Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

2
Définition

3
Avantages & Précautions à prendre

4
Pour éviter la résistance au changement

5
Historique

8
LES FONDEMENTS DU LEAN GEMBA ATTITUDES LEAN LEAN THINKING BOITE A OUTILS

9
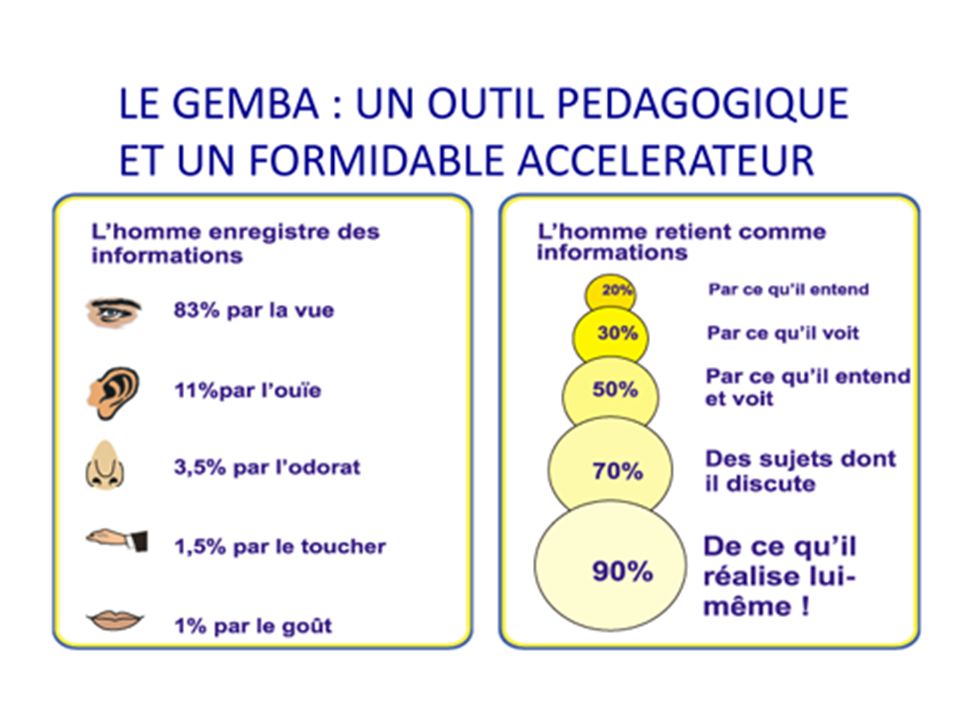
Gemba au cœur du Lean…

11
ATTITUDES LEAN

17
LEAN THINKING

18
Boîte à outils Lean

20
Le 5 S

21
5M

23
LE PDCA

27
Synthèse Les quatre étapes PLAN : Étudier, analyser, prévoir, planifier un travail, poser une hypothèse DO : Exécuter, déployer, mettre en œuvre CHECK : Regarder, examiner, vérifier que le résultat obtenu est celui attendu ACT : Ajuster avant de relancer un cycle, si le résultat n’est pas conforme ou standardiser si le résultat est conforme

28
La VSM (Value Stream Mapping)
")
29
Exemple VSM sur flux d’informations logistiques

30
Le 6 Sigma

31
Définition six Sigma La méthode Six Sigma ou 6 Sigma est née il y a déjà quelques années au sein des usines Motorola USA. Reprise avec succès par de grands groupes tel Général Electric, Six Sigma a mûri et a évolué pour devenir aujourd'hui une méthode globale de management et de développement stratégique. Désormais, les apports de la méthode 6 Sigma concernent autant les entreprises industrielles que les entreprises des services. Les exigences en matière d'optimisation de la qualité sont guère différentes.

32
6 Sigma. Quel en est le principe ? Si on peut mesurer, on peut corriger La méthode 6 Sigma offre techniques et outils pour améliorer drastiquement la capabilité des processus tout en réduisant les défauts. Orientée processus de production à l'origine, la méthode recherche la régularité absolue. La variabilité est en effet source d'insatisfaction du client.

33
SIX SIGMA, démarche DMAIC Quelle méthode ? Les 5 étapes de la méthode DMAIC détaillée Les 5 étapes fondamentales de la méthode. Chacune des lettres composant le sigle D.M.A.I.C. est l'initiale de la fonction significative de l'étape correspondante.

35
Le SMED (Single Minute Exchange of Die) Le SMED est une méthode d'organisation qui cherche à réduire de façon systématique le temps de changement de série, avec un objectif quantifié. (Norme AFNOR NF X 50-310). Single Minute Exchange of Die = Echange d'outil en moins de 10 minutes. Single Minute signifie que le temps en minutes nécessaire à l'échange doit se compter avec un seul chiffre. Le SMED est né en 1970 dans l' univers industriel compétitif de TOYOTA, sous l' impulsion de S.SHINGO. S.SHINGO découvre le rôle pivot des temps de changement de série dans l'obtention de la flexibilité industrielle globale et entame un combat systématique contre les idées reçues en la matière.
. Single Minute Exchange of Die = Echange d outil en moins de 10 minutes. Single Minute signifie que le temps en minutes nécessaire à l échange doit se compter avec un seul chiffre. Le SMED est né en 1970 dans l univers industriel compétitif de TOYOTA, sous l impulsion de S.SHINGO. S.SHINGO découvre le rôle pivot des temps de changement de série dans l obtention de la flexibilité industrielle globale et entame un combat systématique contre les idées reçues en la matière..")
36
Le SMED (Single Minute Exchange of Die)
")
38
3 familles de Gaspillages : 3 M Taïchi Ohno, père fondateur du Système de Production Toyota, a défini 3 familles de gaspillages : Muda (tâche sans valeur ajoutée, mais acceptée) Muri (tâche excessive, trop difficile, impossible) Mura (irrégularités, fluctuations) Le gaspillage est tout sauf la quantité minimum requise de machines, de matériaux, de pièces et de temps de travail, absolument essentielle à la création de produit ou service
 Muri (tâche excessive, trop difficile, impossible) Mura (irrégularités, fluctuations) Le gaspillage est tout sauf la quantité minimum requise de machines, de matériaux, de pièces et de temps de travail, absolument essentielle à la création de produit ou service")
39
Mudas

40
Surproduction

41
Surstock ou Stock Inutiles

42
Transports

43
Processus

44
Mouvement

45
Défaut

46
Attente

47
Muri Il représente l’excès, la surcharge. En un mot, tout ce qui sort du cadre ordinaire et excède les capacités naturelles. Le Muri concerne aussi bien les hommes que les machines

48
Mura Il concerne la variation et l’irrégularité dans l’écoulement du flux. Cela correspond à une demande client très variable, mais c’est aussi la variation du temps de cycle entre deux pièces fabriquées par un même opérateur, ou encore entre deux opérateurs fabricant le même produit.

49
En résumé

50
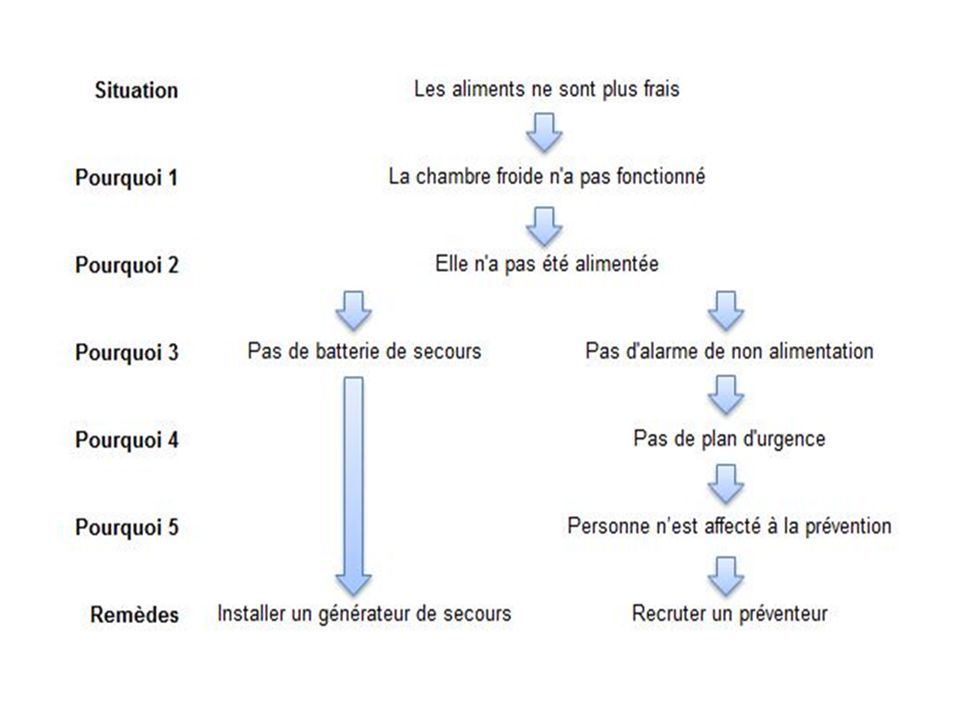
5P ou 5 Pourquoi ? La méthode des 5 Pourquoi permet l’identification des causes racines d’un problème. En posant plusieurs fois la question « Pourquoi ? » au problème, on retire une à une les couches de symptômes qui mène aux causes racines. Bien que la méthode se nomme « Les 5 Pourquoi », il se peut que vous ayez à vous poser la question « Pourquoi ? » moins de 5 fois ou plus de 5 fois selon le problème

53
Méthode de Résolution de Problème

54
Poka Yoké Le Poka-Yoke, prévention d'erreur ou détrompeur Le Poka-Yoke, terme japonais que l'on peut traduire en français par prévention d'erreur ou plus simplement détrompeur, correspond à une méthode de conception des produits intégrant dès l'origine la prévention des erreurs potentielles. Nous sommes là dans un véritable esprit qualité. En effet, l'enchaînement suivant : Réaliser - Contrôler - Corriger n'est pas le fruit d'une démarche dans l'esprit qualité. On entend plutôt par esprit qualité la volonté de mettre en place les justes moyens pour garantir l'obtention du résultat attendu du premier coup.

55
Quelques Exemples….

Présentations similaires












>")


















