Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Tubes cuivre Les tuyauteries des installations frigorifiques sont réalisées en tube cuivre. Ces tubes sont en cuivre rouge électrolytique, c'est à dire pratiquement pur. (99.9 % de teneur en cuivre). Ils sont de qualité étiré (sans soudure) et polis à l'intérieur pour faciliter la circulation des fluides. Leur fabrication est très soignée, en fin de chaîne ils sont nettoyés et déshydratés. C'est pourquoi ils sont livrés avec leurs extrémités bouchées. Le tube cuivre est utilisé dans toutes les installations. Il sert de liaison et de transport du fluide frigorigène, entre l'unité extérieure et l'unité intérieure des "Split système". Différent des tubes utilisés en plomberie et sanitaire, le tube de qualité froid est poli, nettoyé et déshydraté. Ces différentes qualités vont permettre d'améliorer les performances : Meilleur coefficient de glissement (moins de pertes de charge). Dégraissé pour faciliter le travail de soudage et éviter la présence d'acidité. Déshydraté pour éviter la pollution du circuit par la présence d’humidité. Il se présente sous deux formes : en barre (écroui) et en couronne (recuit). Il faudra toujours obturer les extrémités après chaque utilisation. Les cotes sont exprimées en "pouce" et d'une épaisseur différente en fonction du diamètre, la résistance mécanique est supérieure, elle supportera ainsi les contraintes dues aux changements fréquents de température, qui au fil du temps vont écrouir celui-ci. Le tableau ci-dessous donne les diamètres et épaisseurs des tubes utilisés. Le tube cuivre frigorifique est identifié par son diamètre extérieur OD (Outlet Diameter). Exprimé en fraction de pouce: 1 pouce = 25,4 mm. On trouve donc des tubes: 1/4' 3/8, 1/2' 5/8, 3/4, etc...
. Ils sont de qualité étiré (sans soudure) et polis à l intérieur pour faciliter la circulation des fluides. Leur fabrication est très soignée, en fin de chaîne ils sont nettoyés et déshydratés. C est pourquoi ils sont livrés avec leurs extrémités bouchées. Le tube cuivre est utilisé dans toutes les installations. Il sert de liaison et de transport du fluide frigorigène, entre l unité extérieure et l unité intérieure des Split système . Différent des tubes utilisés en plomberie et sanitaire, le tube de qualité froid est poli, nettoyé et déshydraté. Ces différentes qualités vont permettre d améliorer les performances : Meilleur coefficient de glissement (moins de pertes de charge). Dégraissé pour faciliter le travail de soudage et éviter la présence d acidité. Déshydraté pour éviter la pollution du circuit par la présence d’humidité. Il se présente sous deux formes : en barre (écroui) et en couronne (recuit). Il faudra toujours obturer les extrémités après chaque utilisation. Les cotes sont exprimées en pouce et d une épaisseur différente en fonction du diamètre, la résistance mécanique est supérieure, elle supportera ainsi les contraintes dues aux changements fréquents de température, qui au fil du temps vont écrouir celui-ci. Le tableau ci-dessous donne les diamètres et épaisseurs des tubes utilisés. Le tube cuivre frigorifique est identifié par son diamètre extérieur OD (Outlet Diameter). Exprimé en fraction de pouce: 1 pouce = 25,4 mm. On trouve donc des tubes: 1/4 3/8, 1/2 5/8, 3/4, etc...")
2
Pour servir du tube dans une couronne il faut d'abord le dérouler sur le sol en suivant une ligne droite. Il est important d'utiliser un coupe tube et d'effectuer la coupe sur une portion droite. Il ne faut jamais utiliser une scie à métaux car les limailles de cuivre entreraient dans le tube et viendraient par la suite abîmer les organes de l'installation frigorifique. La bavure résultante de la coupe doit être enlevée tout en évitant de rayer la surface interne du tube. Pendant l'opération le tube doit être incliné pour éviter que les limailles ne tombent dans le tube. S'il est impossible d'incliner le tube il faut prévoir un chiffon à l'intérieur du tube et que l'on retire d'un coup après l'ébavurage. Bien que pour éviter au maximum les fuites de fluide frigorigène dans l'atmosphère, les frigoristes préfèrent les raccords brasés, il est encore courant d'utiliser des raccords à visser pour les diamètres de tube inférieurs à 5/8". Le principe des raccords à visser est d'utiliser la malléabilité du cuivre pour réaliser le joint. L'astuce consiste à élaborer un dudgeon ou collerette d'une conicité de 45° qui épousera le bout conique du raccord mâle et contre lequel sera fortement serré par un écrou

3
La réalisation de dudgeon avec dudgeonnière ordinaire
Le dudgeon est réalisé au moyen d'un outil appelé dudgeonnière. Généralement, le frigoriste débutant éprouve de la difficulté à réussir un dudgeon d'une dimension correcte.

4
Utilisation d’un dudgeonnière auto embrayant
Après avoir ébavuré le tube en ayant pris soin de ne pas mettre de copeaux à l'intérieur, glisser l'écrou sur celui-ci puis placer l'ensemble entre les mors de la matrice, au diamètre correspondant. Laisser dépasser le tube, côté alésé, de deux fois, environ, l'épaisseur du tube. Avant utilisation, dévisser les mors de la matrice des trous calibrés au moyen de l’axe de fixation et la manette de serrage du pointeau. Ouvrir les mors de la matrice des trous calibrés et insérer le tube à évaser à l’emplacement correct correspondant à sa dimension. Faire dépasser le tube 1mm de la surface de la matrice des trous calibrés. Placer la potence sur la matrice avec la toupie légèrement huilée (huile frigorifique), afin de faciliter le travail du tube. Placer le pointeau à l’emplacement correct choisi et fixer solidement la matrice des trous calibrés au moyen de l’axe de fixation. Visser la manette de serrage du pointeau jusqu'à ce qu’elle débraye automatiquement. Continuer a visser deux ou trois trous pour bien laisser l’évasement. Une fois l’opération terminée, dévisser à fond la manette de serrage. Dévisser également l’axe de fixation les mors de la matrice, ouvrir la barre et sortir le tube à évaser.
, afin de faciliter le travail du tube. Placer le pointeau à l’emplacement correct choisi et fixer solidement la matrice des trous calibrés au moyen de l’axe de fixation. Visser la manette de serrage du pointeau jusqu à ce qu’elle débraye automatiquement. Continuer a visser deux ou trois trous pour bien laisser l’évasement. Une fois l’opération terminée, dévisser à fond la manette de serrage. Dévisser également l’axe de fixation les mors de la matrice, ouvrir la barre et sortir le tube à évaser.")
5
Entretien de dudgeonnière
Enlever les copeaux métalliques résiduels après chaque usage. Lubrifier fréquemment l’axe de fixation et la tige de la manette de serrage. Ne pas oublier de lubrifier également tous les organes et roulements des tiges filetés et des organes de serrage. Les défauts de dudgeon Dans ce cas les surfaces en contact sont trop faibles et la fuite se déclare suite aux vibrations et aux dilatations provoquées par les variations de température. Le serrage épanouit le cuivre qui prend toute la place disponible au fond de l'écrou rendant ce dernier solidaire du tube. Comme le tube a tendance à se vriller le frigoriste juge que le serrage est correct, mais dans la plupart des cas la pression maintenue au niveau du joint est insuffisante et tôt ou tard la fuite se révèle. Une rainure permet de couper à ras un bout de tube évasé. Lorsqu'il est nécessaire d'éliminer l'évasement d'une longueur de tube, l'évasement est ajusté dans la rainure et la molette le coupe à sa base avec un minimum de déchet. Ceci élimine souvent la nécessité de remplacer le morceau de tube

6
Cheminement et pose des canalisations.
Les tuyauteries frigorifiques. Le dudgeonnage. Le Dudgeonnage consiste à réaliser un évasement sur un tube, pour obtenir une étanchéité, sur la partie extérieure ou intérieure. Cette opération nécessite un outillage approprié: la dudgeonnière. L'ensemble est constitué : D'une matrice formée de deux mors, usinés aux différents diamètres des tubes (cités au chapitre tubes et raccords). D’une potence équipée d'une toupie avec un angle de 90°. D'outils qui remplaceront la toupie pour effectuer des emboîtures. La dudgeonnière coupe tube avec ébavureur La première opération consiste à couper le tube, avec un « coupe tube », pour avoir une section perpendiculaire et sans limaille. Un ébavurage est nécessaire pour enlever le copeau intérieur dû à la coupe, à l'aide de l'outil intégré au coupe tube. Il faut proscrire l'utilisation de toile émeri ou abrasive pour éliminer les bavures. Une bonne préparation de la coupe et de l'ébavurage améliore la qualité de l'étanchéité du dudgeon. Ci-dessous, exemples de coupe Le dudgeon terminé devra avoir une surface nette, sans craquelure, et une épaisseur uniforme en bordure. Il devra épouser la forme du raccord à visser. Ci-dessous, quelques exemples de dudgeons défectueux.
. D’une potence équipée d une toupie avec un angle de 90°. D outils qui remplaceront la toupie pour effectuer des emboîtures. La dudgeonnière. coupe tube avec ébavureur. La première opération consiste à couper le tube, avec un « coupe tube », pour avoir une section perpendiculaire et sans limaille. Un ébavurage est nécessaire pour enlever le copeau intérieur dû à la coupe, à l aide de l outil intégré au coupe tube. Il faut proscrire l utilisation de toile émeri ou abrasive pour éliminer les bavures. Une bonne préparation de la coupe et de l ébavurage améliore la qualité de l étanchéité du dudgeon. Ci-dessous, exemples de coupe. Le dudgeon terminé devra avoir une surface nette, sans craquelure, et une épaisseur uniforme en bordure. Il devra épouser la forme du raccord à visser. Ci-dessous, quelques exemples de dudgeons défectueux.")
7
Les raccords. Raccord Aeroquip
Spécialement étudiés pour le froid et les pressions du circuit, ils sont coniques. Sur la partie mâle, le filetage est en pouce allant de 20 à 12 filets au pouce. La partie au niveau de la jonction tube raccord aura un angle de 90 °. Le serrage se fera par des écrous, eux aussi coniques. L'ensemble est nommé "raccord Flare". Il existe toute une gamme de raccord flare: coude, coude réduit, té, té réduit, réduction, raccord tournant, correspondant aux différents diamètres vus au chapitre précédent. Les raccords à champ plat sont appelés raccord NTP. Ils sont en pas métrique et conique type gaz. Ils sont utilisés sur les appareils de contrôle et de régulation. La combinaison de ces deux types de raccord existe dans tous les diamètres cités et aussi en raccords à souder aussi bien en ODF (On Diameter Female) ou ODM (On Diameter Male). Les raccords des lignes préchargées (raccord type Aeroquip) sont au pas métrique et sont équipés de joints toriques qui assurent l'étanchéité pendant le serrage. Raccord Aeroquip
 ou ODM (On Diameter Male). Les raccords des lignes préchargées (raccord type Aeroquip) sont au pas métrique et sont équipés de joints toriques qui assurent l étanchéité pendant le serrage. Raccord Aeroquip.")
8
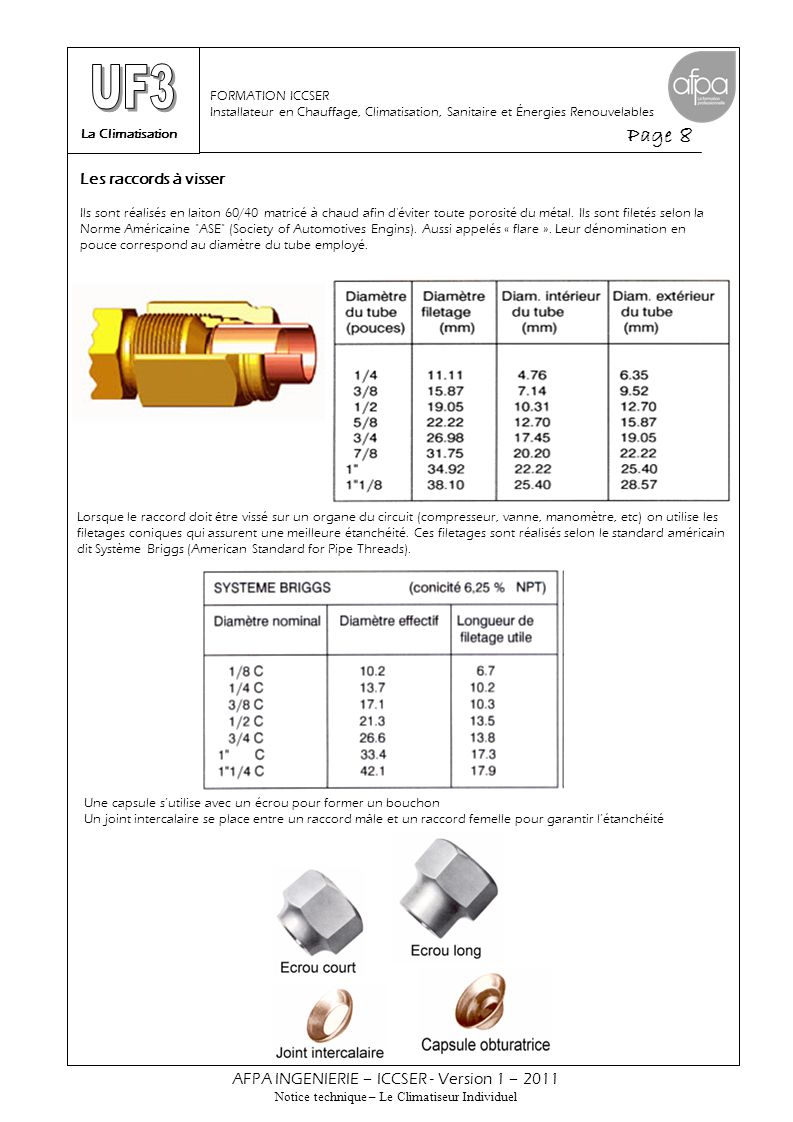
Les raccords à visser Ils sont réalisés en laiton 60/40 matricé à chaud afin d'éviter toute porosité du métal. Ils sont filetés selon la Norme Américaine "ASE" (Society of Automotives Engins). Aussi appelés « flare ». Leur dénomination en pouce correspond au diamètre du tube employé. Lorsque le raccord doit être vissé sur un organe du circuit (compresseur, vanne, manomètre, etc) on utilise les filetages coniques qui assurent une meilleure étanchéité. Ces filetages sont réalisés selon le standard américain dit Système Briggs (American Standard for Pipe Threads). Une capsule s’utilise avec un écrou pour former un bouchon Un joint intercalaire se place entre un raccord mâle et un raccord femelle pour garantir l’étanchéité
. Aussi appelés « flare ». Leur dénomination en pouce correspond au diamètre du tube employé. Lorsque le raccord doit être vissé sur un organe du circuit (compresseur, vanne, manomètre, etc) on utilise les filetages coniques qui assurent une meilleure étanchéité. Ces filetages sont réalisés selon le standard américain dit Système Briggs (American Standard for Pipe Threads). Une capsule s’utilise avec un écrou pour former un bouchon. Un joint intercalaire se place entre un raccord mâle et un raccord femelle pour garantir l’étanchéité.")
10
Vannes. Les vannes de service. La valve schräder.
Pour permettre le remplissage et les interventions sur les appareils, il est prévu différents types de vannes. Les vannes de service. Elles se présentent sous deux types : les plus fréquentes sur les appareils split system sont à passage direct, équipées d'une valve schräder pour la prise de service. Le second modèle est la vanne à trois voies Elle est équipée d'un pointeau à double fonction qui permet d'isoler, soit le compresseur en fermant vers l'avant (sens horaire), soit d'isoler la prise de service en fermant vers l'arrière (sens antihoraire). La valve schräder. Elle équipe les vannes vues ci-dessus et les lignes préchargées. De fabrication similaire à une valve de pneumatique, l'obus contenant le clapet de fermeture aura le ressort de rappel intégré.
, soit d isoler la prise de service en fermant vers l arrière (sens antihoraire). La valve schräder. Elle équipe les vannes vues ci-dessus et les lignes préchargées. De fabrication similaire à une valve de pneumatique, l obus contenant le clapet de fermeture aura le ressort de rappel intégré.")
11
Le cintrage. Le brasage. La préparation La réalisation
Pour réaliser les coudes, les pièges à huile ou siphons, il faudra utiliser une cintreuse avec des galets et formes correspondantes, ou un ressort au diamètre du tube. Pour le tube non recuit de diamètre supérieur à 1 pouce, chauffer l'emplacement à façonner, à l'aide du chalumeau, pour atteindre une couleur rouge foncé (400°C environ) ce qui facilite le façonnage. Le rayon de courbure du tube ne pourra être inférieur à quatre fois son diamètre. Cintreuse à main Cintreuse à arbalète piège à huile Le brasage. Le brasage se réalise en deux temps. La préparation Nettoyer la partie mâle, à l'aide d'un tampon à blanchir pour arrondir les arêtes ; éviter les dépôts de paille ou débit de silice de toile émeri à l'intérieur du tube, ne pas toucher la partie nettoyée avec ses doigts (la peau est naturellement grasse). Enduire la partie mâle de l’assemblage avec un flux décapant propre à la baguette et sous forme pâteuse (s’il est en poudre, il faut en enduire la baguette préalablement chauffée au chalumeau et venir déposer le tout sur l’assemblage au moment de la soudure) La réalisation Après avoir mis en position les deux tubes sans les tourner sur eux-mêmes, (risque de rayures), il est conseillé de faire circuler, à l'intérieur de l'ensemble, de l'azote à basse pression (200 gr) ayant un débit de 30 à 60 l/mn. Ceci pour éviter l'oxydation de la partie interne du tube, due au chauffage par le chalumeau. Pour braser, il faut utiliser un métal de liaison contenant de l'argent allant de 56 à 2% du mélange d'apport. Plus cette teneur sera importante plus la température de fusion sera basse : 560°C pour 56% contre 820°C pour 2%. Utiliser un alliage répondant aux normes Afnor A Il faut utiliser un chalumeau oxyacétylénique équipé d'une buse d'un débit de 160 l/h ou supérieur si le diamètre du tube est importan , une paire de lunettes fumées de protection ainsi que des gants, une baguette de métal d'apport (35% d’alliage est un bon compromis) et le flux décapant propre à la baguette. Régler le chalumeau afin d'obtenir une flamme légèrement carburante (bleu claire), chauffer de façon homogène les parties à assembler pour obtenir la température de liaison, se référer au changement du décapant, fondre une goutte de métal d'apport et l'étendre par un mouvement de rotation de la flamme autour du tube, l'alliage se répartira dans les zones les plus chaudes. Nettoyer la tuyauterie avec un tampon jex, ou de la laine d'acier, quand le tube est froid. Ne Jamais utiliser d'eau pour nettoyer la soudure.
 ce qui facilite le façonnage. Le rayon de courbure du tube ne pourra être inférieur à quatre fois son diamètre. Cintreuse à main. Cintreuse à arbalète. piège à huile. Le brasage. Le brasage se réalise en deux temps. La préparation. Nettoyer la partie mâle, à l aide d un tampon à blanchir pour arrondir les arêtes ; éviter les dépôts de paille ou débit de silice de toile émeri à l intérieur du tube, ne pas toucher la partie nettoyée avec ses doigts (la peau est naturellement grasse). Enduire la partie mâle de l’assemblage avec un flux décapant propre à la baguette et sous forme pâteuse (s’il est en poudre, il faut en enduire la baguette préalablement chauffée au chalumeau et venir déposer le tout sur l’assemblage au moment de la soudure) La réalisation. Après avoir mis en position les deux tubes sans les tourner sur eux-mêmes, (risque de rayures), il est conseillé de faire circuler, à l intérieur de l ensemble, de l azote à basse pression (200 gr) ayant un débit de 30 à 60 l/mn. Ceci pour éviter l oxydation de la partie interne du tube, due au chauffage par le chalumeau. Pour braser, il faut utiliser un métal de liaison contenant de l argent allant de 56 à 2% du mélange d apport. Plus cette teneur sera importante plus la température de fusion sera basse : 560°C pour 56% contre 820°C pour 2%. Utiliser un alliage répondant aux normes Afnor A Il faut utiliser un chalumeau oxyacétylénique équipé d une buse d un débit de 160 l/h ou supérieur si le diamètre du tube est importan , une paire de lunettes fumées de protection ainsi que des gants, une baguette de métal d apport (35% d’alliage est un bon compromis) et le flux décapant propre à la baguette. Régler le chalumeau afin d obtenir une flamme légèrement carburante (bleu claire), chauffer de façon homogène les parties à assembler pour obtenir la température de liaison, se référer au changement du décapant, fondre une goutte de métal d apport et l étendre par un mouvement de rotation de la flamme autour du tube, l alliage se répartira dans les zones les plus chaudes. Nettoyer la tuyauterie avec un tampon jex, ou de la laine d acier, quand le tube est froid. Ne Jamais utiliser d eau pour nettoyer la soudure.")
12
Isolation des tubes frigorifiques.
Pour éviter la création de condensation sur les tubes de liaisons frigorifiques, il faut isoler chaque tube à l'aide de mousse polyéthylène dont l'épaisseur varie en fonction du diamètre de la tuyauterie. Veiller à l'étanchéité de l'ensemble, sinon, des condensats risquent de se former entre le tube et l'isolant. La mise en place. Après avoir déterminé la longueur des liaisons frigorifiques, réaliser les brasages éventuels et exécuter les cintrages. Insérer la tuyauterie dans le manchon isolant, glisser les écrous et faire les dudgeons. Ne pas oublier de protéger ceux-ci à l'aide de chiffon ou de bouchons appropriés pour éviter l'introduction de débris, de gravats ou de plâtre au moment du passage dans la cloison. Toujours prévoir un fourreau PVC à l'endroit où les tuyauteries traversent le mur ou la cloison. Exemple de traversée de cloisons DÉTAIL DES LIAISONS TUBE CUIVRE LIQUIDE CABLE(S) ÉLÉCTRIQUE(S) ISOLANT GAZ TUYAU D'ÉVACUATION DES CONDENSATS isolant Pour une installation avec l’unité extérieure en terrasse, poser des pièges à huile tous les 3 mètres sur la conduite d’aspiration (vapeur) et sur les deux tuyauteries, dans le cas d’un appareil réversible. Si l’unité extérieure est en contrebas de l’unité intérieure, installer un siphon sur la canalisation liquide, pour ramener au compresseur l’huile, en cycle pompe
 ÉLÉCTRIQUE(S) ISOLANT. GAZ. TUYAU. D ÉVACUATION DES. CONDENSATS. isolant. Pour une installation avec l’unité extérieure en terrasse, poser des pièges à huile tous les 3 mètres sur la conduite d’aspiration (vapeur) et sur les deux tuyauteries, dans le cas d’un appareil réversible. Si l’unité extérieure est en contrebas de l’unité intérieure, installer un siphon sur la canalisation liquide, pour ramener au compresseur l’huile, en cycle pompe.")
Présentations similaires













>")






