulés (aciers, bronze, etc...)
")
32
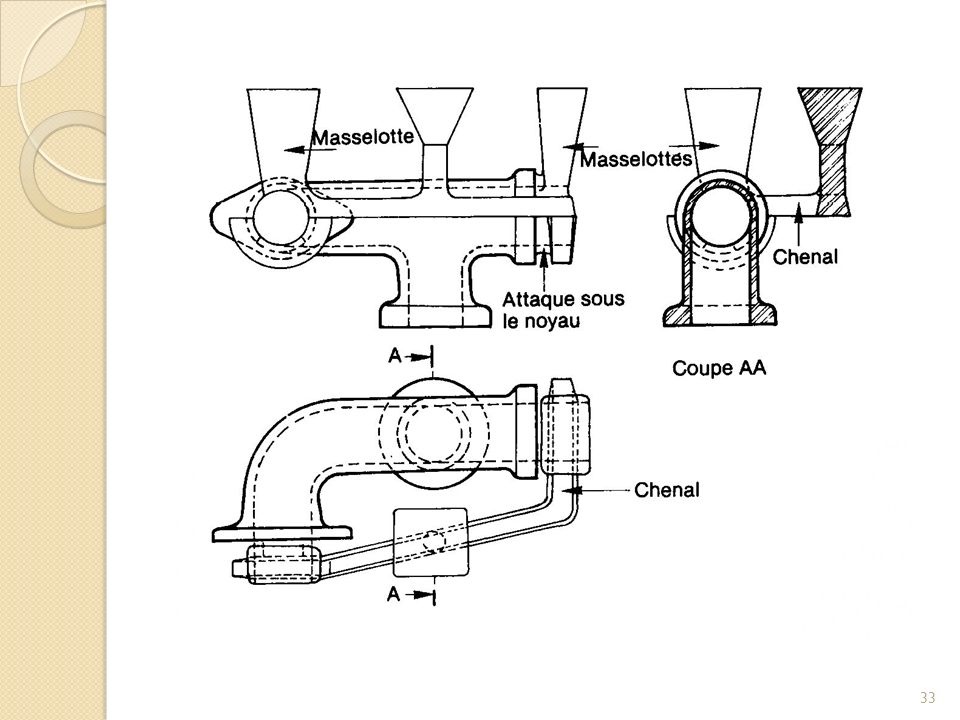
Le masselottage: C’est une réserve de métal liquide en dehors de la pièce finale qui alimente celle-ci pour compenser le retrait lors du refroidissement. Formes des masselottes ? Emplacement des masselottes ? Dimensions des masselottes ?

34
Le moule: Empreinte de la pièce à obtenir tenant impérativement compte ... … de dépouilles satisfaisantes, … de cotes compensant le retrait. Empreinte usinée dans un moule métallique Empreinte complémentaire d’un modèle dans le cas d’un moule non permanent

36
Le modèle: Comme son nom l’indique, c’est le modèle (ou presque) de la pièce désirée. Matériaux utilisés : » plaque modèle en bois ... …utilisée en raison de la facilité du travail du bois » plaque modèle métallique ... …utilisée sur machine automatisée pour la grande série en raison de l’usure du modèle, des précisions demandées et de la nature des sollicitations lors du remplissage du moule : Ex: boîtier de différentiel automobile

37
Métier de «modeleur» # de celui du fondeur
Précision de l’assemblage des parties du modèle : plaque supérieure et plaque inférieure.

38
Le noyau: Élément du moule permettant d’obtenir les formes creuses ou cavités Obtention dans une boite à noyau Matériaux = sable aggloméré » résistant à la pression de la coulée » se désagrégeant facilement Mise en position ... … sur des portées de noyau généralement coniques Maintien en position ... … par les deux parties du moule

39
Exemples de noyaux Assemblage de noyaux

40
Le noyau La boîte à noyaux Le bloc moteur en fonte

41
Merci pour votre attention Questions?

Présentations similaires