Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Les agents physiques antimicrobiens

2
Introduction

3
Influence importante de certains agents physiques sur le développement microbien :
température, radiations.... pH, pression osmotique,

4
Objectifs de ces agents :
Stabilisation de l’aliment : traitement bloquant ou freinant le développement et les enzymes microbiens Exs : congélation, réfrigération, acidification….. Stérilisation de l’aliment : traitement détruisant les microorganismes et leurs spores ainsi que les enzymes et les toxines de l’aliment et débouchant donc sur des conserves stériles qui peuvent être transportées et stockées à température ambiante (puisque plus de microorganismes) Sélection d'une partie la flore de l'aliment : développement d’une flore particulière ayant une action recherchée, par exemple dans le développement d’arômes, de conservation… Ex : Streptococcus thermophilus et Lactobacillus bulgaricus du yaourt…..
 Sélection d une partie la flore de l aliment : développement d’une flore particulière ayant une action recherchée, par exemple dans le développement d’arômes, de conservation… Ex : Streptococcus thermophilus et Lactobacillus bulgaricus du yaourt…..")
5
De tous les facteurs physiques, température et radiations sont les seuls pouvant permettre une destruction absolue des microorganismes Pour cette raison, température et radiations font l'objet de multiples applications en microbiologie hospitalière et alimentaire.

6
A côté de ces deux grands procédés de destruction, existence de nombreux autres procédés de contrôle : - la filtration, procédant par séparation éliminant les microorganismes, - l’atmosphère contrôlée inhibant le développement de certains microorganismes - la salaison ou le sucrage procédant par diminution de l'aw empêchant la croissance des microorganismes,

7
Principaux agents physiques antimicrobiens
Température Rayonnements (irradiation) Filtration Atmosphère modifiée Conservateurs (sucre, sels, produits acides) : voir agents chimiques
 Filtration. Atmosphère modifiée. Conservateurs (sucre, sels, produits acides) : voir agents chimiques.")
8
Plan 1- Les températures élevées 2- Le froid 3- Les rayonnements 4- La filtration 5- L’atmosphère modifiée 6- Les conservateurs

9
1- Action des températures élevées

10
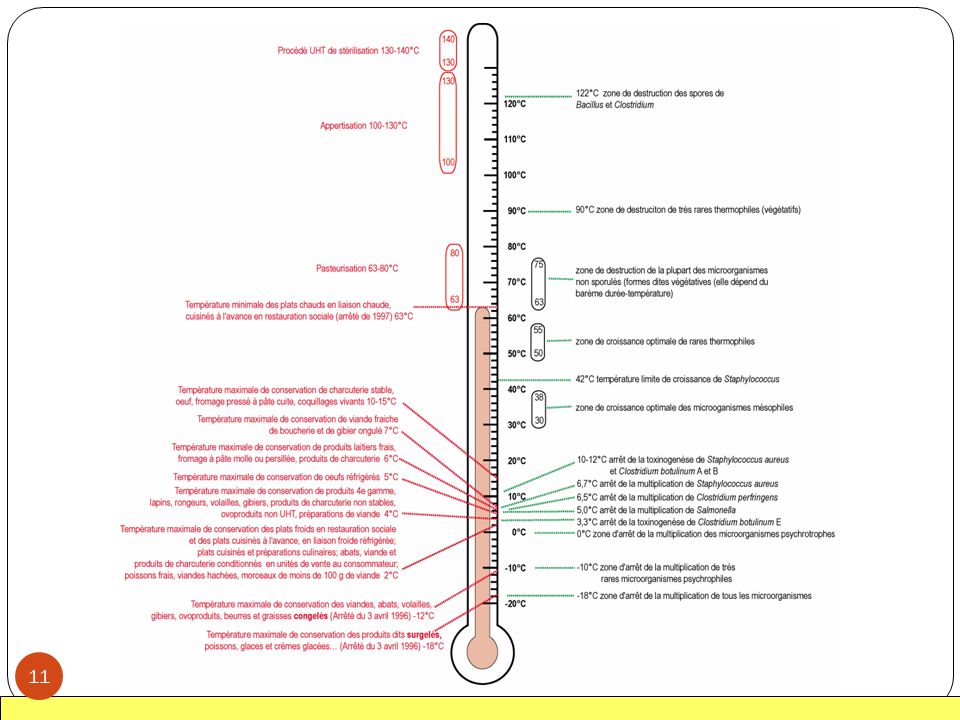
1-1- Caractéristiques de l’influence de la température

12
1-1-1- Relation entre croissance et température

13
Bilan : - il existe une température où la capacité de croissance est maximale. C'est la température optimale Topt - avant la Topt la capacité de croissance augmente régulièrement avec la température (conséquence de l'influence de la température sur la vitesse des réactions chimiques) - après la Topt, la capacité de croissance diminue (due aux effets délétères de la température sur les protéines ou d'autres molécules)
 - après la Topt, la capacité de croissance diminue (due aux effets délétères de la température sur les protéines ou d autres molécules)")
14
Remarque : aux températures supérieures à la T max :
- plus de croissance - les microorganismes ne sont pas toujours tués (cela dépend de la valeur de la température et du microorganisme). Exemple typique avec les Enterococcus qui - ne cultivent pas au-delà de 46°C, - mais qui supportent l'action de 60°C durant 30 minutes…
. Exemple typique avec les Enterococcus qui. - ne cultivent pas au-delà de 46°C, - mais qui supportent l action de 60°C durant 30 minutes…")
15
1-1-2- Influence de la température sur la destruction microbienne

16
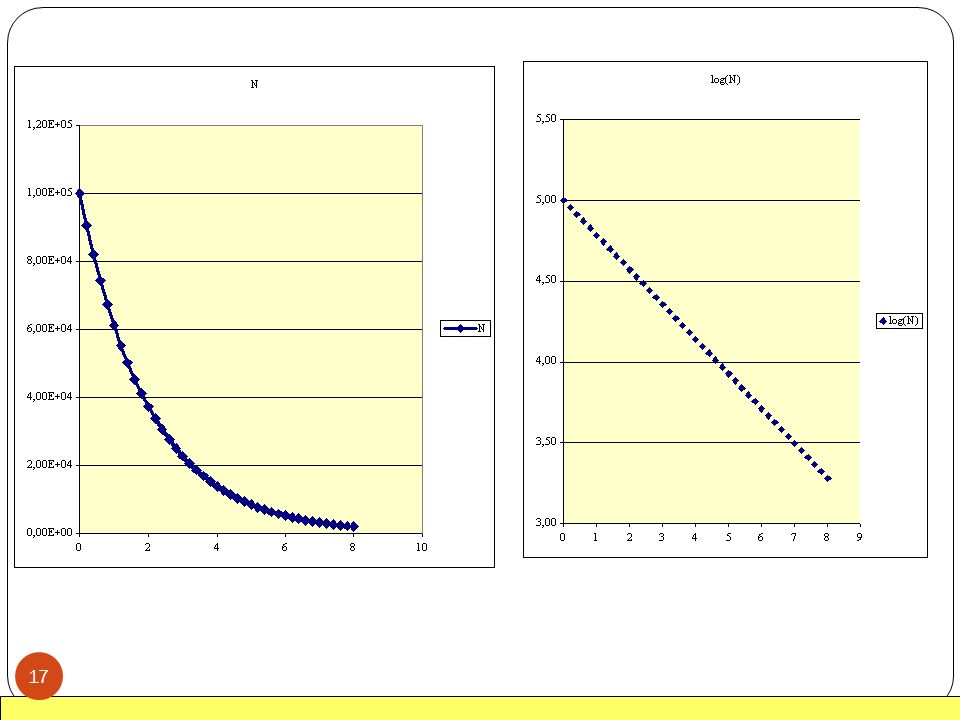
Soit No microorganismes d’une culture microbienne soumis à une température constante assez élevée pour exercer un effet nuisible sur ceux-ci Réalisation de la mesure du nombre N de germes revivifiables en fonction de la durée t d'exposition à cette température Tracé des courbes N = f(t) et log N = f(t)
 et log N = f(t)")
18
Bilan : la décroissance de la population microbienne est exponentielle en fonction du temps, ce qui peut s’écrire : dN/N = - kdt, dN étant le nombre de microorganismes inactivés dans l’espace de temps dt.

19
Conséquence 1 La durée nécessaire pour obtenir, à une température donnée, une diminution importante du nombre de germes est d’autant plus longue que le produit au départ est plus contaminé

20
Conséquence 2 L’efficacité d’une destruction thermique dépend donc de la charge initiale du produit en microorganismes. Nécessité : - de limiter au maximum la contamination d'un produit alimentaire ou pharmaceutique, même si celui-ci doit ensuite être stérilisé - de nettoyer convenablement les objets à stériliser.

21
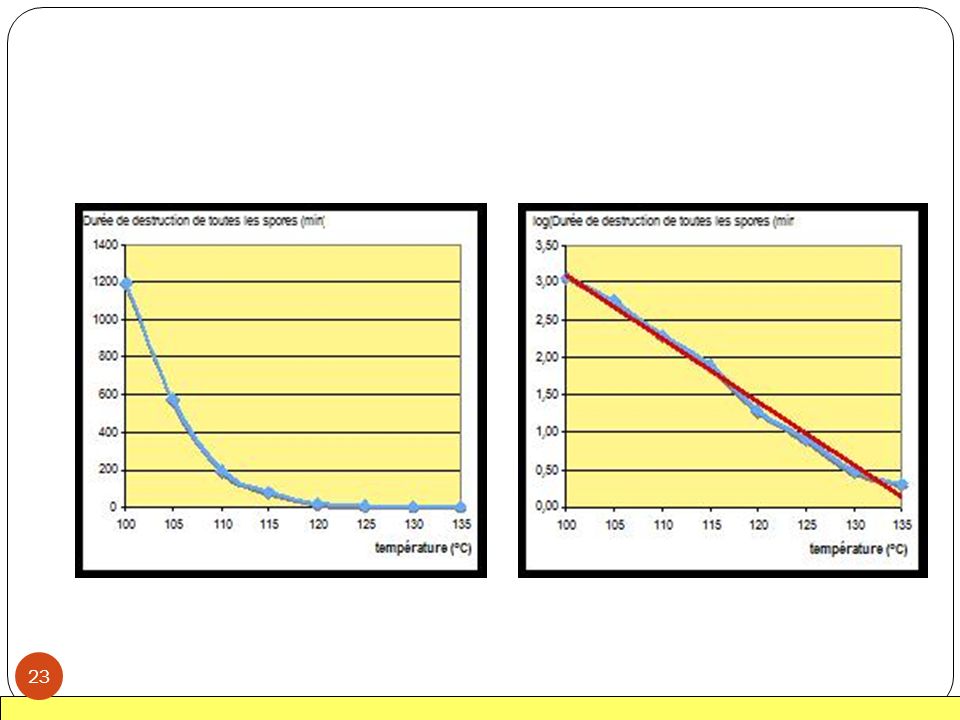
1-1-3- Relation entre la température d’exposition et la durée d’exposition

22
Etude expérimentale Soit un jus de maïs à pH 6,1 contaminé par 1, spores par cm3. Est déterminée la durée nécessaire à la destruction de toutes les spores en fonction de la température

24
Interprétation Plus la température est élevée et plus la destruction est rapide. Phénomène de destruction suivant une décroissance logarithmique.

25
1-1-4- Paramètre important : la durée de réduction décimale D

26
Définition Durée de chauffage permettant, à une température donnée - de diviser par 10 la concentration bactérienne considérée, - donc de réduire de 90 % cette population.

27
1-1-4-2- Détermination expérimentale
Soit 106 bactéries/mL D = durée pour avoir 105 bactéries /mL. D = durée pour passer de 106 à 105 bactéries/mL, d'où la dénomination réduction décimale. D peut varier de 0,2 à 2 minutes suivant les microorganismes.

29
Thermosensibilité des spores de Clostridium botulinum

30
1-1-4-3- Influence de la température sur D
"courbe TDT = courbe de temps de destruction thermique » par les conserveurs log(D) = -k + constante D et sont reliés par une relation exponentielle
 = -k + constante. D et sont reliés par une relation exponentielle.")
31
Conséquences Généralement : - toute augmentation de la température diminue la durée nécessaire à la destruction. - et toute diminution de la température augmente la durée nécessaire à la destruction.

32
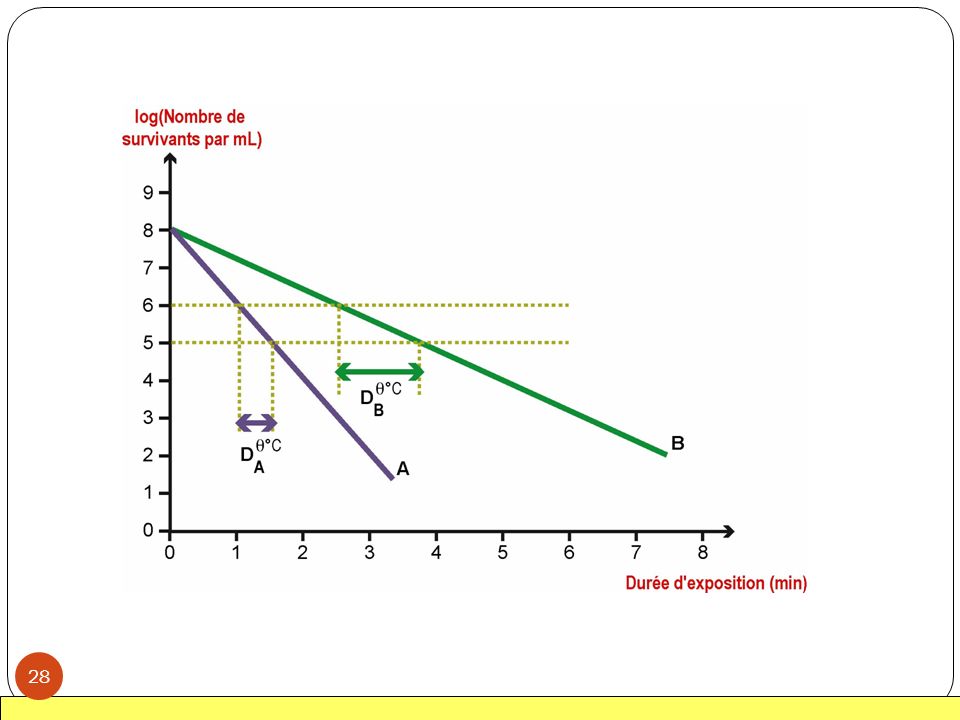
1-1-4-4- Influence de la souche sur les valeurs de D
Si pour une température donnée une souche a une valeur de D supérieure à celle d’une autre souche, cela signifie que : - sa réduction décimale prend plus de temps - donc qu’elle est plus résistante à la chaleur, à la température considérée. Ex de comparaison : À = 1, les deux souches ont le même D et seront donc réduites de façon identique pour la même durée de chauffage À < 1, DA < DB : A est donc plus sensible que B (B sera détruite moins vite) À > 1, DA > DB : A est donc plus résistante que B (B sera détruite plus vite)
 À > 1, DA > DB : A est donc plus résistante que B (B sera détruite plus vite)")
33
Remarques concernant les valeurs de D
Durée constante pour une température donnée. Une des valeurs les plus importantes est celle obtenue à 121°C, température de stérilisation de référence. Quelques exemples de D121°C : Bacillus stearothermophilus 5,0 min Clostridium sporogenes 1,5 min Clostridium botulinum 0,21 min Bacillus coagulans 0,05 min

34
1-1-5- Autres paramètres influençant l’influence de la température

35
Influence du milieu de stérilisation
La présence d'eau, de nitrites… accélère la stérilisation. Nature des microorganismes présents dans le milieu Les formes végétatives des levures et des moisissures, les spores de moisissures, les bactéries non sporulées (en particulier les bacilles Gram-) sont détruites par des traitements thermiques modérés. La destruction des spores bactériennes nécessite un traitement thermique plus élevé.
 sont détruites par des traitements thermiques modérés. La destruction des spores bactériennes nécessite un traitement thermique plus élevé.")
36
Conclusions : Paramètres fondamentaux de l’efficacité de la destruction des germes par chauffage et donc de la stérilisation d’un aliment La charge microbienne initiale, La durée de chauffage, La température choisie.

37
1-2- La stérilisation

38
Définition

39
Stérilisation = Procédé tendant - à l’élimination de toute vie microbienne, spores y compris et des virus - et à l’inactivation des enzymes et toxines

40
1-2-2- Les divers procédés de stérilisation

41
Stérilisation par chaleur sèche
Stérilisation par chaleur humide Stérilisation UHT (ultra haute température) Appertisation (en hommage à Nicolas Appert)
 Appertisation (en hommage à Nicolas Appert)")
42
1-2-2-1- Stérilisation par chaleur sèche
Réalisée dans des fours Pasteur Nécessite °C pendant au moins 20 minutes Est utilisée pour la verrerie, les seringues, les aiguilles, les pièces de métal.

43
1-2-2-2- Stérilisation par chaleur humide
Est réalisée en autoclave. Nécessité d’une température de 120°C ou plus, obtenue par augmentation de la température d'ébullition de l'eau grâce à une pression d’au moins 2 kPa. Température inférieure à celle utile en chaleur sèche car les microorganismes sont plus sensibles à la température en atmosphère humide. Existence d’une saturation de l'atmosphère en eau permettant la stérilisation de milieux liquides sans évaporation.

44
1-2-2-2- Stérilisation par chaleur humide (suite)
Utilisation de barèmes différents en fonction du produit, du volume, des récipients utilisés. - Est utilisée : dans le domaine médical parfois dans les industries alimentaires pour stériliser les conserves.

45
1-2-2-3- Stérilisation UHT (ultra haute température)
Est appliquée au lait Consiste à porter le lait sous couche mince 2 secondes à 138°C.

46
Appertisation a/ Définition selon le décret du 10 février 1955 : Appertisation : procédé appliqué à un denrée alimentaire, d’origine animale ou végétale, qui permet la conservation par l’emploi combiné des deux techniques suivantes : conditionnement dans un récipient étanche aux liquides, aux gaz et aux microorganismes à toute température inférieure à 55°C, traitement par la chaleur ou tout autre mode autorisé.

47
1-2-2-4- Appertisation b/ But:
Détruire ou inhiber totalement d’une part les enzymes de l’aliment, d’autre part les microorganismes ou les toxines préformées dans l’aliment et qui pourraient le détériorer Et assurer l'absence de recontamination.

48
1-2-2-4- Appertisation c/ Emploi
Est utilisée pour la conservation de nombreux produits tels les fruits, poissons, fruits de mer, légumes, sous forme de conserves. Attention : les semi-conserves sont seulement pasteurisées.

49
1-2-3- Barèmes de stérilisation

50
1-2-3-1- Couple F et Z a/ Définitions Définition de F
F « valeur stérilisatrice » : durée de traitement thermique, exprimée en minutes, nécessaire pour parvenir, à une température donnée, à la destruction d’une certaine quantité de microorganismes (destruction de 10n par exemple) Remarque : pour Clostridium sporogenes, la valeur stérilisatrice impose une destruction de 105 Température de référence mondialement reconnue : 121,1°C
 Remarque : pour Clostridium sporogenes, la valeur stérilisatrice impose une destruction de 105. Température de référence mondialement reconnue : 121,1°C.")
51
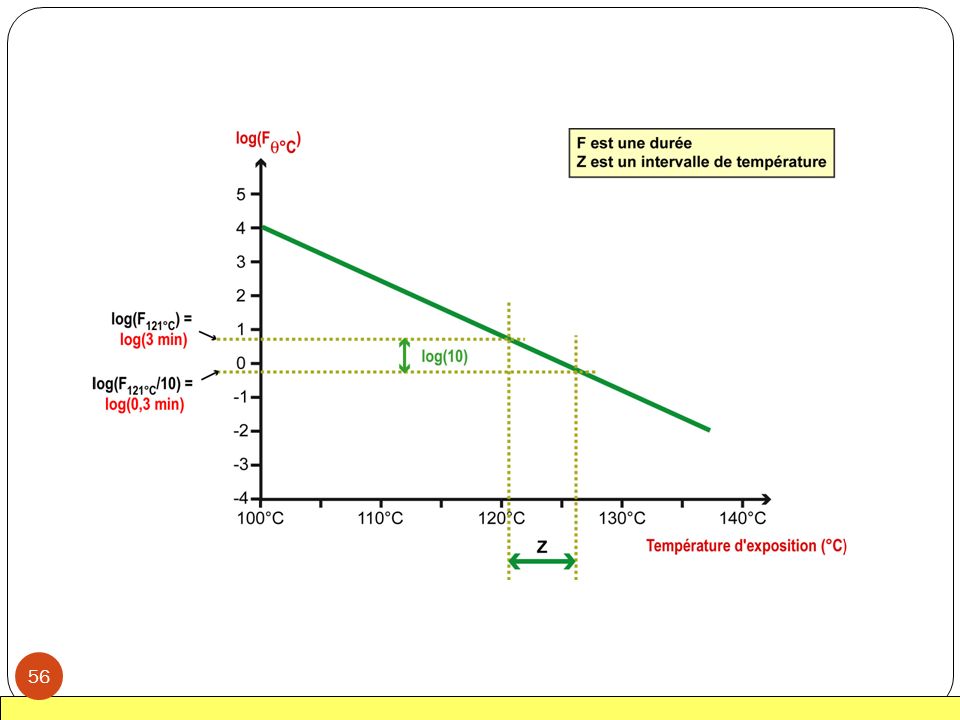
1-2-3-1- Couple F et Z a/ Définitions Définition de Z
Z : élévation de température capable d’obtenir le même résultat de stérilisation avec une durée de contact 10 fois plus faible (autrement dit de réduire de 90% la durée de stérilisation).
.")
52
1-2-3-1- Couple F et Z b/ Relation F et D F = D x n
. n : nombre de réductions décimales

53
c/ Détermination de F F = D x n n : nombre de réductions décimales .
Détermination graphique de D à une température donnée, puis calcul de F connaissant n Conventionnellement F0 désigne la valeur stérilisatrice à 121,1°C, température la plus usuelle dans les autoclaves n : nombre de réductions décimales

54
d/ Application : détermination de F pour détruire Clostridium botulinum
F = D x n Pour détruire Clostridium botulinum nécessité d’un chauffage équivalent à 12 réductions décimales de Clostridium botulinum. Valeur de D à 121,1°C = 0,21 min. Valeur stérilisatrice arrondie F = 0,21 X 12 = 3 min. . n : nombre de réductions décimales

55
z = 10°C d/ Détermination de Z

57
1-2-3-2- Calcul des barèmes de stérilisation réels
Paramètres F et Z mesurés comme vus ne sont pas directement applicables car ne tenant pas compte de la réalité : en effet, la température est appliquée forcément progressivement avec la mise en température du produit. Possibilité, par une méthode mathématique déterminer la valeur du traitement réel à appliquer Valeur F du traitement réel est calculée à partir des courbes de température par la méthode de BIGELOW (voir cours de génie industriel).
.")
58
1-2-3-2- Calcul des barèmes de stérilisation réels par la méthode de Bigelow
La méthode de Bigelow consiste à considérer la valeur stérilisatrice comme la somme des valeurs stérilisatrices des traitements successifs, chacun à une température supposée constante durant des brefs intervalles de temps entre lesquels on peut décomposer la courbe.

59
L’équation se présente alors sous forme d’une intégrale :

60
Exemples de barèmes de stérilisation appliqués en industrie alimentaire
Denrée Durée (en minutes) Température en °C Haricots verts au naturel 2 à 4 121,1 Petits pois à l’étuvée 10 à 15 Sardines à l’huile Saucisses de Francfort au naturel 3 à 4 Corned beef 6 à 8 Champignons 6 à 10
 Température en °C. Haricots verts au naturel. 2 à ,1. Petits pois à l’étuvée. 10 à 15. Sardines à l’huile. Saucisses de Francfort au naturel. 3 à 4. Corned beef. 6 à 8. Champignons. 6 à 10.")
61
1-2-3-3- Altérations des conserves appertisées
Sont rares, dues essentiellement : à un défaut de stérilisation à un défaut d’étanchéité du conditionnement suivi d’une pénétration d’eau non stérile baignant les récipients à stériliser Attention : les altérations microbiennes peuvent se manifester par un gonflement des boîtes s’il ya contamination par des germes gazogènes, mais ce n’est pas obligatoire.

62
Exemples de défaut de stérilisation
Défauts de stérilisation : Barème insuffisant si le produit est fortement contaminé avant traitement thermique Dérèglement des instruments permettant le contrôle automatique de la température et son maintien,

63
Exemples de défaut d’étanchéité du conditionnement
Défaut de serti amplifié au moment du refroidissement du fait du passage alors brutal de l’état de surpression en période de chauffage à l’état de dépression).
.")
64
1-3- La pasteurisation

65
Définition

66
Pasteurisation = traitement thermique modéré (entre 62 et 90°C) pendant une courte période détruisant de manière plus ou moins totale les microorganismes les plus sensibles à la chaleur (microorganismes sous forme végétative), mais ne détruisant pas les formes sporulées.
 pendant une courte période détruisant de manière plus ou moins totale les microorganismes les plus sensibles à la chaleur (microorganismes sous forme végétative), mais ne détruisant pas les formes sporulées.")
67
Remarques concernant la pasteurisation
En règle générale (comme pour tout traitement antimicrobien) la durée de chauffage doit être d'autant plus longue que la température est basse. Les microorganismes éliminés sont les champignons et de nombreuses espèces bactériennes non sporulées. Les spores ne sont « jamais » détruites par pasteurisation.
 la durée de chauffage doit être d autant plus longue que la température est basse. Les microorganismes éliminés sont les champignons et de nombreuses espèces bactériennes non sporulées. Les spores ne sont « jamais » détruites par pasteurisation.")
68
-1-3-2- Les barèmes de pasteurisation

69
Pour Enterococcus faecalis :
Le microorganisme utilisé comme germe test = germe en pratique le plus thermorésistant des non sporulés : Enterococcus faecalis. Pour Enterococcus faecalis : D70 de la population est évaluée à 2,95 minutes à la température de référence de 70°C. Z : 10°C.

70
Caractéristiques d’une bonne pasteurisation
Pour obtenir un produit exempt de risque encouru par la présence d’Enterococcus faecalis et donc de toute autre bactérie sous forme végétative, il est nécessaire de réaliser un traitement assurant un nombre de réductions décimales minimum de 13. Compte tenu de ces données, le traitement de pasteurisation des denrées ne devra pas être inférieur, pour la température de 70°C, à V = n D70 = 13 X 2,95 = 38,35 minutes. La formule de BIGELOW permet de calculer la durée nécessaire en minutes pour obtenir le même taux de destruction à une autre température T

71
1-3-3- Les diverses pasteurisations

72
Basse pasteurisation : produit maintenu au moins 30 minutes à 60-65°C dans une enceinte à double paroi dans laquelle se trouve de l’eau chaude. Exemples : Procédé encore très utilisé pour les charcuteries, les corps gras, la bière et les jus de fruits. Haute pasteurisation : produit chauffé un temps très court (15 secondes à 2 minutes) à une température élevée (70 à 90 °C), produit est par exemple placé entre des plaques d’acier inoxydable chauffées par un circuit d’eau chaude. Exemples : Procédé utilisé pour pasteuriser le lait, des purées de légumes et des potages.
 à une température élevée (70 à 90 °C), produit est par exemple placé entre des plaques d’acier inoxydable chauffées par un circuit d’eau chaude. Exemples : Procédé utilisé pour pasteuriser le lait, des purées de légumes et des potages.")
73
2- Stabilisation par le froid

74
2-1- Effet des basses températures sur la croissance bactérienne

76
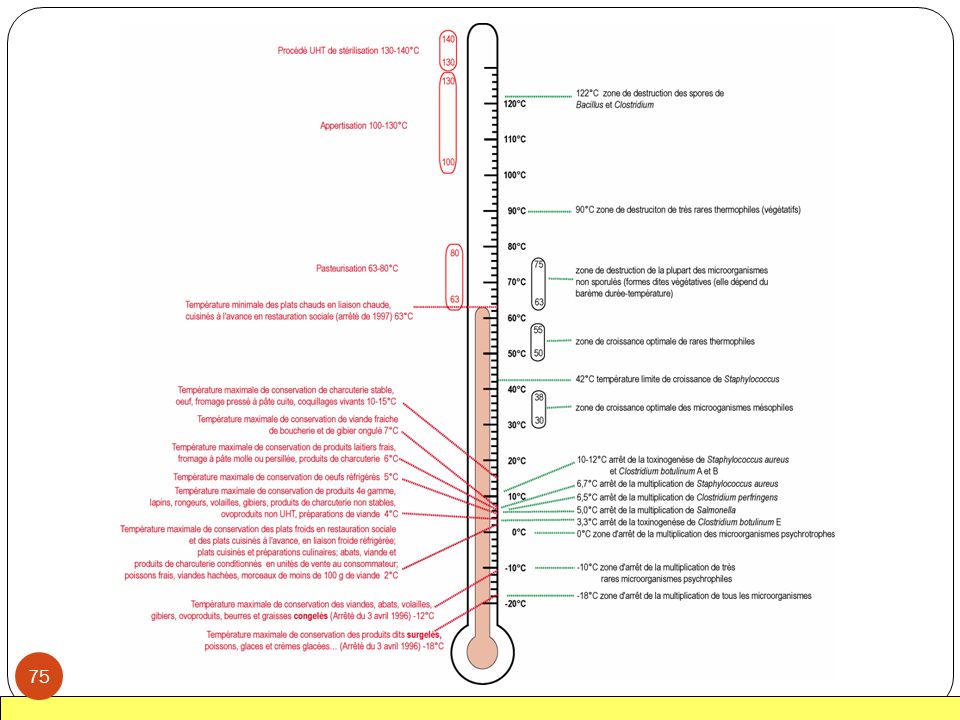
Au dessous de + 3°C, arrêt de la multiplication des germes mésophiles et donc celle de la plupart des microorganismes pathogènes A -12°C, blocage de la croissance de la plupart des microorganismes A -18°C, plus de multiplication microbienne.

77
2-2- Effet de la réfrigération (froid positif)
")
78
Intérêt

79
Inhibition du développement des germes mésophiles, donc de la plupart des microorganismes pathogènes. Nécessité que la température soit comprise entre 0 et +4°C, car à partir de 10°C, l’évolution de la flore mésophile n’est que ralentie.

80
Limites

81
Uniquement ralentissement de la croissance des germes psychrophiles et psychrotrophes, donc danger particulier de Yersinia et Listeria. Sélection des espèces cryophiles tout en ralentissant leur développement. (cryophile = microorganisme dont la température optimale de croissance est inférieur à 0°C). Pour conservation prolongée d’une denrée alimentaire et pour sa sécurité vis-à-vis des microorganismes pathogènes nécessité : - d’une réfrigération à la température la plus basse possible - d’ une réfrigération continue : la chaîne du froid ne doit pas être interrompue.
. Pour conservation prolongée d’une denrée alimentaire et pour sa sécurité vis-à-vis des microorganismes pathogènes nécessité : - d’une réfrigération à la température la plus basse possible. - d’ une réfrigération continue : la chaîne du froid ne doit pas être interrompue.")
82
2-3- Effet de la congélation et surgélation (froid négatif)
")
83
Surgélation : définition de la circulaire du ministère de l’Agriculture de juillet 1953
Produit surgelé : aliment très frais ayant subi une congélation ultrarapide.

84
Intérêt

85
- Blocage à la fois de la croissance des microorganismes - mésophiles,
- psychrophiles - et psychrotrophes. - Voire provocation de la lyse d’une partie de la population microbienne.

86
Limites

87
Production de cristaux de glace pouvant endommager les cellules ce qui altère le produit.
A proscrire la recongélation après décongélation car la multiplication des germes est accélérée par la lyse des cellules.

88
3- Action de l’irradiation

89
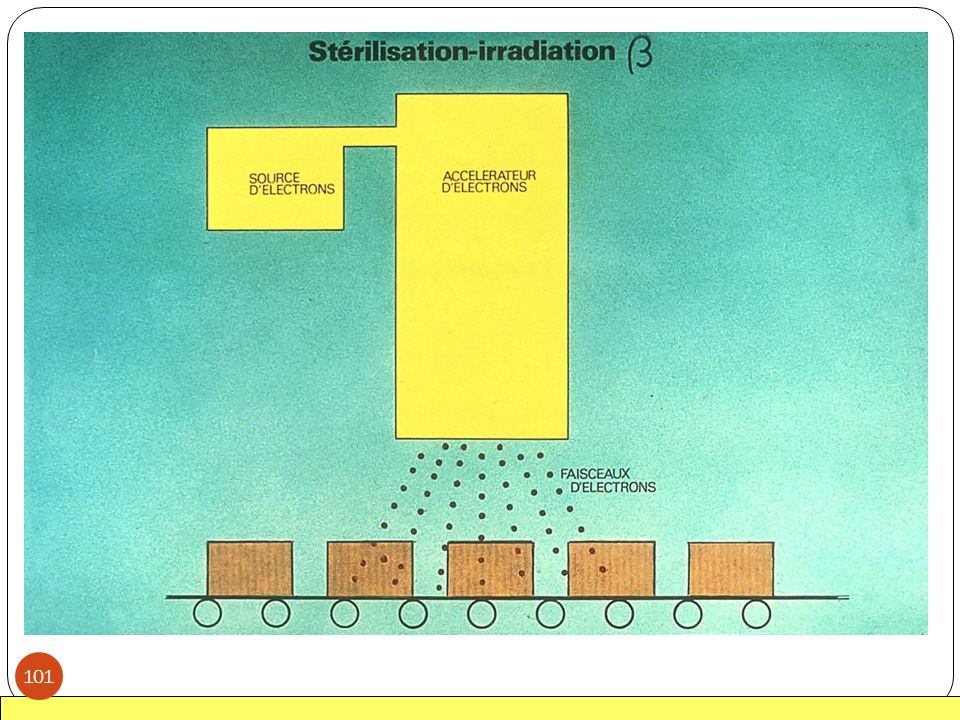
Existence de 2 types de rayonnements :
- rayons ionisants : * rayons g : radiations électromagnétiques de même nature que la lumière (photons) mais de longueur d’onde plus courte, donc d’énergie plus élevée, * rayons X - rayons non ionisants (UV)
 mais de longueur d’onde plus courte, donc d’énergie plus élevée, * rayons X. - rayons non ionisants (UV)")
90
3-1- Irradiation par rayons ionisants

91
3-1-1- Mécanisme d’action des rayons ionisants

92
Mécanisme d’action général
Transformation des molécules exposées à ces rayons ionisants : - perte des électrons de surface - donc transformation des molécules en ions ou en atomes possédant un électron célibataire à l’origine de radicaux libres. Remarque : Rôle essentiel de l’ionisation de l’eau aboutissant à la formation d’ions H+ et de radical hydroxyle OH. très réactifs et réagissant avec les différentes molécules de l’aliment, d’autant plus atteintes qu’elles ont une configuration spatiale complexe .

93
Les glucides ne sont pratiquement pas modifiés.
Mécanisme d’action sur les glucides, lipides, protéines et ADN Les glucides ne sont pratiquement pas modifiés. Les protéines sont peu modifiées. Les lipides sont modifiés et peuvent donner naissance à des hydroperoxydes lipidiques qui s’accumulent et confèrent à l’aliment un goût et une odeur caractéristique du rancissement, (procédé non applicable pour cette raison aux aliments riches en lipides traités à l’air libre).
.")
94
L’ADN est considérablement modifié :
- hydratation des bases, - rupture des chaînes, - rupture des liaisons hydrogène, - formation de ponts anormaux entre les 2 brins…

95
Conséquence : action sur les microorganismes
Conséquence : - ADN est alors non fonctionnel. - Aucune modification organoleptique, - Réplication, transcription et traduction impossibles associées à une oxydation des lipoprotéines de la membrane responsable d'une perturbation du fonctionnement cellulaire - Donc mort des microorganismes et absence de toute forme de vie au sein de la denrée traitée.

96
Exemples d’aliments stérilisés en France par irradiation
Les herbes aromatiques surgelées, Les flocons et germes de céréales pour produits laitiers, Les légumes et fruits secs, La farine de riz, Le blanc d'œuf, La viande de volaille, Les viandes de volaille séparées mécaniquement, Les cuisses de grenouille congelées, Les crevettes congelées décortiquées ou étêtées,

97
3-1-2- Application des rayons ionisants dans les industries alimentaires

98
Stérilisation ou stabilisation (selon la dose appliquée) puisque les microorganismes ne peuvent donc plus ni croître, ni se multiplier Arrêt de la maturation des fruits (ex : fraises), arrêt de la germination des pommes de terre, des oignons… puisque la vie des cellules végétales est bloquée (vu l’action sur l’ADN) Désinsectisation des graines.
, arrêt de la germination des pommes de terre, des oignons… puisque la vie des cellules végétales est bloquée (vu l’action sur l’ADN) Désinsectisation des graines.")
99
Autres application des rayons ionisants

100
Utilisation des rayons Gamma

102
3-2- Irradiation par rayons non ionisants (UV : 200 à 280 nm)
")
103
3-2-1- Mécanisme d’action

104
Action de dénaturation de l'ADN et induction de mutations
Réplication, transcription et traduction impossibles responsable d'une perturbation du fonctionnement cellulaire Donc destruction des microorganismes

105
Efficacité

106
Dépend : de la proximité entre la surface concernée et la source des UV du temps d'exposition.

107
risques biologiques mardi 5 janvier 2010

108
4- Action de la filtration

109
4-1- Principe

110
Principe

111
Rétention des particules et des microorganismes en suspension dans un liquide ou dans l'air sur une membrane microporeuse d’acétate de cellulose dont les pores ont un diamètre compris entre 0,1 mm et 1 mm (le plus souvent 0, 45 mm) permettant ainsi de dépolluer milieux liquides et air. .

112
. Remarque: La filtration n'est pas exactement un procédé de stérilisation totale car les filtres à pores même très petits ne peuvent pas retenir : certaines bactéries de très petites tailles (mycoplasmes, Chlamydia, rickettsies) les virus.
 les virus.")
113
4-2- Applications

114
Filtration du lait Filtration stabilisante du vin (bière, cidre…) . Filtration d'eau Filtration de solutions contenant des solutés thermosensibles Filtration des gaz (y compris l'air) .
 .")
115
Filtration du lait

116
- Lait entier cru est d’abord écrémé, la crème obtenue est pasteurisée et dégazée à 85-90°C - lait écrémé est microfiltré (tous les microorganismes sont arrêtés par le filtre) et commercialisé sous le nom de « lait frais microfiltré ». Remarque : ce lait - présente les qualités organoleptiques du lait frais - est une alternative au lait UHT traditionnel qui présente un goût modifié par le traitement thermique.

117
4-2-2- Filtration stabilisante du vin

118
Elle a pour but d’éliminer levures et bactéries susceptibles de détériorer le vin après la mise en bouteille, de donner ses caractéristiques organoleptiques. .

119
Filtration d’eau

120
Est réalisée par les industriels pour éliminer toute contamination microbienne dans l'eau lorsque celle- ci doit être pauvre en germes, voire stérile lorsque la flore microbienne de l'eau pourrait : contaminer le produit pharmaceutique ou agroalimentaire et le rendre pathogène pour le consommateur dégrader les molécules du produit pharmaceutique ou agroalimentaire entrer en compétition avec la flore normale du process (fermentation). .
. .")
121
4-2-4- Filtration de solutés thermosensibles

122
Solutions de - glucides, - de protéines, - de NAD+, - de sérum de veau fœtal pour les cultures cellulaires… .

123
Filtration de liquides
Les filtres utilisés ont des pores de taille très faible de l’ordre de 0,22 µm. La filtration est utilisée pour des molécules ou produits thermosensibles qui ne peuvent pas être chauffés à plus de °C. Les produits filtrés sont « propres » ou très peu contaminés. Des virus ou des bactéries très petites (mycoplasmes, bactéries sans paroi) peuvent échapper à la filtration.
 peuvent échapper à la filtration.")
124
Filtration des gaz

125
Décontamination de l'air d'une pièce dans laquelle le conditionnement de produits "fragiles" a lieu ou en milieu hospitalier. Décontamination de l'air d'un PSM. Contrôle microbiologique des gaz de purge ou de pousse d'embouteillage des boissons. Décontamination de l'alimentation des fermenteurs. Décontamination lors de l'addition de CO2 dans les boissons carbonatées. Décontamination à l’azote pour l'inertage du vin. Décontamination lors du soufflage de certains emballages. Filtres évents stérilisants sur cuves de fermentation en fromagerie. .

126
Filtration de gaz N’oublions pas l’utilisation de filtres HEPA pour filtrer les gaz dans le PSM…

127
5- Action de l’atmosphère modifiée

128
5-1- Conditionnement sous vide

129
Principe

130
Elimination de tous les gaz.
.

131
Limites

132
. Vide jamais assez poussé pour éliminer totalement le dioxygène.
Pénétration d’un peu de dioxygène à travers le film de l’emballage (en fonction de la perméabilité plus ou moins grande du film à ce gaz qui est très faible mais non nulle), d’où la nécessité d’utiliser des emballages les plus imperméables possibles (barquettes en plastique rigide ou sachets souples). .
, d’où la nécessité d’utiliser des emballages les plus imperméables possibles (barquettes en plastique rigide ou sachets souples). .")
133
5-1-3- Conséquences de la mise sous vide

134
Privation des microorganismes d’O2, donc :
- inhibition de la flore aérobie d’altération - inhibition des phénomènes d’oxydation. Conséquence : conservation des aliments favorisée .

135
5-2- Conditionnement sous atmosphère modifiée

136
Principe

137
Modification de la composition de l’environnement gazeux de l’aliment par injection de gaz, le plus souvent un mélange de N2, d’ O2 , de CO2 . Les proportions généralement choisies et la composition du mélange dépendent de l’aliment et des altérations à inhiber. .

138
Exemple

139
Pour inhiber les oxydations et les aérobies strictes : injection d’un mélange de 80% de N2, de 20% de CO2 . Pour inhiber les anaérobies strictes, enrichissement en O2 .

140
6- Action des conservateurs

141
6-1- Principe, définition

142
Conservateurs = agents chimiques utilisés pour assurer la conservation d’un aliment car :
Inhibant le développement de microorganismes pathogènes (et donc assurant la sécurité alimentaire) Inhibant la flore d’altération pour assurer la stabilité des caractéristiques organoleptiques (et donc assurant la salubrité alimentaire). .
 Inhibant la flore d’altération pour assurer la stabilité des caractéristiques organoleptiques (et donc assurant la salubrité alimentaire). .")
143
6-2- Exemples

144
. Fumage (action bactériostatique, aromatisante et antioxydante).
Applications : saucisses fumées. Salage (inhibition du développement des microorganismes excepté les halophiles). Applications : poissons, charcuterie (sel nitrité). Sucrage (diminution de l’Aw et donc inhibition des bactéries) Applications : confitures, gelées, pâtes de fruits Macération dans l’alcool (inhibiteur de beaucoup de microorganismes) Applications : fruits à l’eau de vie .
. Applications : poissons, charcuterie (sel nitrité). Sucrage (diminution de l’Aw et donc inhibition des bactéries) Applications : confitures, gelées, pâtes de fruits. Macération dans l’alcool (inhibiteur de beaucoup de microorganismes) Applications : fruits à l’eau de vie. .")
Présentations similaires
















 coloration de Moeller Bacillus état frais>")


