Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Pilotage d’une stratégie Achats
IAE de Lyon Pilotage d’une stratégie Achats Serge Masriera

2
La segmentation

3
La segmentation Définitions : La segmentation Achats :
Math / Mécanique / … Économie : Sous-ensemble homogène Segmenter : Sociologie : Découper une population en catégories d'individus Segmentation : Biol : Division affectant le zygote juste après la fécondation, qui donne naissance à des blastomères La segmentation Achats : Individus = Fournisseurs Catégories / sous-ensembles homogène = Fournisseurs possédants les même savoir faire / moyens. Segmenter un portefeuille Achats : C’est classer chaque composants à acheter dans le segment fournisseur auquel il appartient.

4
La segmentation Définir son besoin pour analyser sont marché

5
Nécessité de connaître les processus de fabrication
La segmentation Construire une segmentation = un exercice subtil Processus de fabrication spécifique Aspect identique Packaging identique Mat. Première identique Début de processus identique Fin de processus différents = Savoir faire différents 2 segments différents, donc 2 types fournisseurs différents. Processus de fabrication commun Mat. Prem. Récolte Cuvage Nécessité de connaître les processus de fabrication

6
La segmentation Comment procéder ? :
Définir les critères de segmentation sur la base des fonctionnalités des pièces et / ou sur les équipement / savoir faire nécessaires aux fournisseurs Paramétrer chacun de ses critères Classer les critères par ordres de d’importance / de différentiation Classer chaque pièce de son portefeuille dans son segment

7
La segmentation Exemple de critères de segmentation Fonctionnalité
Technologie Type d’équipement Matière Première Complexité de la pièces Pièces d’aspect / esthétique Opération secondaires …

8
La segmentation Exemple : La découpe et l ’emboutissage

9
La segmentation Exemple : La découpe et l ’emboutissage Production
Sub contracted Customer In house or Part Design Die Design Die Manufacturing Production Materials Reception Steel control Material storage Coil setting Stamping Operations Secondary Operations Packaging Final good storage Logistics

12
Vue aérienne de l'usine Sollac à Fos sur Mer

13
La batterie des 108 fours de la Cokerie.
Pour fabriquer de l'acier, il faut du minerai de fer, du charbon, de la chaux, des ferro-alliages : manganèse, aluminium, silicium, chrome, vanadium, titane, etc qui apportent à l'acier des caractéristiques particulières en fonction de son utilisation. L'acier des boites-boissons par exemple, n'est pas le même que celui de votre micro-ondes. Il faut également beaucoup d'eau pour refroidir les installations car l'acier est travaillé à plus de 1500° centigrades. Les matières premières proviennent, pour le minerai : du Brésil, de la Mauritanie, de l'Australie, du Canada ; et pour le charbon : de l'Australie, des USA, du Canada, de la Colombie. Avec le charbon on fait du coke qui sert de combustible aux hauts-fourneaux pour faire fondre le minerai. On ne peut pas utiliser le charbon directement car il faut le débarasser de toutes ses impuretés (qui se mélangeraient à la fonte) et de son humidité. Une installation appelée Cokerie a pour but d'effectuer ces opérations : on va distiller le charbon dans des fours pendant 17 heures pour en extraire les matières volatiles. La batterie des 108 fours de la Cokerie.
 et de son humidité. Une installation appelée Cokerie a pour but d effectuer ces opérations : on va distiller le charbon dans des fours pendant 17 heures pour en extraire les matières volatiles. La batterie des 108 fours de la Cokerie.")
14
Dans le haut fourneau, on alterne une couche de coke et une couche de minerai, lui aussi préparé car il faut mélanger les différents minerais. On obtient alors la fonte. Cette fonte liquide part à l'aciérie dans des wagons spéciaux appelés "poches-tonneaux", sortes d'énormes bouteilles thermos en forme de cigare capables de maintenir la fonte à température (1500°) pendant plus de 48 heures. C'est à l'aciérie que l'on va transformer cette fonte en acier A l'aciérie, la fonte est ajoutée à de la ferraille dans un convertisseur, une grosse marmite d'une capacité de 350 tonnes. La fonte liquide est soufflée à l'oxygène pendant un quart d'heure, après quoi on obtient un acier de base. Il est versé dans des poches dans lesquelles sont ajoutées les ferro-alliages par un dosage très précis (c'est comme de la cuisine lorsque l'on ajoute du sel et du poivre). Tout au long de la fabrication de l'acier sont effectuées une multitude de prélèvements pour ajuster les charges en fonctions des analyses, qui sont aussi précises que des analyses pharmaceutiques.
. Tout au long de la fabrication de l acier sont effectuées une multitude de prélèvements pour ajuster les charges en fonctions des analyses, qui sont aussi précises que des analyses pharmaceutiques.")
15
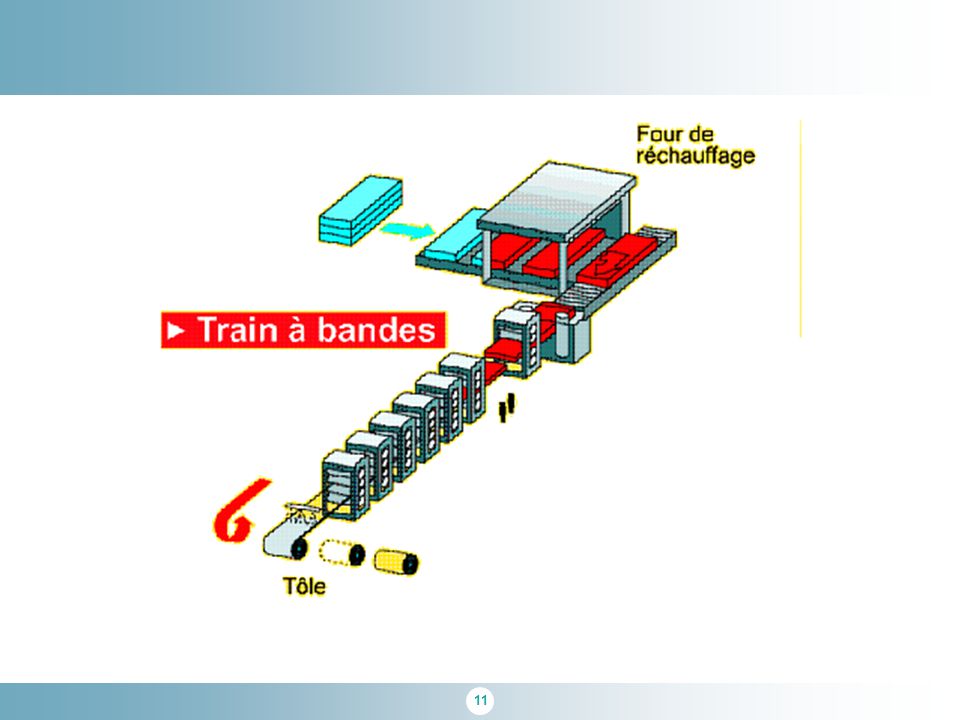
Une fois que l'acier souhaité est obtenu, il est coulé dans une lingotière spéciale appelée Coulée Continue. Il s'agit de solidifier l'acier sous forme d'une longue bande ininterrrompue qui sera découpée par des chalumeaux de façon à donner des brames. Une brame est un parallélépipède d'acier d'environ 10 m de long sur 1,50 m de large sur 20 cm d'épaisseur. Elle pèse en moyenne 25 tonnes et sera laminée pour devenir une bobine. Le laminoir de Fos, appelé Train à Bandes, est une installation spectaculaire. Le "TAB", comme on l'appelle à l'usine, est entouré des plus grands soins par de nombreux spécialistes qui étudient sans cesse les meilleurs process possibles (de "processus", il s'agit d'une manière de fabriquer). Long de près de 1 kilomètre, le TAB compte plus d'ordinateurs que la navette spatiale. Il est composé sommairement de fours de réchauffage des brames, de plusieurs cages successives qui servent à aplanir la brame (un peu comme un rouleau à patisserie) et la transformer en un long ruban d'acier. Une cage est un ensemble de cylindres qui compriment l'acier à des épaisseurs de plus en plus petites, ceci sous des forces de plusieurs milliers de tonnes. Cette opération s'appelle le laminage. Enfin, au bout de l'installation, une bobineuse enroule la bande d'acier. Entre le moment où la brame sort du four à 1200 degrès et où elle est devient une belle bobine, il ne s'écoule pas plus de 3 minutes car la bande arrive à 90 km/h dans la bobineuse.
. Long de près de 1 kilomètre, le TAB compte plus d ordinateurs que la navette spatiale. Il est composé sommairement de fours de réchauffage des brames, de plusieurs cages successives qui servent à aplanir la brame (un peu comme un rouleau à patisserie) et la transformer en un long ruban d acier. Une cage est un ensemble de cylindres qui compriment l acier à des épaisseurs de plus en plus petites, ceci sous des forces de plusieurs milliers de tonnes. Cette opération s appelle le laminage. Enfin, au bout de l installation, une bobineuse enroule la bande d acier. Entre le moment où la brame sort du four à 1200 degrès et où elle est devient une belle bobine, il ne s écoule pas plus de 3 minutes car la bande arrive à 90 km/h dans la bobineuse.")
16
La segmentation Exemple : La découpe et l ’emboutissage
Part complexity Equipment Raw material Secondary operations Part visual aesthetic Technology Traditional cutting Aluminum < 150t Non aesthetic Aesthetic Simple Complex Washing Fine blanking Steel Welding Deep draw Fast cutting t Galvanized steel Heat treatment Multi-sliding Roll forming Spinning Splitting Laser … Copper Plating t Nickel silver Painting … > 630t Assembly

17
La segmentation Exemple : La découpe et l ’emboutissage Technology
Steel Aluminum Nickel silver … Raw material Galvanized steel Copper > 630t < 150t t t Equipment Part visual aesthetic Part complexity Secondary operations Traditional cutting Non aesthetic Aesthetic Simple Complex Washing Fine blanking Welding Deep draw Fast cutting Heat treatment Multi-sliding Roll forming Spinning Splitting Laser … Plating Painting Assembly

18
La segmentation Exemple : La découpe et l ’emboutissage Technology
Equipment Raw material Secondary operations Traditional cutting < 150t Aluminum Washing Fine blanking Steel Deep draw Fast cutting t Galvanized steel Heat treatment Copper t Painting Assembly

19
Analyse des processus fournisseur
La segmentation Exemple : La découpe et l ’emboutissage Deep draw Technology Traditional cutting Fast cutting Fine blanking < 150t t t Equipment Steel Aluminum Raw material Galvanized steel Copper Secondary operations Washing Heat treatment Assembly Painting D1 D D .1 D2 D D .2 D3 D D4 D .3 D Analyse des processus fournisseur

22
La segmentation Data découpe

23
La segmentation

24
La segmentation Étude de cas : Un portefeuille de décolletage
Data Décolletage

25
Principe du décolletage
Tour à décolleter Moteur Broche

26
Principe du décolletage
Tour à décolleter Moteur Broche

27
Principe du décolletage

Présentations similaires