Lixi Profiler Robert Ernst
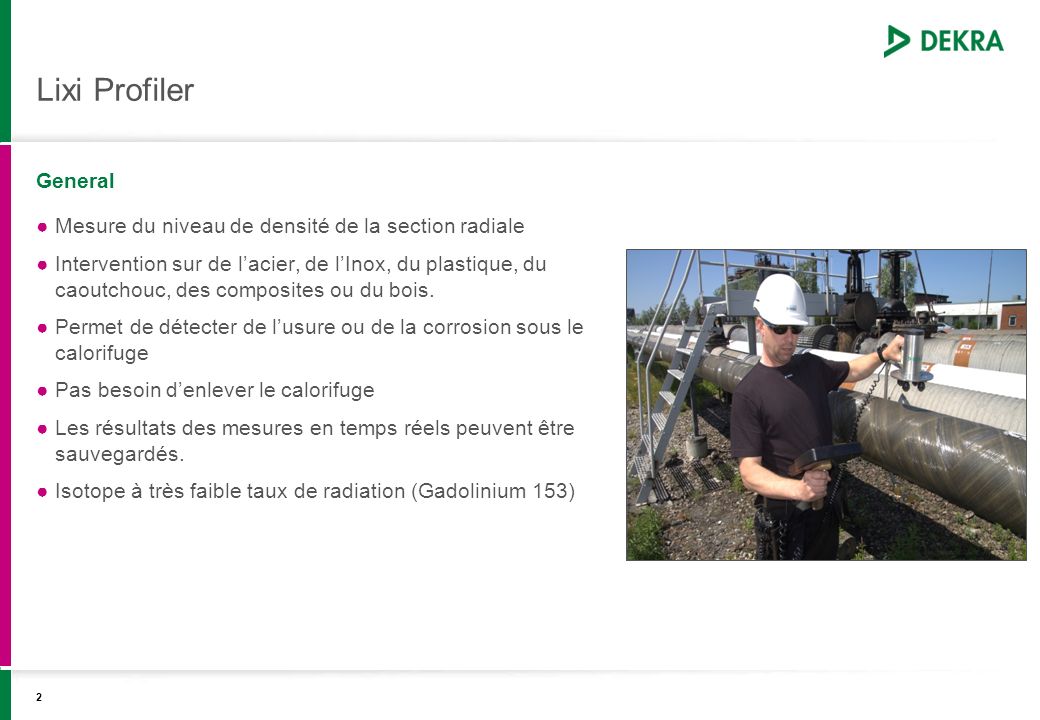
2 General ●Mesure du niveau de densité de la section radiale ●Intervention sur de l’acier, de l’Inox, du plastique, du caoutchouc, des composites ou du bois. ●Permet de détecter de l’usure ou de la corrosion sous le calorifuge ●Pas besoin d’enlever le calorifuge ●Les résultats des mesures en temps réels peuvent être sauvegardés. ●Isotope à très faible taux de radiation (Gadolinium 153) Lixi Profiler
Le Tube ●Pour une épaisseur de 2.5 mm l’appareil mesure 5mm : Total: 2 x 2.5 mm = 5 mm 3 Lixi Profiler: Principal I
Tube calorifugé ●Pour un calorifuge de 100 mm d’épais l’appareil va indiquer une épaisseur additionnelle équivalente d’environ ●Total: 5 mm + 1 mm = 6 mm 4 Lixi Profiler: Principal II
Tube calorifugé et plein ●Si le tube est plein d’eau, l’appareil va donner une épaisseur équivalente d’environ 3mm pour 100mm d’eau ●Total: 5 mm + 1 mm + 3 mm = 9 mm 5 Lixi Profiler: Principal III
6 ●Weld (1) ●Corrosion Interne(2) ●Humidité dans l’isolation/ givre dans l’isolation (3) ●Corrosion externe (4) ●Bouchon/Debris (5) Lixi Profiler: Caractérisation des défauts typiques
Scanning des soudures Le balayage perpendiculaire à la surface : -Indication de la soudure avec un pique unique. Le balayage angulaire de la surface : -L’indication de la soudure se caractérise par 2 piques -Le haut de la soudure (1) -Le bas de la soudure (2) Lixi Profiler: Exemple I
8 ●Corrosion sur la partie inférieure du tube Les parties corrodées ont une densité plus faible Le volume radiale diminue Comment identifier la position de la corrosion ? 1 2 Lixi Profiler: Exemple II
●Solution: par balayage horizontal de bas en haut du tube 1) L’épaisseur de paroi traversée tangeantiellement apparaît plus petite 2) L’épaisseur de paroi traversée tangeantiellement apparaît plus grande La différence entre 1) et 2) indique la position 3) Milieu du tube 9 1) 2) 3) Lixi Profiler: Exemple II
●Réduction Balayage du tube le plus fin vers le plus épais Une soudure avant et une après la réduction Le second tube a une plus grande épaisseur de paroi 10 Lixi Profiler: Exemple IIIA
●Transition entre un tube plus fin et un tube plus épais ●Balayage du plus fin au plus épais : Une soudure entre les 2 tubes Le 2 ème tube a une paroi plus épaisse 11 Lixi Profiler: Exemple IIIB
●Corrosion dans les zones affectées thermiquement : La soudure apparaît clairement sur l’image du scann Diminution de l’épaisseur de paroi de chaque coté de la soudure 12 Lixi Profiler: Exemple IV
●Eau dans le calorifuge Balayage horizontal de bas en haut du tube 1) Balayage en dehors de la zone humide 2) Au niveau de l’eau dans le calo 3) Au dessus de l’eau dans le calorifuge. (tube) 13 1) 2) 3) Lixi Profiler: Exemple V
●Corrosion sur une pièce en Té 1) Soudure lors du passage perpendiculairement 2) Double pique par balayage angulaire de la soudure 3) Corrosion sur la pièce en Té 14 1) 2) 3) 1) 2) 3) Lixi Profiler: Exemple VI
●Coude La soudure avant et après le coude est clairement visible L’épaisseur de paroi sur le coude est plus importante qu’en dehors du coude 15 Lixi Profiler: Exemple VII
●A quel profil correspond cet enregistrement sur le LIXI ? 16 Lixi Profiler: TEST
●C’est un scan typique d’un coude avec une usure par érosion! 17 Lixi Profiler: Solution
Le temps de Scanning dépend : ●De l’opérateur ●Du nombre d’indications ● De l’accessibilité de la zone à inspecter ● Des parties droites ou coudés La vitesse de scanning est généralement de: ●20-30 m/h pour des tubes linéaires (2 scans) ●Un coude nécessite environ 10 minutes pour être examiné Lixi Profiler: Vitesse de Scanning
●Ringhals, nuclear power plant, Sweden ●OKG, nuclear power plant, Sweden ●Experimental nuclear power plant, Halden, Norway ●Borealis, Chemistry, Sweden ●Univar Copenhagen, power plant, Denmark ●E-on London, district heating/-cooling, UK ●Preem Göteborg, refinery, Sweden ●Statoil, oil depot, Sweden ●OKQ8, oil depot, Sweden ●Neste Oil, oil depot, Finland Lixi Profiler: Références
MERCI pour votre attention