Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
L’ANALYSE DES LUBRIFIANTS COMETE – Journée technique du 8 juin 2006
B. LABORDE – R. MORAES

2
ETAPE PRELIMINAIRE : LE PRELEVEMENT
Le contrôle d’un lubrifiant en service ne peut fournir des résultats valables et reproductibles que si l’échantillon est prélevé avec une attention particulière : - le prélèvement doit être réalisé pendant le fonctionnement du système ou juste après l’arrêt si plusieurs échantillons sont nécessaires, ils doivent être préparés à partir d’un échantillon initial. le fractionnement est préférable à plusieurs prélèvements successifs.

3
ETAPE PRELIMINAIRE : LE PRELEVEMENT
Il faut prélever : dans des récipients propres et secs en quantité suffisante toujours dans les mêmes conditions et si possible par la même personne étiqueter soigneusement l’échantillon sur le flacon aussitôt le prélèvement effectué.

4
L’ANALYSE DES LUBRIFIANTS
Elle renseigne sur : Adaptation au système Niveau de performance Adaptation de l’espacement de vidange 1° L’état du fluide 2° L’état de la pollution Par des liquides Par des solides Par des produits de décomposition 3° L’état d’usure Normale Dangereuse Accidentelle

5
Caractéristiques physico-chimiques du lubrifiant
L’ETAT DU FLUIDE Caractéristiques physico-chimiques du lubrifiant

6
T°C V = f(T°C)} M1 t K M2 V= K *t = X mm²/s
Grosses molécules = Encombrement fort Petites molécules = Encombrement faible M1 t K T°C M2 V= K *t = X mm²/s Ecoulement lent = Forte viscosité Ecoulement rapide = Faible Viscosité

7
L’indice d’acide IAT L’indice d’acide total (I.A.T.) mesure le caractère acide du lubrifiant. Cette valeur est étroitement liée à l’état d’oxydation du fluide. En effet, sous l’effet de la température et de l’oxygène, les lubrifiants s’épaississent et s’acidifient.

8
Le point éclair C’est la température à laquelle les premières vapeurs émises par le fluide s’enflamment momentanément en présence d’une source d’ignition. Une pollution par un fluide plus volatil, entraîne une chute du point éclair.

9
L’additivation par spectrométrie
La spectrométrie plasma : Elle permet de déterminer les concentrations, exprimées en ppm (parties par million) des différents éléments (métaux et métalloïdes) présents dans le lubrifiant, soit sous forme d’additifs (Ca, P, Zn) , soit sous forme de particules d’usure métalliques . L’échantillon préalablement dilué est aspiré par un nébuliseur puis est introduit dans le plasma sous forme de mélange aérosol avec de l’argon. Sous l’action du champ électromagnétique produit par le passage d’un courant alternatif haute fréquence, les atomes d’huile et les particules contaminantes sont excitées et émettent un faisceau de lumière.
 des différents éléments (métaux et métalloïdes) présents dans le lubrifiant, soit sous forme d’additifs (Ca, P, Zn) , soit sous forme de particules d’usure métalliques . L’échantillon préalablement dilué est aspiré par un nébuliseur puis est introduit dans le plasma sous forme de mélange aérosol avec de l’argon. Sous l’action du champ électromagnétique produit par le passage d’un courant alternatif haute fréquence, les atomes d’huile et les particules contaminantes sont excitées et émettent un faisceau de lumière.")
10
L’additivation par spectrométrie
La spectrométrie infra-rouge : Le spectre infra-rouge d’un produit est l’empreinte digitale de ses différents composants. Il permet de détecter la contamination par d’autres fluides, ainsi que la diminution de la concentration en additifs par décomposition des molécules (additifs antioxydants par exemple).
.")
11
Les tests tribologiques
Ces tests faisant appel à différentes machines (4 billes, Reichert, …) permettent d’étudier les frottements et de mesurer les propriétés anti-usure et extrême pression d’un lubrifiant. Un anneau et un rouleau après utilisation. Vue d’ensemble de la machine REICHERT 73100
 permettent d’étudier les frottements et de mesurer les propriétés anti-usure et extrême pression d’un lubrifiant. Un anneau et un rouleau après utilisation. Vue d’ensemble de la machine REICHERT")
12
L’ETAT DE POLLUTION ET D’USURE

13
LE CONTRÔLE DE LA POLLUTION LIQUIDE
La teneur en eau : méthode KARL FISCHER : Elle permet de doser des traces d’eau et est basée sur une réaction avec une solution iodée conductrice (dosage électrochimique). C’est à partir d’une teneur de 0.05 % d’eau que l’on peut détecter, visuellement, une présence d’eau (aspect trouble de l’échantillon). La méthode de Karl Fisher permet de doser des traces d’eau jusqu’à quelques ppm (0.0001%).
. C’est à partir d’une teneur de 0.05 % d’eau que l’on peut détecter, visuellement, une présence d’eau (aspect trouble de l’échantillon). La méthode de Karl Fisher permet de doser des traces d’eau jusqu’à quelques ppm (0.0001%).")
14
LE CONTRÔLE DE LA POLLUTION SOLIDE
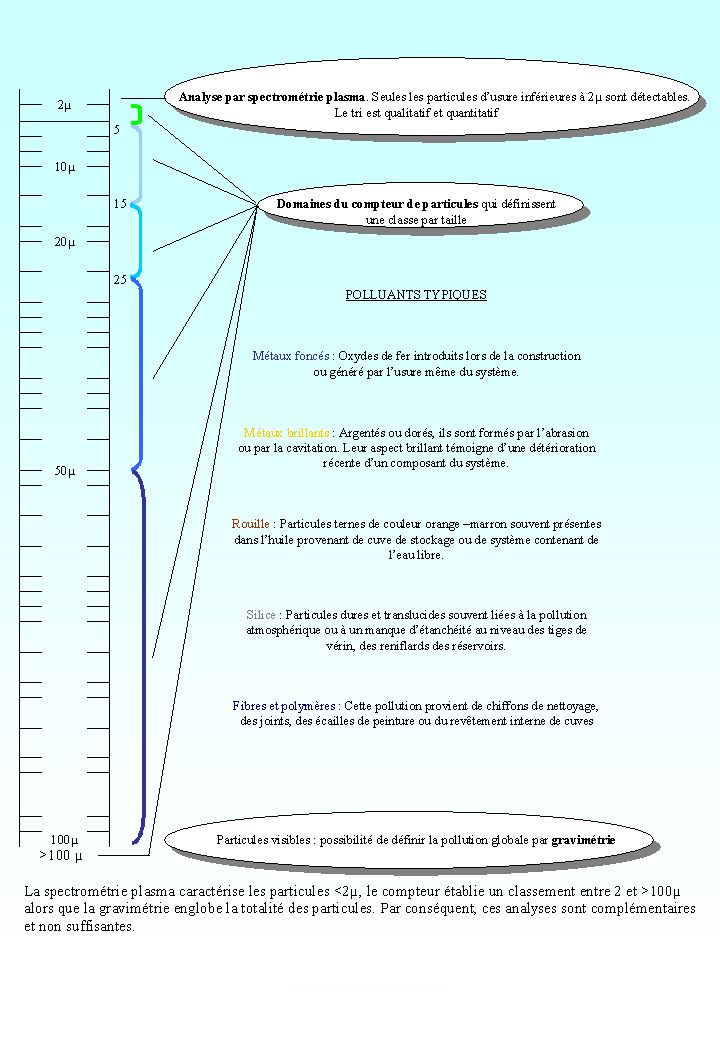
Il n’est pas possible d’éliminer totalement les particules solides au sein d’un circuit hydraulique, mais leur nombre doit être réduit en fonction des spécificités du circuit. Les particules les plus dangereuses sont celles qui ont une taille équivalente aux jeux mécaniques. La parfaite connaissance du nombre de particule contenue dans un fluide participe à l’optimisation de la maintenance d’une machine. Au laboratoire, le nombre de particules peut-être déterminé d’une part, par l’analyse gravimétrique lorsque le circuit ne comporte aucun filtre ou lorsqu’un dépôt est visible, et d’autre part, par un comptage de particules. L’analyse gravimétrique consiste à faire passer une quantité définie de fluide au travers d’une membrane préalablement pesée et dont on connaît la finesse de filtration. Une seconde pesée, après filtration, déterminera la pollution solide globale du fluide. Le comptage de particules en automatique consiste à faire passer une petite quantité de fluide dans une fenêtre ou chaque particule présente va générer une ombre en présence d’une lumière. Un capteur va compter, définir une dimension pour chaque ombre et faire un classement.

15
LE CONTRÔLE DE LA POLLUTION SOLIDE
Le classement est de 2 types : NAS 1638 défini par un tableau Nombre et classe par taille de particules : 5 à 15 µ, 15 à 25 , 25 à 50 µ, 50 à 100 µ, supérieures à 100 µ, puis classe totale du fluide qui reprend la valeur la plus forte. ISO 4406 défini suivant l’exemple de résultat 20/18/13 Ces 3 valeurs caractérisent respectivement le nombre de particules supérieures à : 2 µ, 5 µ et 15 µ. La définition ISO 4406 est moins utilisée que NAS 1638.

16
LE CONTRÔLE DE LA POLLUTION SOLIDE
La ferrographie Elle consiste à fixer sur une lamelle de verre la contamination par les particules métalliques magnétiques d’un échantillon d’huile puis à en évaluer l’importance ou à en observer la morphologie Les particules métalliques magnétiques sont fixées sur une lame en verre sous l’action d’un champ magnétique et positionnées en fonction de leurs dimensions et de leur susceptibilité magnétique. Un système optique permet de mesurer la densité optique des dépôts et d’en déduire les valeurs des critères « L » et « S » caractéristiques des grosses et petites particules présentes dans l’échantillon.

18
SOURCES DE POLLUTION Pollution de construction présente dans :
Cylindres, filtres, fluides, flexibles, moteurs et pompes, tuyauterie, réservoirs, etc… Pollution générée : Par les composants en mouvement, pompes, moteurs, etc… Par oxydation et décomposition du fluide Pollution ingérée durant l’entretien : Durant les démontages, remontages Durant les pleins et appoints Pollution ingérée de l’environnement : Par manque d’étanchéité vis-à-vis de l’atmosphère Par respiration au travers de reniflards inefficaces Par les tiges de vérin Lors de l’ouverture des réservoirs.

19
GENERATION DE LA POLLUTION
MECANISMES DE GENERATION DE LA POLLUTION TYPE CAUSE PRIMAIRE 1 – USURE PAR ABRASION PARTICULES AU CONTACT DE DEUX SURFACES EN MOUVEMENT PARTICULES EN SUSPENSION DANS UN FLUIDE S’ECOULANT A TRES GRANDE VITESSE 2 - EROSION SOUDURE A FROID 3- ADHERENCE DEBIT INSUFFISANT PARVENANT A LA POMPE 4 – USURE PAR CAVITATION 5 – USURE PAR CORROSION CHIMIQUE ET ELECTROCHIMIQUE 6 - FATIGUE PARTICULES

20
DEFAUTS LIES A LA POLLUTION PARTICULAIRE
LES BOUES MICRONIQUES CAUSENT DES INCIDENTS ET DES PANNES Diminution de la résistance à la fatigue des roulements Augmentation des jeux de fonctionnement Augmentation des fuites internes et de la température Diminution du rendement et augmentation de la consommation d’énergie Ralentissement du cycle = perte de productivité Mauvais temps de réponse Valves gommées ou encrassées

21
JEUX DYNAMIQUES TYPIQUES
Sources : « Wear Control Handbook 1980 » micromètres Roulements à rouleaux 0,1 - 1 Paliers lisses 0, Paliers hydrostatiques 1 - 25 Engrenages 0,1 - 1 Joints dynamiques 0,05 – 0,5 Pompes à engrenages pignon/flasque extrémité des dents/corps de pompe 0,5 – 0,5 0,5 – 0,5 Pompes à palettes cote de palette/flasque extrémité de palette/anneau 5 – 13 0,5 – 1 Pompes à piston piston/alésage ®* barillet/plateau de distribution 5 – 40 0,5 – 5 Servo-Valves orifice palette/gicleur tiroir/douille ®* 130 – 450 18-63 1-4 Vérins *® : jeu radial

22
RESULTATS DE LA FILTRATION
DES BOUES MICRONIQUES Augmentation de 4 à 10 fois de la durée de vie des pompes, y compris des transmissions hydrostatiques Augmentation de 5 à 100 fois de la durée de vie des électro-distributeurs Elimination du gommage des distributeurs et des électro-distributeurs Augmentation de la durée de vie du fluide par réduction de l’oxydation Extension par 20 de la résistance à la fatigue des roulements à rouleaux Extension par 10 de la durée de vie des paliers coulissants

23
BENEFICES ASSOCIES A LA FILTRATION DES BOUES MICRONIQUES
Première mise en route accélérée Meilleure disponibilité du système : meilleure productivité Réduction des rebuts : meilleure productivité Réduction des coûts de remplacement des composants Réduction des coûts de main-d’œuvre et d’entretien Réduction du stock de composants Réduction des coûts énergétiques Sécurité accrue

24
LE CAS PARTICLIER DES FLUIDES D’USINAGE AQUEUX
Ces lubrifiants constitués principalement d’eau sont particulièrement sensibles et nécessitent un suivi rigoureux. L’utilisateur doit connaître et savoir maîtriser un minimum de paramètres utiles au contrôle des bains pour assurer des conditions d ’usinage optimales et une durée de vie prolongée des bains. Ces paramètres sont : - La concentration des bains - le pH de l ’émulsion ou de la solution - la qualité de l ’eau de dilution - l ’état de la pollution physique (copeaux) - l ’état de la contamination biologique (bactéries - levures - moisissures - champignons)
 - l ’état de la contamination biologique (bactéries - levures - moisissures - champignons)")
25
LA CONCENTRATION : paramètre fondamental
La concentration d’un fluide de coupe représente la teneur en matières actives du produit Dans un fluide utilisé à 4%, il y a 96% d’eau et 4% d’huiles, de tensio-actifs, inhibiteurs de corrosion, agents de lubrification,… Le maintien de la concentration dans le temps est donc primordial et permet d’assurer au fluide ses différentes fonctions. La concentration est mesurable par différentes méthodes : un cassage acide qui va séparer la partie lipophile (huile) de l’émulsion Un dosage pour mesurer la réserve d’alcalinité du fluide Une mesure réfractométrique basée sur la déviation de la lumière
 de l’émulsion. Un dosage pour mesurer la réserve d’alcalinité du fluide. Une mesure réfractométrique basée sur la déviation de la lumière.")
26
LE pH Le pH d’un fluide de coupe en service doit être compris entre 8.8 et 9.2. Ce caractère alcalin est le gage des propriétés anti-corrosion du fluide et le protège des attaques microbiologiques. Une chute de pH alerte sur un début de développement microbiologique qui libèrent au cours de leur métabolisme des composés acides ce qui peut générer : Une destabilisation du fluide Des pertes de pouvoir anticorrosion Des mauvaises odeurs La formation de dépôts (filaments, peaux,…)
")
27
LE TH Le TH : « titre hydrotimétrique » : il mesure la dureté de l’eau, c’est à dire la concentration en ions calcium et magnésium : TH < 15 : eau douce TH > : eau dure TH > 30 : eau très dure (« eau calcaire ») Le TH qui est lié à la qualité de l’eau utilisée influence le comportement du fluide de coupe : une eau douce favorise le moussage une eau dure favorise au contraire la formation de dépôts ou savons dans le fluide.
 Le TH qui est lié à la qualité de l’eau utilisée influence le comportement du fluide de coupe : une eau douce favorise le moussage. une eau dure favorise au contraire la formation de dépôts ou savons dans le fluide.")
28
L’ETAT DE CONTAMINATION BIOLOGIQUE
La vitesse de développement de la population de micro-organismes dans un fluide contaminé est exponentielle.

29
L’ETAT DE CONTAMINATION BIOLOGIQUE
CHAMPIGNONS La présence de bactéries ou de champignons est mise en évidence par ensemencement sur des milieux gélosés. Le dénombrement des colonies renseigne sur l’état de contamination de la charge de fluide aqueux.

30
Pourquoi une maintenance des bains ?
La recherche d ’une meilleure productivité : prolonger la durée de vie des bains diminue les coûts de production. Conserver des conditions d ’usinage les meilleures Éviter les phénomènes de corrosion des pièces et de la machine Éviter les développements biologiques : ne pas favoriser la formation de souches et de foyers de développement bactériens Prolonger la durée de vie des outils Travailler dans des conditions d ’hygiène et de sécurité maîtrisées Diminution des volumes de rejet

31
CONCLUSION Les analyses permettent un diagnostic rapide du niveau de performance du fluide et donc l’adaptation des intervalles de vidange Elles apportent une connaissance de l’état d’usure des composants sensibles La mesure du niveau de pollution solide permet de vérifier l’efficacité de la filtration Un suivi analytique efficace est un outil très performant dans le cadre d’une maintenance moderne.

32
Merci de votre attention.

Présentations similaires

















 de l’eau oxygénée>")

