Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
Contrôles géométriques de masse froide Pourquoi –les premièrs aimants faits à lextérieur nont pas été controlés –le transfert de la géométrie de laimant sur les références dalignement sest fait : à partir des extrémitésà partir des extrémités avec un systèmes de plusieurs gabaritsavec un systèmes de plusieurs gabarits –nécessité de mesurer la géométrie globale de masse froide pour la construction et lassemblagepour la construction et lassemblage pour connaitre la position des références dalignementpour connaitre la position des références dalignement

2
Contrôles géométriques de masse froide Types de mesures – pour la construction Masse froide sous presseMasse froide sous presse Masse froide en position normaleMasse froide en position normale Mesure de position des spool piecesMesure de position des spool pieces Alignement de la machine à découperAlignement de la machine à découper Alignement des fonds bombésAlignement des fonds bombés Cartographie des extrémitésCartographie des extrémités Alignement des supports de pieds froidsAlignement des supports de pieds froids – transfert de la géométrie vers références dalignement

3
Contrôles géométriques de masse froide Schéma de la sonde(1)
")
4
Contrôles géométriques de masse froide Schéma de la sonde(2)
")
5
Contrôles géométriques de masse froide Calcul du centre du tube

6
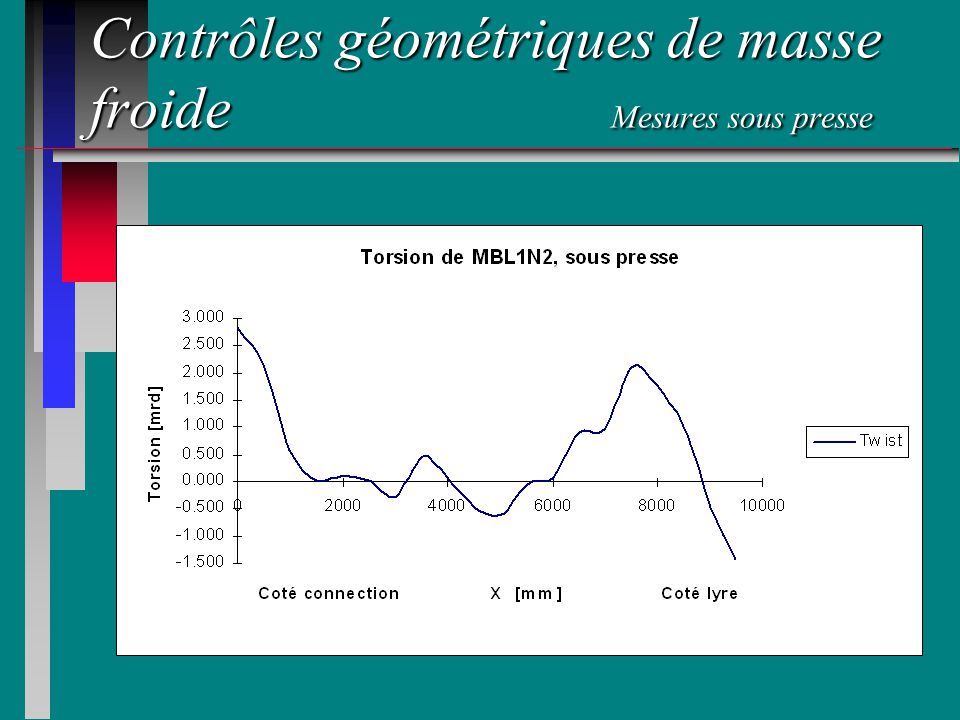
Contrôles géométriques de masse froide Mesures sous presse

9
Contrôles géométriques de masse froide Référentiel externe

10
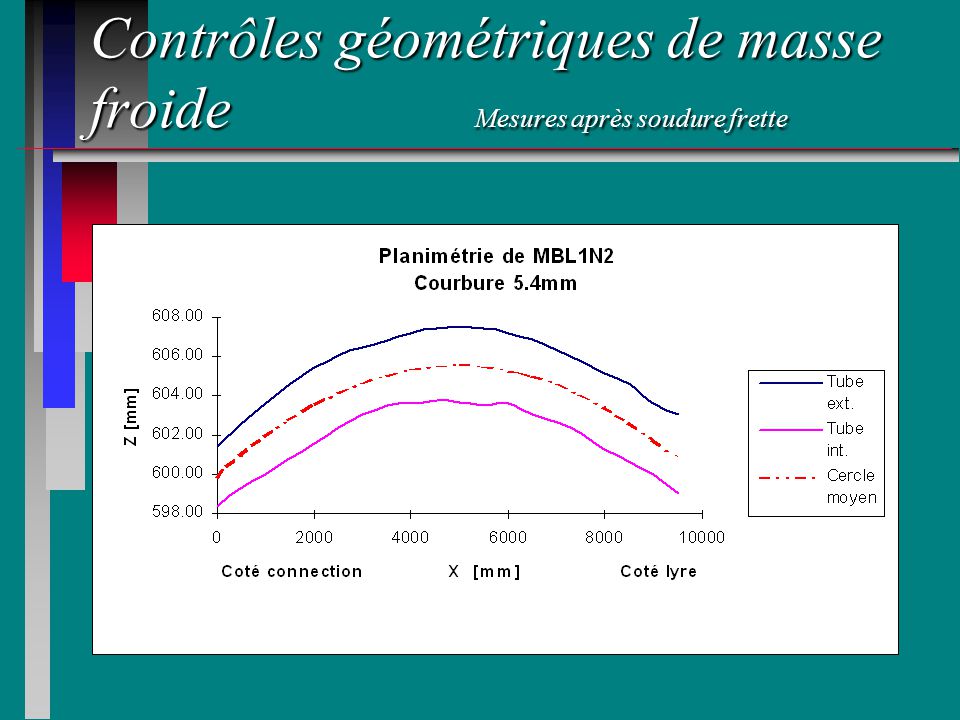
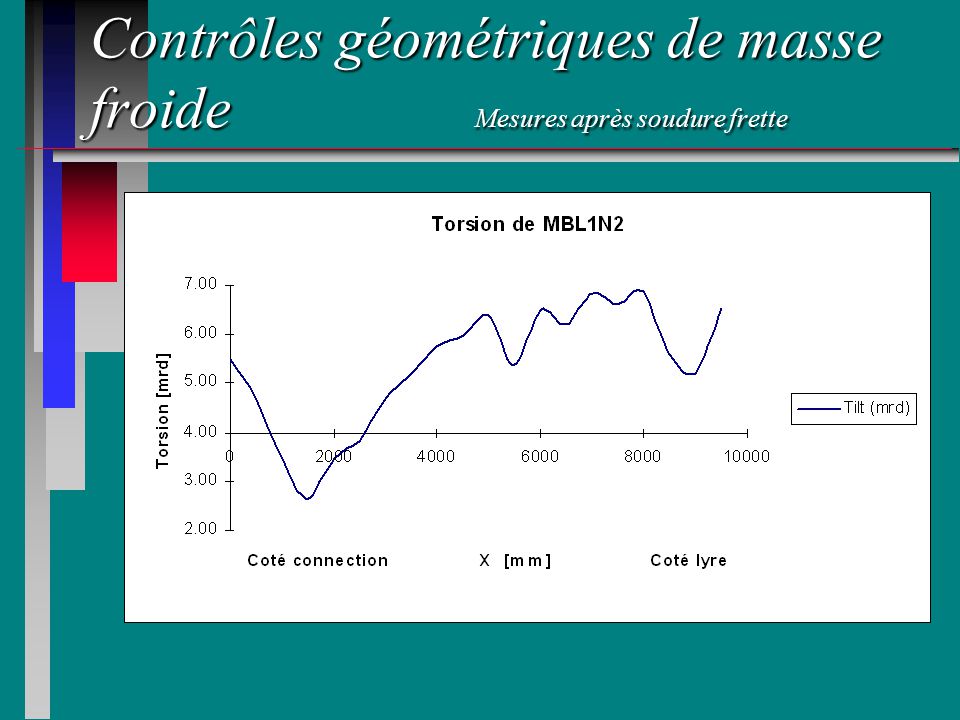
Contrôles géométriques de masse froide Mesures après soudure frette

13
Contrôles géométriques de masse froide diamètres

14
Contrôles géométriques de masse froide Comparaison laser/théodolite(1)
")
15
Contrôles géométriques de masse froide Comparaison laser/théodolite(2)
")
16
Contrôles géométriques de masse froide Comparaison Coldbore/tube échangeur

17
Contrôles géométriques de masse froide Définitions choisies n Plan géométrique vrai = plan qui passe au plus près de tous les points mesurés dans chacun des tubes n Axe géométrique vrai = Cercle qui passe au plus près de tous les points mesurés dana chacun des tubes. Ce cercle est calculé dans le plan XY et avec un rayon libre R n Courbure = R -

18
Contrôles géométriques de masse froide Axe géométrique moyen

19
Contrôles géométriques de masse froide Plan géométrique moyen

20
Contrôles géométriques de masse froide Alignement de la machine orbitale (1)
")
21
Contrôles géométriques de masse froide Alignement de la machine orbitale(2)
")
22
Contrôles géométriques de masse froide Alignement des fonds bombés n Uniquement en rotation

23
Contrôles géométriques de masse froide Alignement des supports de pieds n uniquement rotation autour de X et mise en longueur

24
Contrôles géométriques de masse froide Alignement des tubes faisceau n Alignement sur laxe géométrique moyen +/- 97 mm et sur le plan géométrique moyen

25
Contrôles géométriques de masse froide Autres mesures - Mesure de la position des spool pieces - Alignement du support de diode - Cartographie des extrémités - Transfert de la géométrie globale vers les références dalignement

26
Contrôles géométriques de masse froide Conclusion n Méthode et Instrumentation ont donné satisfaction avec une précision de + ou - 0.2 mm n mais, ce nest pas adapté à la série car : difficile à mettre en oeuvredifficile à mettre en oeuvre –alignement du laser dans un tube et sur le référentiel, –instabilité du laser beaucoup de précaution dutilisationbeaucoup de précaution dutilisation pas de contrôles sur les mesurespas de contrôles sur les mesures procédure assez longueprocédure assez longue

27
Contrôles géométriques de masse froide LTD500 LTD500 : laser tracker - distances interférométriques ou absolues - angles horizontaux et verticaux - poursuite automatique de cibles (prismes creux, pleins, oeil de chat,etc...) avec son laser intéférométrique (8mm de diamètre) - précision de 10 ppm (soit o.15 mm à 15 m) Avantages - mesurer dans toutes les directions - possibilité de redondances des mesures => contrôles
 avec son laser intéférométrique (8mm de diamètre) - précision de 10 ppm (soit o.15 mm à 15 m) Avantages - mesurer dans toutes les directions - possibilité de redondances des mesures => contrôles")
28
Contrôles géométriques de masse froide LTD500

29
LTD500 de leica est capable de : - mesurer dans les tubes faisceau sur une sonde (à construire) - aligner la machine à découper - mesurer la position des spool pieces - aligner les fonds bombés et les tubes faisceaux - aligner les supports de pieds - mesurer la position des tubes aux extrémités (moins bien adapté que ROMER) - mesurer la position des mires dalignement
 - aligner la machine à découper - mesurer la position des spool pieces - aligner les fonds bombés et les tubes faisceaux - aligner les supports de pieds - mesurer la position des tubes aux extrémités (moins bien adapté que ROMER) - mesurer la position des mires dalignement")
30
Contrôles géométriques de masse froide Mesures géométriques Indispensables pour : Indispensables pour : - le contrôle des objets - mais surtout dans le processus de fabrication

Présentations similaires







 Construction d’un cercle M centre O>")












 >")