Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

2
La Recherche en Génie Industriel

3
La Recherche Les produits de la recherche
La recherche scientifique désigne en premier lieu l’ensemble des actions entreprises en vue de produire et de développer les connaissances scientifiques. Les laboratoires, qui peuvent aussi bien être publics que privés, sont les lieux privilégiés où se déroule l'activité de recherche. Y sont rassemblés des chercheurs, des techniciens et des administratifs. Ces chercheurs y partagent les ressources et les moyens rassemblés dans le laboratoire. Il existe des laboratoires tant pour les sciences exactes que pour les sciences humaines et sociales. Les produits de la recherche Les connaissances scientifiques produites peuvent prendre des formes diverses : il peut s'agir de publications, de rapports, de brevets, de communications orales, etc. Enfin, ces connaissances peuvent être incorporées dans de nouvelles machines, de nouveaux instruments ou dispositifs.

4
= => MASS PRODUCTION
Le génie industriel Ford T ( ) : La dame en noir Tout le monde peut avoir une Ford T de la couleur qu'il souhaite, à condition que ce soit le noir (Henry Ford) = => MASS PRODUCTION Henry Ford voulait qu'elle soit universelle. Elle le devint et fit sa fortune. Inaugurant les méthodes de production à la chaîne, elle sera, en effet, construite à plus de 16 millions d'exemplaires pendant dix-neuf ans.
 : La dame en noir. Tout le monde peut avoir une Ford T de la couleur qu il souhaite, à condition que ce soit le noir (Henry Ford) = => MASS PRODUCTION. Henry Ford voulait qu elle soit universelle. Elle le devint et fit sa fortune. Inaugurant les méthodes de production à la chaîne, elle sera, en effet, construite à plus de 16 millions d exemplaires pendant dix-neuf ans.")
5
Frederick Winslow Taylor (1856 - 1915) ingénieur américain
qui a mis en application l'organisation scientifique du travail, qui est la base de la révolution industrielle du XXe siècle. Ses travaux de recherche ont conduit au développement du travail à la chaîne, à la parcellisation des tâches, en transformant les ouvriers et les employés à ne devenir que de simples machine de guerre dans d'immenses entreprises mécanisées. Pour Taylor, le rôle de l'encadrement consiste à indiquer aux employés la meilleure manière de réaliser une tâche, de leur fournir les outils et formations appropriés, et de leur délivrer des objectifs et incitations en vue d'atteindre la performance. Selon ses détracteurs, il a introduit dans le monde du travail une séparation radicale entre ceux qui conçoivent et ceux qui produisent. Pour Taylor, l’ouvrier n’est pas là pour penser, mais pour exécuter des gestes savamment calculés pour lui. Il est encouragé à être performant par un système de primes. Tout travail intellectuel doit être éliminé de l’atelier pour être concentré dans les bureaux de planification et d’organisation de l’entreprise.

6
Séparation conception - exécution
Frederick Winslow Taylor Division des tâches Séparation conception - exécution Pour Taylor, le rôle de l'encadrement consiste à indiquer aux employés la meilleure manière de réaliser une tâche, de leur fournir les outils et formations appropriés, et de leur délivrer des objectifs et incitations en vue d'atteindre la performance. Selon ses détracteurs, il a introduit dans le monde du travail une séparation radicale entre ceux qui conçoivent et ceux qui produisent. Pour Taylor, l’ouvrier n’est pas là pour penser, mais pour exécuter des gestes savamment calculés pour lui. Il est encouragé à être performant par un système de primes. Tout travail intellectuel doit être éliminé de l’atelier pour être concentré dans les bureaux de planification et d’organisation de l’entreprise.

7
Séparation conception - production
Customer needs description : simple, red, robust, with wheels What the architect understands Customer needs : What is finally developed What is the manufacturer expected to do What the architect finally described

9
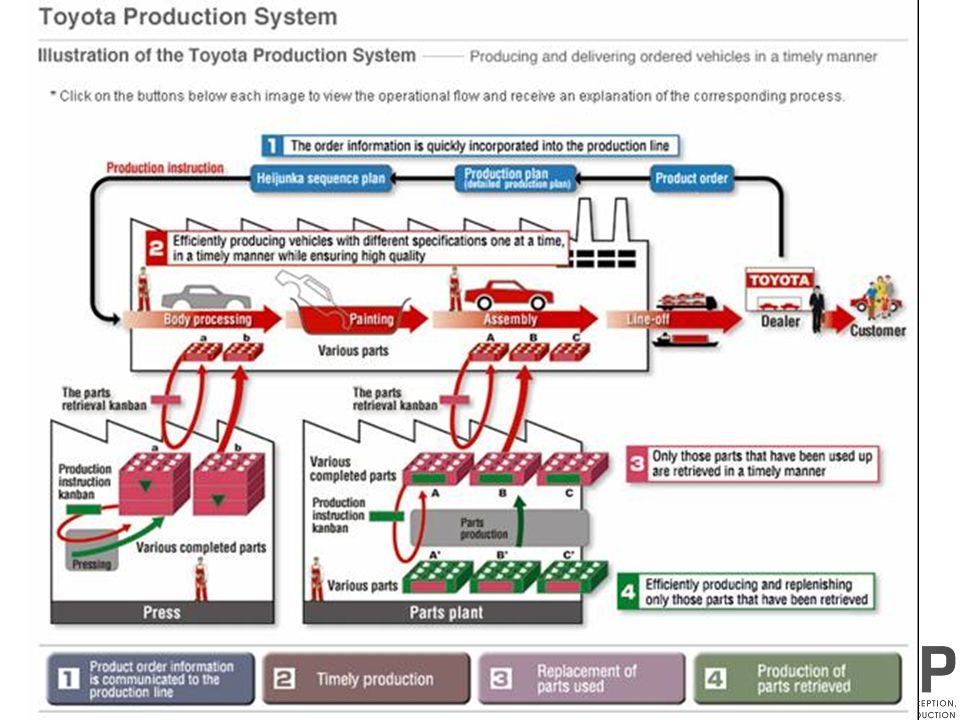
Toyota 1er constructeur mondial en 2007
Sakichi Toyoda Toyota 1er constructeur mondial en 2007 The Toyota Production System (TPS) combines management philosophy and practices to form an integrated socio-technical system at Toyota. The TPS organizes manufacturing and logistics for the automobile manufacturer, including interaction with suppliers and customers. The system is a major precursor of the more generic "Lean manufacturing."
 combines management philosophy and practices to form an integrated socio-technical system at Toyota. The TPS organizes manufacturing and logistics for the automobile manufacturer, including interaction with suppliers and customers. The system is a major precursor of the more generic Lean manufacturing.")
14
Laboratoire Génie Industriel

15
6 pôles de compétences Energie Environnement Information et Communication Micro et nanotechnologies Matériaux Systèmes de production

16
Systèmes de production
De la notion de conception intégrée à la conception et à la gestion des systèmes de production Les participants Laboratoires INPG : G-SCOP, G2E-Lab, GIPSA-Lab Laboratoires UPMF : GAEL, PACTE, CERAG, LEPII Plate-forme technologique : AIP-Primeca GI-Nova G-SCOP organise le 42ème congrès CIRP "manufaturing systems“ les 3-5 juin 2009

17
Laboratoire G-SCOP Sciences pour la Conception, l’Optimisation et la Production de Grenoble

18
s’appuyant sur de fortes compétences en optimisation
G-SCOP un laboratoire pluridisciplinaire de référence pour répondre aux défis scientifiques posés par les mutations du monde industriel allant de la conception des produits à la gestion des systèmes de production s’appuyant sur de fortes compétences en optimisation

19
Les systèmes de production : 2 processus fondamentaux
Commercial Logistique Production Qualité Maintenance - SAV Processus de production (supply chain) C.R.M. S.R.M. A.P.S. M.E.S. E.R.P.
 C.R.M. S.R.M. A.P.S. M.E.S. E.R.P.")
20
Les systèmes de production : 2 processus fondamentaux
Commercial Logistique Production Qualité Maintenance - SAV Processus de production (supply chain) CFAO P.L.M. CAE Processus de développement produit Marketing Etudes Industrialisation Assurance qualité
 CFAO. P.L.M. CAE. Processus de développement produit. Marketing. Etudes. Industrialisation. Assurance qualité.")
21
Exemple d’études Processus Supply Chain :
Capitalisation des essais en micro-electronique Gestion des flux dans l’industrie automobile Process control : towards operational risks analysis Processus Développement de produits : implication des fournisseurs dans le développement de produits Manipulation des modèles géométriques Maintenance d’hélicoptères Conception collaborative pour l’ergonomie 7th Research Framework Programme (FP7) « FP7 is centered on innovation and knowledge for growth » Manufuture (Serge) Conditions d’une croissance durable Leviers de la performance de l’entreprise Innovation produits & services inventer de nouvelles organisations industrielles Ecoproduit Collaborative research Virtual Manufacturing
 « FP7 is centered on innovation and knowledge for growth » Manufuture (Serge) Conditions d’une croissance durable. Leviers de la performance de l’entreprise. Innovation. produits & services. inventer de nouvelles organisations industrielles. Ecoproduit. Collaborative research. Virtual Manufacturing.")
22
Laboratoire G-SCOP Exemples d’études

23
Capitalisation des essais en microelectronique (1)
Domaine Micro-électronique accélérer les phases de ramping capitaliser et réutiliser les essais on-line …. une approche générique Inspiré par TRIZ de [Altshuller, 1999]

24
intégrant des activités de KM
Nos contributions (2) + Le Template de PIFA Le principe de PIFA La partie « Processus” La partie “Information” La partie “Fonctionnalité” Nouvelle méthode intégrant des activités de KM analyser formaliser améliorer Fonctionnalités Amélioration: Valider des informations Valider et notifier des acteurs concernées Sauvegarder un document Sauvegarder, notifier et fournir une synthèse Assigner une personne à une tâche vérifier la planification de ressource, anticiper le travail à venir, fournir une liste d’action personnalisée Une méthode : PIFA Un outil EMA: déclaré officiel pour la gestion de « lot split » (juin, 2006) 366 SWR gérés 1780 manipulations non-standards sur des lots 300 utilisateurs Réduction du temps et des coûts (traitement d’un SWR : 1h15 20 min) Harmonisation de la méthode de travail Réduction de temps de lots arrêtés (temps de traitement de lot)
 + Le Template de PIFA. Le principe de PIFA. La partie « Processus La partie Information La partie Fonctionnalité Nouvelle méthode. intégrant des activités de KM. analyser. formaliser. améliorer. Fonctionnalités Amélioration: Valider des informations. Valider et notifier des acteurs concernées. Sauvegarder un document. Sauvegarder, notifier et fournir une synthèse. Assigner une personne à une tâche. vérifier la planification de ressource, anticiper le travail à venir, fournir une liste d’action personnalisée. Une méthode : PIFA. Un outil EMA: déclaré officiel pour la gestion de « lot split » (juin, 2006) 366 SWR gérés 1780 manipulations non-standards sur des lots. 300 utilisateurs. Réduction du temps et des coûts (traitement d’un SWR : 1h15 20 min) Harmonisation de la méthode de travail. Réduction de temps de lots arrêtés (temps de traitement de lot)")
25
Résultats de cette étude (3)
Apports à long terme : réutilisation des connaissances Avertissement sur des problèmes mineurs Diminution de la consommation de silicium Diminution de nombre d’essais lancés Augmentation de la qualité Réduction du temps de cycle des essais L’étude a produit 1 publication (CERA), 5 congrès internationaux, 2 chapitres ouvrages Une thèse CIFRE a été engagée en suivant : Toward more reliable process control methods Industrial engineering amélioration des méthodes de process control durant le cycle de vie des technologies diminuer l’exposition des produits aux risques qualité durant leur processus de fabrication maîtriser l’appareil de production Formation par la recherche : Hendrik Busch, vice executive director SI Henkel GmbH, candidat Prix de thèse INPG
, 5 congrès internationaux, 2 chapitres ouvrages. Une thèse CIFRE a été engagée en suivant : Toward more reliable process control methods Industrial engineering. amélioration des méthodes de process control durant le cycle de vie des technologies. diminuer l’exposition des produits aux risques qualité durant leur processus de fabrication. maîtriser l’appareil de production. Formation par la recherche : Hendrik Busch, vice executive director SI Henkel GmbH, candidat Prix de thèse INPG.")
26
Gestion des flux dans l’industrie automobile
Cadre général : Collaboration PSA Usines terminales (ferrage, peinture, montage) - Gestion des flux
 - Gestion des flux.")
27
Gestion des flux dans l’industrie automobile
Collaboration avec la société PSA : 6 thèses CIFRE Gestion du flux principal dans une usine terminale Soutenances en 95, 01, 05, 06 Gestion des flux logistique internes d’approvisionnement En cours (soutenance en 08) Gestion des flux dans une usine mécanique En cours (soutenance en 2012)
 Gestion des flux dans une usine mécanique. En cours (soutenance en 2012)")
28
Process control : towards operational risks analysis
Relevant Improvement Action plan? Relevant Ctrls ? Objectif du transparent : présenter les conséquences de ces points positifs et négatifs * Ingénierie : -Nécessité de refaire plusieurs fois les mêmes actions -Difficulté d’application des méthodes -Repli du métier sur lui-même * Managériale : -Difficulté de définir une stratégie cohérente des contrôles -Pouvoir d’analyse réduit - Mauvaise gestion des priorités Informative Risked zone of the process ?

29
Process control : towards operational risks analysis
FAB EVENTS : * Non conformities Risk * Customr claims Reading sens * Process ctrl issue documents * Maintenance issue - FMEA - update * Change … FAB IN Update Risk PROCESS analysis Information Objectif du transparent : présenter les conséquences de ces points positifs et négatifs * Ingénierie : -Nécessité de refaire plusieurs fois les mêmes actions -Difficulté d’application des méthodes -Repli du métier sur lui-même * Managériale : -Difficulté de définir une stratégie cohérente des contrôles -Pouvoir d’analyse réduit - Mauvaise gestion des priorités on risks Action Applies on plan control Control Plan

30
Process control : towards operational risks
Update FAB IN PROCESS FAB EVENTS : * Non conformities Customr claims Process ctrl issue Maintenance issue Change … Risk analysis Action plan Control Plan documents - FMEA update Applies on control Information on risks Reading sens Résultats : Performance opérationnelle Un atelier gère ses priorités de plans d’action à l’aide de l’analyse de risques Gains de productivité mesurés : 1 à 2 % de temps de cycle de gagné ! Performance méthodologique: Plus de risques analysés dans 3 organisations, impliquant plus de 600 ingénieurs 5 audits clients passés avec succès Remarque client: « Solution BENCHMARK dans les semi-conducteurs » Objectif du transparent : présenter les conséquences de ces points positifs et négatifs * Ingénierie : -Nécessité de refaire plusieurs fois les mêmes actions -Difficulté d’application des méthodes -Repli du métier sur lui-même * Managériale : -Difficulté de définir une stratégie cohérente des contrôles -Pouvoir d’analyse réduit - Mauvaise gestion des priorités

31
Supplier Involvement in Product Development
Appliquer un mode de management adapté Avoir des SI collaboratifs adaptés aux besoins Sélectionner les fournisseurs L’intégration opérationnelle des fournisseurs en conception S’assurer de l’aptitude du client à co-concevoir avec le fournisseur Mesurer la performance Performance FRS et du DO Définir la politique de Design ou Buy-Design du projet Commitment results Collaborative Enablers

32
Manipulation des modèles géométriques (1)
Représentation mixte (facettisée + NURBS(CAO)) pour accroître les réorganisations possibles entre les vues produit et la robustesse des traitements (thèse co-tutelle IMATI-CNR, partenariat EADS IW) Représentation polyédrique Représentation mixte Représentation B-Rep NURBS
) pour accroître les réorganisations possibles entre les vues produit et la robustesse des traitements (thèse co-tutelle IMATI-CNR, partenariat EADS IW) Représentation polyédrique. Représentation mixte. Représentation B-Rep NURBS.")
33
Manipulation des modèles géométriques (2)
Contribution à la représentation d’assemblages (contacts entre composants, mobilités relatives) pour donner accès à de nouvelles transformations entre représentations, (partenariat EADS-IW)
 pour donner accès à de nouvelles transformations entre représentations, (partenariat EADS-IW)")
34
Architecture de maintenance
Maintenance des Hélicoptères Acquisition des informations de maintenance à bord Moteurs Opérateurs de maintenance Architecture de maintenance Utilitaires Trains ! Warning Structure Avionique Exploitation Mise en œuvre Maintenance au sol

35
Affichage des équipements défaillants
Objectifs Informations affichées au pilote MAINTENANCE PAGE Affichage des équipements défaillants Constat: La politique actuelle de maintenance consiste à attendre la panne avant d’intervenir Risque d’interruption de mission Nouveau besoin: Indicateurs traduisant le suivi de l’état de santé des équipements Travaux de la thèse CIFRE sur le pronostic appliqué aux équipements électroniques embarqués (soutenue en décembre 2006)
")
36
Part de l’avionique dans les coûts directs de maintenance
La réduction des coûts de maintenance de la partie avionique permet de réduire significativement le coût direct de maintenance (DMC -Direct Maintenance Cost) Mechanics 30% DMC Avionics 25% DMC Engine Utilities 20% DMC Proposition d’une méthode de diagnostic efficace permettant de lever les ambigüités de localisation.
 Mechanics. 30% DMC. Avionics. 25% DMC. Engine. Utilities. 20% DMC. Proposition d’une méthode de diagnostic efficace permettant de lever les ambigüités de localisation.")
37
Les travaux de thèse en cours concernent :
DIAGNOSTIC Le diagnostic a pour objectifs de détecter les défaillances et de les localiser le plus précisément possible. En vol : Informer le pilote de l’état de fonctionnement des équipements de l’hélicoptère. Au sol : Informer l’équipe de maintenance des équipements défaillants à réparer. Les travaux de thèse en cours concernent : 1. Au niveau équipement : l’identification et la construction des Tests intégrés (BIT) 2. Au niveau système : algorithme pour lever les ambigüités de localisation 3. Au niveau outils d’analyse au sol : amélioration de l’analyse des défaillances 4. Au niveau documentation : troubleshooting et retour d’experience
 2. Au niveau système : algorithme pour lever les ambigüités de localisation. 3. Au niveau outils d’analyse au sol : amélioration de l’analyse des défaillances. 4. Au niveau documentation : troubleshooting et retour d’experience.")
38
La « valeur pour le client »
Conception collaborative « pour l’Ergonomie » La « valeur pour le client » PPC ergonomie Architecte Syst è me d ’ information Demander l instanciation un CEG issu du PDM Demander informations pour pronostic ergo R é aliser le PDM Instancier le CEG sur l environnement num rique appropri Consulter le classeur du projet et r cup rer les informations Enregistrer les r sultats dans le classeur architecture du projet CEG: Constat Ergonomique G n rique Classeur ergo Maquette des CEG Demandes client: globales, transversales (ex: sécurité; confort thermique ou acoustique; ergonomie, performances, etc.) Processus industriels: conception au numérique répartie sur différents services et domaines d’expertise Compartiment moteur Habitacle, planche de bord Superstructure Sous caisse Thèse Sylvie Mathelin Renault 2006
 Processus industriels: conception au numérique répartie sur différents services et domaines d’expertise. Compartiment moteur. Habitacle, planche de bord. Superstructure. Sous caisse. Thèse Sylvie Mathelin Renault")
39
Merci de votre attention

Présentations similaires















>")






