Télécharger la présentation
La présentation est en train de télécharger. S'il vous plaît, attendez

1
DÉCOUVERTE : GESTION ET ÉCONOMIE D’ENTREPRISE
Introduction à la production Université Paris 1 Panthéon-Sorbonne / L1 / Louis Le Cœur /

2
Plan et objectifs du cours 1/3
Concept économique et évolution des entreprises Qu’est-ce que l’entreprise ? Introduction des concepts clés, typologie des entreprises, et aperçu de l’importance des entreprises dans l’économie. Les théories traditionnelles de l’entreprise Comme analyser l’entreprise ? Présentation des théories traditionnelles de la firme, en soulignant le contraste entre la vision économique de la firme « boîte noire » et l’analyse interne détaillée des premiers théoriciens des organisations. La théorie des coûts de transaction et les frontières de la firme Faire, ou faire faire ? Présentation de la théorie des coûts de transaction et de ses apports pour définir les frontières de l’entreprise.

3
Plan et objectifs du cours 2/3
Les théories contractuelles et le gouvernement d’entreprise La finalité de l’entreprise est-elle le profit ? Introduction aux conflits d’agence résultant de la séparation entre propriété et contrôle, au gouvernement d’entreprise, et à la notion de « Responsabilité Sociétale de l’Entreprise ». L’approche par les ressources et les compétences L’entreprise peut-elle apprendre ? Présentation des processus d’acquisition et de transmission des connaissances au sein de l’entreprise, et de l’avantage compétitif que la firme peut tirer du développement de ses ressources internes. Les fonctions de l’entreprise L’entreprise en pratique. Présentation de grandes fonctions de l’entreprise, aperçu des enjeux des politiques commerciales, financières, et de ressources humaines.

4
Plan et objectifs du cours 3/3
L’organisation de la production et le modèle japonais Vers une entreprise sans usines ? Evolution des modes de production depuis le XIXe siècle, introduction aux concepts clés, et présentation du modèle japonais de Juste-à-temps et de Qualité Totale. L’entreprise dans la mondialisation La mondialisation, opportunité ou menace pour nos entreprises ? Impacts organisationnels, économiques, et sociaux de l’intégration croissante des économies. L’innovation dans l’entreprise Le dilemme de l’innovateur. Analyse des leviers et obstacles à l’innovation dans l’entreprise, typologie des innovations, et conditions de diffusion des nouveaux produits.

5
Qu'est-ce que la production ?
Un processus de transformation : Giard: Transformation de ressources appartenant à un système productif (matières, équipement, hommes, informations) conduisant à la création de biens ou services Dans un sens plus restreint, on peut se limiter à la production industrielle et l'opposer alors au secteur tertiaire. Vision traditionnelle descendante du processus : renversée par le Juste-à-temps ? Une action organisée : la production suppose une mobilisation des ressources, une répartition des tâches et du pouvoir (structure), une coordination entre les acteurs. Depuis les années 60, il s'agit aussi d'anticiper les besoins et de planifier la production! La base même de l'économie ? En microéconomie, l'entreprise a pour finalité même de produire (fonction de prod°) La Σ valeurs ajoutées par la transformation est à la base du Produit Intérieur Brut. L'atteinte de l'objectif se mesure-t-elle alors au volume de production et à la productivité (rapport entre quantité produite et facteurs entrants)? Un système d'objectifs complexe : l'objectif du rendement seul devient trop réducteur dans un contexte de surproduction, et au regard des exigences croissantes en termes de qualité, délais, flexibilité, coûts. 5
 conduisant à la création de biens ou services. Dans un sens plus restreint, on peut se limiter à la production industrielle et l opposer alors au secteur tertiaire. Vision traditionnelle descendante du processus : renversée par le Juste-à-temps Une action organisée : la production suppose une mobilisation des ressources, une répartition des tâches et du pouvoir (structure), une coordination entre les acteurs. Depuis les années 60, il s agit aussi d anticiper les besoins et de planifier la production! La base même de l économie En microéconomie, l entreprise a pour finalité même de produire (fonction de prod°) La Σ valeurs ajoutées par la transformation est à la base du Produit Intérieur Brut. L atteinte de l objectif se mesure-t-elle alors au volume de production et à la productivité (rapport entre quantité produite et facteurs entrants) Un système d objectifs complexe : l objectif du rendement seul devient trop réducteur dans un contexte de surproduction, et au regard des exigences croissantes en termes de qualité, délais, flexibilité, coûts. 5.")
6
Sommaire Historique Concepts de base Du taylorisme à la qualité totale
Développements récents 6 6

7
La naissance de l'organisation est liée à l'évolution des modes de production
Bien que quelques grandes compagnies aient existé avant la révolution industrielle, l'émergence des entreprises est un phénomène relativement récent, lié à l'évolution des modes de production. Dans le système traditionnel, dit de putting-out, l'artisan travaille chez lui, le marchand lui avançant souvent les matières premières. L'émergence des machines coûteuses marchant à la vapeur implique la concentration des activités dans de grands ateliers, dans des centres industriels émergents comme Manchester début XIXème siècle, surnommée "Cottonopolis" ou "Warehouse City". On parle alors de factory system car les rôles sont différents et les interactions plus complexes que dans le putting-out. Max Weber, 1928, General Economic History : « La discipline de travail dans l'atelier… combinée à la spécialisation technique, la coordination, et l'utilisation d'énergie non humaine … La concentration de la propriété du lieu de travail, des machines, de la source d'énergie et des matières premières dans une seule et même main. Cette combinaison n'était que rarement remplie avant le 18ème siècle ». 7

8
Du putting out au factory system
Source : J.-L. Charron et S. Sépari, Management : Manuel et Applications, 2010 8

9
Grandes tendances du XXe siècle
Jusqu'au début XXème siècle Dans son ensemble, la production reste encore assez proche de l'artisanat Faibles quantités produites. Diversité importante Personnel très qualifié, « compagnons » Première guerre mondiale aux années 60 : « PRODUIRE PUIS VENDRE » Période amorcée par la Ford T (1908). La production de masse commence en 1910 à High land Park. Chaîne d'assemblage, salaire élevé, faible prix. Fabrication en très grande série (plus de 15 millions de Ford T produites) Faible diversité : « Toutes les couleurs pourvu qu'elle soit noire » Personnel peu qualifié Travail découpé en tâches simples Période de demande supérieure à l'offre, offrant des marges confortables. Le marketing se développe mais dans une approche consumériste « de masse » peu adaptée à des besoins plus individualisés. 9 9
. La production de masse commence en 1910 à High land Park. Chaîne d assemblage, salaire élevé, faible prix. Fabrication en très grande série (plus de 15 millions de Ford T produites) Faible diversité : « Toutes les couleurs pourvu qu elle soit noire » Personnel peu qualifié. Travail découpé en tâches simples. Période de demande supérieure à l offre, offrant des marges confortables. Le marketing se développe mais dans une approche consumériste « de masse » peu adaptée à des besoins plus individualisés")
10
Grandes tendances du XXe siècle
A partir des années 1960 : « PRODUIRE CE QUI SERA VENDU » Période anticipée par la montée en force de GM face à Ford dès la fin des années Il ne suffit plus de produire, il faut comprendre les attentes du consommateur et prévoir. Les débouchés commencent à manquer. Prévisions commerciales, puis organisation des approvisionnements. Gestion des stocks au-delà du simple coût de stockage (ex. invendus) Marketing plus actif : études de marché, analyse des besoins… Début des années 80 à nos jours : « PRODUIRE CE QU'ON A DÉJÀ VENDU (JAT) » Marchés fortement concurrentiels, en surproduction et mondialisés. « De nouvelles contraintes apparaissent : maîtrise des coûts, qualité, délais de livraisons courts et fiables, produits personnalisables, à faible durée de vie… Les séries sont toujours importantes, mais très diversifiées : plus de variantes pour la Renault 18 à la fin des années 70, plus de variantes sur la Peugeot 306 au début des années 90 (environ 250 variantes de moteurs et 1000 variantes de caisses habillées). […] La taille moyenne annuelle d'une série de même véhicule est de 40 véhicules, le véhicule le plus vendu atteint moins de 8000 exemplaires. » (Courtois et Blondel, 1995/1997) 10 10
 Marketing plus actif : études de marché, analyse des besoins… Début des années 80 à nos jours : « PRODUIRE CE QU ON A DÉJÀ VENDU (JAT) » Marchés fortement concurrentiels, en surproduction et mondialisés. « De nouvelles contraintes apparaissent : maîtrise des coûts, qualité, délais de livraisons courts et fiables, produits personnalisables, à faible durée de vie… Les séries sont toujours importantes, mais très diversifiées : plus de variantes pour la Renault 18 à la fin des années 70, plus de variantes sur la Peugeot 306 au début des années 90 (environ 250 variantes de moteurs et 1000 variantes de caisses habillées). […] La taille moyenne annuelle d une série de même véhicule est de 40 véhicules, le véhicule le plus vendu atteint moins de 8000 exemplaires. » (Courtois et Blondel, 1995/1997)")
11
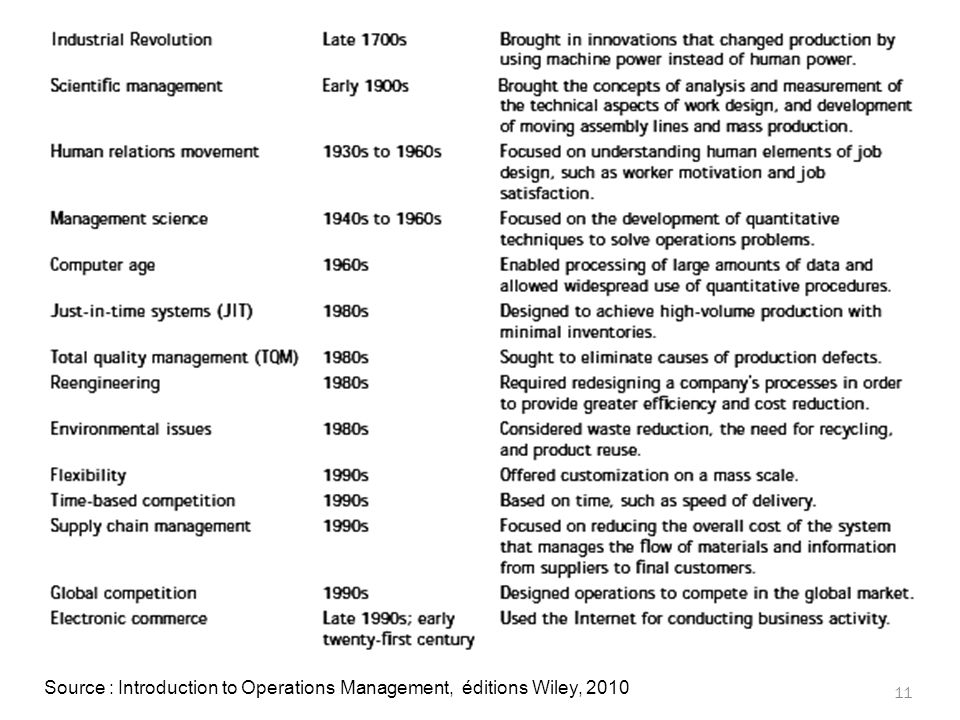
Source : Introduction to Operations Management, éditions Wiley, 2010
11 11
12
Sommaire Historique Concepts de base Du taylorisme à la qualité totale
Développements récents 12 12

13
Les étapes du processus
Exemple schématique pour un pull Doré Doré (ateliers) 2 semaines 5 semaines 1 semaine 3 semaines 1 semaine Flux physique Stock Tricot Teinture Découpe Couture C. Qualité Atelier dédié Flux d'information (ex. détail commande) Poste de travail + stock d'encours 13 13
 2 semaines. 5 semaines. 1 semaine. 3 semaines. 1 semaine. Flux physique. Stock. Tricot. Teinture. Découpe. Couture. C. Qualité. Atelier dédié. Flux d information (ex. détail commande) Poste de travail + stock d encours")
14
Éléments intéressants
Les machines et opérateurs ne peuvent pas changer facilement d'article : Ex. teinture de 1000 tricots rouges, on vide la piscine, teinture de 1000 tricots bleus. On procède donc par lots (séries identiques, ou batch), ce qui engendre un stock d'encours (WIP inventory) pendant le temps de traitement du lot complet. Chaque étape a: un débit (output rate, ex. 100 pulls par heure, soit un cycle time de 1/100 = 0,01 heure = 36 secondes / pull ). Le cycle time, inverse du débit, correspond à l'intervalle de temps entre deux pulls sortis de l'usine (attention à la confusion : la terminologie française « temps de cycle » est parfois utilisée pour désigner le délai…) un délai (ou flow time, ou manufacturing lead time, ex. 5 semaines pour la teinture). L'opération au débit le plus faible = goulot d'étranglement (bottleneck) Le débit du goulot détermine le débit de l'ensemble de la chaîne. Il ne sert à rien d'améliorer le débit des autres machines. Au contraire le stock risquerait par exemple d'augmenter sans fin avant le goulot. Il faut donc essayer d'harmoniser les différentes cadences, par ex. en ajustant la quantité de machines à chaque étape, ou en n'utilisant pas certaines machines à 100% (et en stockant, pour que l'étape suivante puisse être alimentée en continu). 14 14
, ce qui engendre un stock d encours (WIP inventory) pendant le temps de traitement du lot complet. Chaque étape a: un débit (output rate, ex. 100 pulls par heure, soit un cycle time de 1/100 = 0,01 heure = 36 secondes / pull ). Le cycle time, inverse du débit, correspond à l intervalle de temps entre deux pulls sortis de l usine (attention à la confusion : la terminologie française « temps de cycle » est parfois utilisée pour désigner le délai…) un délai (ou flow time, ou manufacturing lead time, ex. 5 semaines pour la teinture). L opération au débit le plus faible = goulot d étranglement (bottleneck) Le débit du goulot détermine le débit de l ensemble de la chaîne. Il ne sert à rien d améliorer le débit des autres machines. Au contraire le stock risquerait par exemple d augmenter sans fin avant le goulot. Il faut donc essayer d harmoniser les différentes cadences, par ex. en ajustant la quantité de machines à chaque étape, ou en n utilisant pas certaines machines à 100% (et en stockant, pour que l étape suivante puisse être alimentée en continu)")
15
Délai i.e. temps d'exécution de l'opération pour 1 pull
Application simple Sens du flux physique Opération Tricot (A) Teinture (B) Empaquetage (C) Débit horaire maximal 10 pulls / heure 20 pulls / heure Délai i.e. temps d'exécution de l'opération pour 1 pull 1 heure 30 minutes Quel est le débit maximal de la chaîne ? Où se trouve le goulot d'étranglement ? Comment peut-on augmenter le débit ? 15 15
 Teinture (B) Empaquetage (C) Débit horaire maximal. 10 pulls / heure. 20 pulls / heure. Délai i.e. temps d exécution de l opération pour 1 pull. 1 heure. 30 minutes. Quel est le débit maximal de la chaîne Où se trouve le goulot d étranglement Comment peut-on augmenter le débit")
16
Loi de Little La fondamentale Loi de Little (John D.C. Little, 1961) :
Stock = Délai x Débit (ou : Débit = Stock / Délai ; Délai = Stock x Cycle Time) Permet de retrouver l'une des 3 variables à partir de deux autres ! Attention néanmoins à utiliser les mêmes unités (notamment de temps). Exemple : Délai d'exécution total = 12 semaines. Cycle time harmonisé de 36s / pull. Stock d'encours ? 12*7*24*3600 * 1/36 = pulls. La formule s'interprète facilement : je produis 100 pulls par heure, soit 2400 pulls par jours (en supposant 24h/24h), soit 12 x 7 x 2400 = pulls sur 12 semaines, « immobilisés » durant les étapes de production. A débit fixé, stock et délai sont donc strictement proportionnels ! Réduire le stock est équivalent à réduire le délai (c'est autant de temps d'immobilité passé en moins…). Zéro délai (juste à temps) et zéro stock sont donc les 2 faces d'une même pièce. L'objectif de l'usine moderne n'est plus seulement le rendement horaire (débit) mais surtout la réduction du délai d'exécution. Plus complexe car il ne suffit pas d'ajouter des machines ou des hommes ! Exemple : comment réduire le délai de teinture, s'il faut 1h pour que le colorant sèche ? La réduction des stocks tampons est une piste ! Lots plus petits, reconfiguration plus rapide d'une machine entre deux lots (SMED…) 16 16
 Permet de retrouver l une des 3 variables à partir de deux autres ! Attention néanmoins à utiliser les mêmes unités (notamment de temps). Exemple : Délai d exécution total = 12 semaines. Cycle time harmonisé de 36s / pull. Stock d encours 12*7*24*3600 * 1/36 = pulls. La formule s interprète facilement : je produis 100 pulls par heure, soit 2400 pulls par jours (en supposant 24h/24h), soit 12 x 7 x 2400 = pulls sur 12 semaines, « immobilisés » durant les étapes de production. A débit fixé, stock et délai sont donc strictement proportionnels ! Réduire le stock est équivalent à réduire le délai (c est autant de temps d immobilité passé en moins…). Zéro délai (juste à temps) et zéro stock sont donc les 2 faces d une même pièce. L objectif de l usine moderne n est plus seulement le rendement horaire (débit) mais surtout la réduction du délai d exécution. Plus complexe car il ne suffit pas d ajouter des machines ou des hommes ! Exemple : comment réduire le délai de teinture, s il faut 1h pour que le colorant sèche La réduction des stocks tampons est une piste ! Lots plus petits, reconfiguration plus rapide d une machine entre deux lots (SMED…)")
17
Application simple (suite)
Sens du flux physique Opération Tricot (A) Teinture (B) Empaquetage (C) Débit horaire maximal 10 pulls / heure 20 pulls / heure Délai i.e. temps d'exécution de l'opération pour 1 pull 1 heure 30 minutes En supposant un délai total de 2 heures pour qu'un pull passe par toutes les étapes de production (on supposera qu'il n'y a pas de stock tampon entre deux opérations, et que chaque pull est livré immédiatement après empaquetage), quel est le stock d'en-cours de production sur cette chaîne ? On a doublé le débit de A. On suppose que la teinture a besoin du soleil et ne fonctionne que le jour, avec un débit de 40 pulls à l'heure pendant 12h, mais s'arrête la nuit (débit nul). L'empaquetage peut fonctionner 24h/24 à 20 pulls / h? Représenter schématiquement votre solution. Quel impact sur le délai, le débit, le stock d'encours ? A quoi les stocks servent-ils ici ?(Solution : Le jour B produit 12 x 40 = 480 pulls, dont la moitié sont utilisés par C : le stock en fin de soirée est de 240 pulls. La nuit C consomme le stock, de telle sorte qu'il est à zéro le matin, au moment où B reprend la production. Hausse du délai de 12h/2 = 6h en moyenne, soit hausse du stock de 6h*20= 120 pulls en moyenne i.e. 240/2) 17 17
 Teinture (B) Empaquetage (C) Débit horaire maximal. 10 pulls / heure. 20 pulls / heure. Délai i.e. temps d exécution de l opération pour 1 pull. 1 heure. 30 minutes. En supposant un délai total de 2 heures pour qu un pull passe par toutes les étapes de production (on supposera qu il n y a pas de stock tampon entre deux opérations, et que chaque pull est livré immédiatement après empaquetage), quel est le stock d en-cours de production sur cette chaîne On a doublé le débit de A. On suppose que la teinture a besoin du soleil et ne fonctionne que le jour, avec un débit de 40 pulls à l heure pendant 12h, mais s arrête la nuit (débit nul). L empaquetage peut fonctionner 24h/24 à 20 pulls / h Représenter schématiquement votre solution. Quel impact sur le délai, le débit, le stock d encours A quoi les stocks servent-ils ici (Solution : Le jour B produit 12 x 40 = 480 pulls, dont la moitié sont utilisés par C : le stock en fin de soirée est de 240 pulls. La nuit C consomme le stock, de telle sorte qu il est à zéro le matin, au moment où B reprend la production. Hausse du délai de 12h/2 = 6h en moyenne, soit hausse du stock de 6h*20= 120 pulls en moyenne i.e. 240/2)")
18
Chaîne sur tapis roulant
Types de production Ateliers Chaîne sur tapis roulant Organisation Par fonctions (regroupant des processus similaires Tous les produits ont un enchaînement similaire d'étapes. Transport du flux physique Personnel dédié Tapis roulant Équipement Flexible, peut gérer beaucoup de produits différents Spécialisé. Mêmes tâches sur des produits similaires. Stock d'encours Très élevé. Lots en attente. Faible. Harmonisation des cadences Faible harmonisation. Les stocks élevés font tampon. La ligne doit être bien équilibrée (tapis). Un certain degré de polyvalence. Goulots d'étranglement Bougent souvent du fait de la variété des produits. Connus et fixes. Variété de produits Elevée. Chaque lot peut être différent du précédent ex. pulls puis chaussettes (mais conformité du lot) Similarité des produits de la même ligne. Compétences du personnel Ouvriers qualifiés, spécialisés sur un processus ou une discipline, capable de gérer une grande variété de produits. Spécialisés, peu qualifiés. Un peu de polyvalence pour équilibrer la chaîne. Compensation Souvent à la pièce Salaire horaire 18 18 18
. Un certain degré de polyvalence. Goulots d étranglement. Bougent souvent du fait de la variété des produits. Connus et fixes. Variété de produits. Elevée. Chaque lot peut être différent du précédent ex. pulls puis chaussettes (mais conformité du lot) Similarité des produits de la même ligne. Compétences du personnel. Ouvriers qualifiés, spécialisés sur un processus ou une discipline, capable de gérer une grande variété de produits. Spécialisés, peu qualifiés. Un peu de polyvalence pour équilibrer la chaîne. Compensation. Souvent à la pièce. Salaire horaire")
19
Types de production (suite)
Production continue Cellule Organisation Le produit a un enchaînement similaire d'étapes. Produits similaires assignés à la même cellule Transport Tuyaux (ex. jus de fruits) Par les ouvriers de la cellule Équipement Hyper spécialisé. Intensif en capital. Général, flexible. Duplication importante des machines. Stock d'encours Faible = la capacité totale des tuyaux. Quelques tampons de sécurité. Faible. Harmonisation des cadences Parfaite. Régulée par le débit. Les ouvriers polyvalents équilibrent la cadence en en changeant de poste. Goulots d'étranglement Connus et fixes. Définissent la capacité du système. Les ouvriers polyvalents s'entraident pour casser les goulots. Variété de produits Produit standardisé (ex. même jus de fruit). Changement de produit coûteux et long (ex. nettoyage des tuyaux). Limitée à une même catégorie de produits (ex. chaussettes). Très petits lots. Compétences du personnel Peu de personnel. Postes de surveillance. Polyvalents (sur plusieurs processus) au sein d'une même catégorie de produits. Cellule autogérée. Motivation, qualité ! Compensation Salaire horaire Incitations de groupe 19 19 19
 Par les ouvriers de la cellule. Équipement. Hyper spécialisé. Intensif en capital. Général, flexible. Duplication importante des machines. Stock d encours. Faible = la capacité totale des tuyaux. Quelques tampons de sécurité. Faible. Harmonisation des cadences. Parfaite. Régulée par le débit. Les ouvriers polyvalents équilibrent la cadence en en changeant de poste. Goulots d étranglement. Connus et fixes. Définissent la capacité du système. Les ouvriers polyvalents s entraident pour casser les goulots. Variété de produits. Produit standardisé (ex. même jus de fruit). Changement de produit coûteux et long (ex. nettoyage des tuyaux). Limitée à une même catégorie de produits (ex. chaussettes). Très petits lots. Compétences du personnel. Peu de personnel. Postes de surveillance. Polyvalents (sur plusieurs processus) au sein d une même catégorie de produits. Cellule autogérée. Motivation, qualité ! Compensation. Salaire horaire. Incitations de groupe")
20
La production en cellules
Contexte Doré Doré, 1990 : Historiquement cycle design-commande-production-livraison-réassort très long (1 an) Mais demande finale sensible notamment sur la mode et du fait des conditions climatiques (ex. hiver froid), et signaux interprétés trop tôt. Sous/surproductions (ex. 20% en 1988) Créent cellule sur la couture Diminution du délai d'exécution de 3 semaines à une journée. Défauts de 5% à 2,5%. Débit juste légèrement inférieur. Lots continuent sur les articles “de fond”. 20
 Mais demande finale sensible notamment sur la mode et du fait des conditions climatiques (ex. hiver froid), et signaux interprétés trop tôt. Sous/surproductions (ex. 20% en 1988) Créent cellule sur la couture. Diminution du délai d exécution de 3 semaines à une journée. Défauts de 5% à 2,5%. Débit juste légèrement inférieur. Lots continuent sur les articles de fond")
21
Sommaire Historique Concepts de base Du taylorisme à la qualité totale
Développements récents 21 21

22
L'Organisation Scientifique du Travail
Bureau d'études Bureau des méthodes Ligne de Production Séparation radicale entre ceux qui conçoivent et ceux qui produisent. Bureau des méthodes: Choix des ressources (équipement, personnel, outils) Décomposition du travail (outils : ex. diagramme de Gantt) Chronométrage et optimisation des temps de chaque tâche Objectif de rendement : maximiser production / coûts Une fois déterminé, le processus est figé : « The One Best Way » Ouvrier = outil : Ouvrier spécialisé = non qualifié (à l'inverse du compagnon) Répétition des même tâches élémentaires selon un mode opératoire imposé Atelier dominé par les contremaîtres. Le contrôle vise à éliminer toute marge d'incertitude et à imposer à l'ouvrier la soumission ou la démission. Salaire à la pièce. Taylor étudie les relations entre salaire et rendement. Taylor, 1904, Shop Management Taylor, 1911, Principles of Scientific Management 22 22
 Décomposition du travail (outils : ex. diagramme de Gantt) Chronométrage et optimisation des temps de chaque tâche. Objectif de rendement : maximiser production / coûts. Une fois déterminé, le processus est figé : « The One Best Way » Ouvrier = outil : Ouvrier spécialisé = non qualifié (à l inverse du compagnon) Répétition des même tâches élémentaires selon un mode opératoire imposé. Atelier dominé par les contremaîtres. Le contrôle vise à éliminer toute marge d incertitude et à imposer à l ouvrier la soumission ou la démission. Salaire à la pièce. Taylor étudie les relations entre salaire et rendement. Taylor, 1904, Shop Management Taylor, 1911, Principles of Scientific Management")
23
L'apport de l'École des Relations Humaines
Apport de l'école des relations humaines, avec notamment les expériences de Elton Mayo de 1927 à 1932 à l'usine Western Electric de Hawthorne sur les ouvrière chargées d'assembler des composants de relais téléphoniques : « Il n'y a pas de corrélation entre l'augmentation du rendement de la Relay Assembly Test Room et l'un quelconque des changements dans leurs conditions de travail, que ce changement ait été ou non introduit expérimentalement. En revanche, il y a une corrélation avec ce que l'on peut seulement décrire comme le développement d'un groupe social organisé ayant une relation spéciale, et efficace, avec ses superviseurs » Remettent en question la notion d'ouvrier comme simple « outil » du processus productif. Au-delà du processus formel, le moral de l'ouvrier et son interaction avec les autres membres du groupes recèlent un potentiel formidable ! Penser aux étapes : la main avec Taylor, le cœur avec l'ERH, la tête avec Simon, March, Crozier. Effet d'apprentissage : L'ouvrier ne fait pas qu'appliquer des méthodes formalisées, il développe un corpus de connaissances tacites, ce qui pose la question de leur formalisation ! (notamment soulevée par Nonaka & Takeuchi en 1994) Question : comment s'appuyer sur le potentiel insoupçonné de l'ouvrier pour améliorer le processus productif ? 23 23
 Question : comment s appuyer sur le potentiel insoupçonné de l ouvrier pour améliorer le processus productif")
24
Complément : Hawthorne et l'importance des relations interpersonnelles
Ces expériences sont réalisées de 1924 à 1932 à l'usine Hawthorne de la Western Electric près de Chicago, et synthétisées par Elton Mayo. Les premières expériences sont d'influence taylorienne : il s'agit d'étudier l'influence des variations d'éclairage sur la productivité. On suppose qu'un meilleur éclairage va améliorer la productivité. Or, la productivité augmente également dans le groupe témoin, où l'éclairage n'a pas été modifié. Même une baisse d'éclairage jusqu'à un niveau de pleine lune semble augmenter la productivité. Une deuxième expérience analyse la productivité d'un groupe d'ouvrières chargées d'assembler des relais téléphoniques, et dont on fait varier les conditions de travail : bonus aux pièces, changement des jours de repos… Là aussi, la productivité augmente presque à chaque changement, et la suppression de toutes les incitations maintient la production à un niveau supérieur au niveau initial (!) L'observateur ayant créé des relations de « conseil » avec les ouvrières, le climat est meilleur qu'avec la supervision traditionnelle, les ouvrières communiquent plus facilement et se voient accorder plus d'attention. 24 24
 L observateur ayant créé des relations de « conseil » avec les ouvrières, le climat est meilleur qu avec la supervision traditionnelle, les ouvrières communiquent plus facilement et se voient accorder plus d attention")
25
Complément : Hawthorne et l'importance des relations interpersonnelles
Il semble ainsi que c'est l'intérêt de la direction pour la condition des ouvrières, l'attention qu'on leur accorde, qui fait augmenter leur productivité. Les récompenses non financières (estime, reconnaissance) jouent un rôle essentiel dans la motivation. Les relations interpersonnelles au sein du groupe d'ouvrières, leur cohésion, semblent propres à augmenter la productivité : le modèle taylorien (contrôle) semble moins approprié qu'un système plus souple basé sur le conseil individuel. L'organisation formelle semble moins déterminante que l'organisation informelle. Un « code » informel régule les comportements : ne pas produire trop, ne pas produire insuffisamment, ne jamais dire du mal d'un autre membre du groupe… 25 25
 jouent un rôle essentiel dans la motivation. Les relations interpersonnelles au sein du groupe d ouvrières, leur cohésion, semblent propres à augmenter la productivité : le modèle taylorien (contrôle) semble moins approprié qu un système plus souple basé sur le conseil individuel. L organisation formelle semble moins déterminante que l organisation informelle. Un « code » informel régule les comportements : ne pas produire trop, ne pas produire insuffisamment, ne jamais dire du mal d un autre membre du groupe…")
26
Le Toyota Production System (TPS, toyotisme)
Importance du contexte socio-culturel et géographique du Japon de l'après-guerre: Pas de matières premières Espace limité, pas de grands entrepôts (≠ formule de Wilson) Faible productivité face aux USA (1/8), pas d'économies d'échelle aussi grandes possibles Le TPS est introduit en 1962 par Ohno et Toyoda, inspirés par leurs lectures de Ford et Deming, et observant pour l'anecdote un distributeur de boissons. Objectif : limiter le gaspillage en externe et en interne Juste-à-temps : produire le bon produit, en bonne quantité, au bon moment. Eviter la surproduction (besoin). Jidoka (automatisation) : tout problème doit être visible, arrêter de produire dès que problème. Les défauts créent des déchets = à éviter. Chaque action doit contribuer à la valeur (valeur). Pas de flux inutile. Principe résumé dans la liste des 7 déchets. La dimension besoin + valeur se retrouve à toutes les étapes du processus, même à petit échelle, puisque le poste suivant est « client » du précédent. Chacun peut participer à l'amélioration du processus (kaizen, changement continu). Le superviseur est un « enseignant ». 26 26
 Faible productivité face aux USA (1/8), pas d économies d échelle aussi grandes possibles. Le TPS est introduit en 1962 par Ohno et Toyoda, inspirés par leurs lectures de Ford et Deming, et observant pour l anecdote un distributeur de boissons. Objectif : limiter le gaspillage en externe et en interne. Juste-à-temps : produire le bon produit, en bonne quantité, au bon moment. Eviter la surproduction (besoin). Jidoka (automatisation) : tout problème doit être visible, arrêter de produire dès que problème. Les défauts créent des déchets = à éviter. Chaque action doit contribuer à la valeur (valeur). Pas de flux inutile. Principe résumé dans la liste des 7 déchets. La dimension besoin + valeur se retrouve à toutes les étapes du processus, même à petit échelle, puisque le poste suivant est « client » du précédent. Chacun peut participer à l amélioration du processus (kaizen, changement continu). Le superviseur est un « enseignant »")
27
Les « 7 déchets » à éviter Surproduction
Mouvement (mouvement des équipements ou des personnes qui n'ajoutent aucune valeur au produit) Transport ou manutention inutile du produit Attente (moment où aucune valeur n'est ajouté au produit) Traitement inutile ou erroné (travaux effectués sur le produit qui n'ajoute aucune valeur) Stock en excès Défauts 27 27
 Transport ou manutention inutile du produit. Attente (moment où aucune valeur n est ajouté au produit) Traitement inutile ou erroné (travaux effectués sur le produit qui n ajoute aucune valeur) Stock en excès. Défauts")
28
L'information au cœur des outils du TPS
Kanban (étiquette) : permet de commander un produit au poste précédent en amont = flux d'information ascendant. La corde Andon (lanterne) : permet à quiconque de la chaîne d'avertir d'un problème et de stopper la chaîne le cas échéant. Impensable pour Taylor ! Poka-Yoke (anti-erreur) : popularisé par Shingo. Utilisation de signes clairs permet d'identifier (control) ou d'anticiper (warning) facilement un problème. Ex. compteur, signe haut/bas… SMED (Single Minute Exchange of Die) : pour réduire la taille des séries, il faut réduire la taille des lots ! Il faut donc pouvoir reconfigurer les machines le plus rapidement possible. Importance de la standardisation du processus et de la transmission. Par ex. voir les 4 règles pp de Spears et Bowen, 1999, « Decoding the DNA of the TPS » 28 28
 : permet de commander un produit au poste précédent en amont = flux d information ascendant. La corde Andon (lanterne) : permet à quiconque de la chaîne d avertir d un problème et de stopper la chaîne le cas échéant. Impensable pour Taylor ! Poka-Yoke (anti-erreur) : popularisé par Shingo. Utilisation de signes clairs permet d identifier (control) ou d anticiper (warning) facilement un problème. Ex. compteur, signe haut/bas… SMED (Single Minute Exchange of Die) : pour réduire la taille des séries, il faut réduire la taille des lots ! Il faut donc pouvoir reconfigurer les machines le plus rapidement possible. Importance de la standardisation du processus et de la transmission. Par ex. voir les 4 règles pp de Spears et Bowen, 1999, « Decoding the DNA of the TPS »")
29
Le Juste-à-temps révélateur des problèmes opérationnels profonds
Source : Operations management, Mike Pycraft La réduction des stocks met à nu un ensemble de problèmes masqués par le tampon des stocks (image des cailloux dans la rivière). Il ne suffit pas de réduire les stocks : grande incompréhension de l'Occident vis-à-vis du Juste-à-temps, qui est plus une philosophie qu'un ensemble d'outils ! Les tentatives d'adoption du JAT y ont généralement été des échecs. 29 29
. Il ne suffit pas de réduire les stocks : grande incompréhension de l Occident vis-à-vis du Juste-à-temps, qui est plus une philosophie qu un ensemble d outils ! Les tentatives d adoption du JAT y ont généralement été des échecs")
30
Qu'est-ce que la qualité ?
Pour le client : quand les caractéristiques d'un produit ou service lui confèrent l'aptitude à satisfaire ses besoins, ses attentes exprimées ou implicites ? Pour l'usine : réalisation de la production demandée dans le respect des spécifications ? Pour Deming, 1982, Hors de la crise, la qualité est ainsi un triangle d'interactions : 30 30

31
Deux conceptions opposées
La qualité, un coût dans la conception occidentale ? coût du contrôle qualité une moindre qualité permet des économies Pour Deming et la vision japonaise en général, la qualité signifie à l'inverse: Moins d'erreurs, de réparations et retards Hausse de la productivité, baisse du coût unitaire Gains de parts de marché (satisfaction des clients etc.) Satisfaction des ouvriers sur leur travail bien fait … 31 31
 Satisfaction des ouvriers sur leur travail bien fait. …")
32
Quel type de contrôle ? Approche traditionnelle :
on contrôle la qualité ex-post (QC) sur un échantillon et on en déduit le taux d'erreur et la capacité du processus à produire suivant les spécifications Le cas échéant on sanctionne ou récompense en fonction du niveau de qualité (par exemple, si le QC final détermine que la peinture a été mal faite, on pourra sanctionner l'atelier de peinture ; en pratique la source du défaut n'est pas toujours évident à déterminer ex. microprocesseurs). Mais… Les ouvriers n'ont qu'une influence très limitée sur le niveau de qualité. Il faut souvent étudier le système dans son ensemble (pour Deming, causes communes 94%, versus causes spéciales 6%, cf. également Ishikawa ci-après). Un taux relativement régulier d'erreurs lors du QC ne signifie pas que le niveau de qualité va rester constant ! Pour comprendre la source des erreurs il faut mettre en place un suivi à toutes les étapes du processus. Renversement fondamental : l'objectif n'est plus de contrôler la qualité des produits, mais de contrôler la qualité du processus productif. Comment ? En stabilisant au maximum le processus à l'aide de méthodes statistiques de contrôle ! 32 32
 sur un échantillon et on en déduit le taux d erreur et la capacité du processus à produire suivant les spécifications. Le cas échéant on sanctionne ou récompense en fonction du niveau de qualité (par exemple, si le QC final détermine que la peinture a été mal faite, on pourra sanctionner l atelier de peinture ; en pratique la source du défaut n est pas toujours évident à déterminer ex. microprocesseurs). Mais… Les ouvriers n ont qu une influence très limitée sur le niveau de qualité. Il faut souvent étudier le système dans son ensemble (pour Deming, causes communes 94%, versus causes spéciales 6%, cf. également Ishikawa ci-après). Un taux relativement régulier d erreurs lors du QC ne signifie pas que le niveau de qualité va rester constant ! Pour comprendre la source des erreurs il faut mettre en place un suivi à toutes les étapes du processus. Renversement fondamental : l objectif n est plus de contrôler la qualité des produits, mais de contrôler la qualité du processus productif. Comment En stabilisant au maximum le processus à l aide de méthodes statistiques de contrôle !")
33
Le Statistical Process Control (SPC)
Mesures à intervalle fixe, permettent de comprendre l'évolution du processus davantage que les QC de bout de chaîne. Exemple de graphique : Les graphiques donnent des signaux sur la nature des problèmes (ex. paramétrage machine, manque de formation de certains opérateurs, qualité des entrants…) Différence entre un processus capable et sous contrôle. La stabilité du processus (sous contrôle) est la clé ! Par exemple, il faut fidéliser son fournisseur et ne jamais en changer si possible. Logique reprise par la méthodologie six sigma mise en place chez Motorola en Il faut réduire la volatilité à un tel seuil qu'une variation de 6σ reste acceptable ! 33 33
 Différence entre un processus capable et sous contrôle. La stabilité du processus (sous contrôle) est la clé ! Par exemple, il faut fidéliser son fournisseur et ne jamais en changer si possible. Logique reprise par la méthodologie six sigma mise en place chez Motorola en Il faut réduire la volatilité à un tel seuil qu une variation de 6σ reste acceptable !")
34
Le diagramme d'Ishikawa
Le diagramme d'Ishikawa est un des outils utilisés en gestion de la qualité pour comprendre la source d'un défaut. Quelques autres outils en qualité : Les histogrammes, Les diagrammes de Pareto Les checklists Les cartes de contrôle (SPC) Les diagrammes de flux Les diagrammes de dispersion… 34 34
 Les diagrammes de flux. Les diagrammes de dispersion…")
35
La Qualité Totale, ou l'extension des concepts qualité à l'ensemble de l'organisation
Les outils célèbres comme les cercles qualité ou le contrôle statistique ne sont qu'une petite partie d'une philosophie à l'ambition plus large Les 14 principes de Deming (résumé) : Intégrer la qualité très en amont et dans le processus, pas seulement en aval Un seul fournisseur pour chaque article (moindre variance) Dimension RH fondamentale : formation, pas de quotas de production, pas d'objectifs chiffrés, pas de slogans, pas de licenciements… (puisque tout vient du système !) 35 35
 : Intégrer la qualité très en amont et dans le processus, pas seulement en aval. Un seul fournisseur pour chaque article (moindre variance) Dimension RH fondamentale : formation, pas de quotas de production, pas d objectifs chiffrés, pas de slogans, pas de licenciements… (puisque tout vient du système !)")
36
Sommaire Historique Concepts de base Du taylorisme à la qualité totale
Développements récents 36 36

37
Les systèmes d'information pour améliorer la coordination des processus et acteurs
La constitution de stocks à chaque échelon d'une filière industrielle est source d'une grande instabilité qui s'amplifie avec le nombre d'intermédiaires (bullwhip effect). Les systèmes d'information permettent d'améliorer la synchronisation : L'OPT (Optimised Production Technology) est une démarche visant à optimiser l'ordonnancement dans des cas de contraintes (ex. personnel, machines…). Le MRP (Material Requirements Planning) est un outil de planification centralisé qui s'est développé avec l'informatisation et qui permet de calculer les besoins de matières en fonction des quantités prévues et de leur nomenclature (composants). Le MRP est souvent incorporé à un progiciel de gestion intégré (ERP, pour Enterprise Resource Planning) comme SAP permettant de coordonner les différentes fonctions de l'entreprise (commercial, production, approvisionnements, comptabilité…) Les entreprises, par exemple Carrefour et ses sous-traitants, communiquent de plus en plus par le biais d'échanges de données informatisées (EDI) qui permettent d'améliorer la coordination : par exemple, réapprovisionnement automatique par le fournisseur lorsque le stock critique est atteint dans un supermarché. 37 37
. Les systèmes d information permettent d améliorer la synchronisation : L OPT (Optimised Production Technology) est une démarche visant à optimiser l ordonnancement dans des cas de contraintes (ex. personnel, machines…). Le MRP (Material Requirements Planning) est un outil de planification centralisé qui s est développé avec l informatisation et qui permet de calculer les besoins de matières en fonction des quantités prévues et de leur nomenclature (composants). Le MRP est souvent incorporé à un progiciel de gestion intégré (ERP, pour Enterprise Resource Planning) comme SAP permettant de coordonner les différentes fonctions de l entreprise (commercial, production, approvisionnements, comptabilité…) Les entreprises, par exemple Carrefour et ses sous-traitants, communiquent de plus en plus par le biais d échanges de données informatisées (EDI) qui permettent d améliorer la coordination : par exemple, réapprovisionnement automatique par le fournisseur lorsque le stock critique est atteint dans un supermarché")
38
Une montée du tertiaire à relativiser ?
Répartition de l'emploi par secteurs en France Après une croissance parallèle industrie-services, chute subite de la part de l'industrie à partir des années 1970, à 22% aujourd'hui contre environ 38% en 1970. Mais partiellement lié à la séparation de certaines activités de service autrefois intégrées à l'industrie. Industrie et services sont interdépendants (ex. crédit auto). Notion de secteur tertiel. Dont construction 7% Sources : 1. Olivier Marchand, Claude Thélot, "Deux siècles de travail en France", INSEE 1991, complété les derniers recensements. 2. INSEE citée par INSEE Enquête Emploi janvier 2011. 38 38
. Notion de secteur tertiel. Dont construction 7% Sources : 1. Olivier Marchand, Claude Thélot, Deux siècles de travail en France , INSEE 1991, complété les derniers recensements. 2. INSEE citée par INSEE Enquête Emploi janvier")
39
Le cas particulier de la production de services ou « servuction »
La production de service a ceci de particulier que le client est « dans l'usine ». Son (in)satisfaction est plus immédiate et il peut spécifier son besoin en temps réel. Se reporter à l'extrait de Eiglier, 2003, « Le service et sa servuction. » Néanmoins les problématiques de production ne disparaissent pas : ex. un restaurant a un nombre limité de tables, un délai d'exécution par dîner, et un débit qui génère un certain chiffre d'affaires ! 39 39
satisfaction est plus immédiate et il peut spécifier son besoin en temps réel. Se reporter à l extrait de Eiglier, 2003, « Le service et sa servuction. » Néanmoins les problématiques de production ne disparaissent pas : ex. un restaurant a un nombre limité de tables, un délai d exécution par dîner, et un débit qui génère un certain chiffre d affaires !")
40
Faire ou faire faire Idée récurrente d' « enteprise sans usines » (ex. Alcatel sous Tchuruk en 2001, Nike...) où seules des activités de conceptions et de marketing seraient conservées. Fin du modèle d'intégration verticale du début 20è siècle (ex. Ford) ? Le choix peut s'appuyer sur la théorie des coûts de transaction et ses extensions (O. Williamson et le rôle de l'opportunisme, de l'incertitude, de la fréquence, de la spécificité des actifs ; K. Clark et l'approche de l'architecture produit). La pertinence de l'externalisation dépend de la maturité du marché considéré, de l'incertitude, du besoin de coordination nécessaire entre les activités, etc. Le choix entreprise ou marché n'est pas binaire. Des formes hybrides sont mises en évidence, notamment par Williamson dans les années 1980 : franchise, entreprise conjointe, concession, contrat de sous-traitance de long-terme, réseau… Vidéo intéressante sur les usines chinoises de Foxconn, le sous-traitant taïwanais d'Apple :
 où seules des activités de conceptions et de marketing seraient conservées. Fin du modèle d intégration verticale du début 20è siècle (ex. Ford) Le choix peut s appuyer sur la théorie des coûts de transaction et ses extensions (O. Williamson et le rôle de l opportunisme, de l incertitude, de la fréquence, de la spécificité des actifs ; K. Clark et l approche de l architecture produit). La pertinence de l externalisation dépend de la maturité du marché considéré, de l incertitude, du besoin de coordination nécessaire entre les activités, etc. Le choix entreprise ou marché n est pas binaire. Des formes hybrides sont mises en évidence, notamment par Williamson dans les années 1980 : franchise, entreprise conjointe, concession, contrat de sous-traitance de long-terme, réseau… Vidéo intéressante sur les usines chinoises de Foxconn, le sous-traitant taïwanais d Apple :")
41
Reengineering des processus (BPR)
Hammer et Champy, 1993, Le Reengineering - Réinventer l'entreprise pour une amélioration spectaculaire de ses performances Il ne s'agit pas d'informatiser les processus actuels. Il faut en profiter pour les repenser entièrement et supprimer leurs inefficacités et redondances. Impact fort sur l'emploi avec suppression d'anciennes fonctions, et requalification de certaines (ex. rôle du receveur plus important) 41 41
")
42
Supply Chain Management et tendances
Supply Chain Management : coordination de la production et des flux d'un réseau complexe de fournisseurs extérieurs, notamment à des fins de réduction du temps de livraison et des stocks. Exemple du hongkongais Li & Fung : Li & Fung fait fabriquer des vêtements au travers d'un réseau de sous-traitants asiatiques (7,500 dans 26 pays) pour les grands du prêt-à-porter mondial. En choisissant les fournisseurs pour chaque article, en contrôlant toutes les étapes, l'implication sur la processus productif est beaucoup plus grande que dans un modèle traditionnel commande-livraison. Ainsi, Li & Fung n'a pas d'usines en propre, mais ses compétences sont assimilables à une entreprise industrielle : la différence est qu'elle coordonne les étapes de production « externes ». Ce modèle très souple lui permet d' obtenir une réactivité très importante : 6 ou 7 saisons par an, contre 2 seulement dans le prêt-à-porter traditionnel. Ce modèle est-il le futur de la production ? D'autres tendances existent : Tata Nano : un retour au modèle fordiste dans les pays en développement ? Impression 3D : vers une décentralisation totale de la production ? Quelles compétences développer dans un tel environnement ? Quel impact sur la répartition du travail ? 42 42
 pour les grands du prêt-à-porter mondial. En choisissant les fournisseurs pour chaque article, en contrôlant toutes les étapes, l implication sur la processus productif est beaucoup plus grande que dans un modèle traditionnel commande-livraison. Ainsi, Li & Fung n a pas d usines en propre, mais ses compétences sont assimilables à une entreprise industrielle : la différence est qu elle coordonne les étapes de production « externes ». Ce modèle très souple lui permet d obtenir une réactivité très importante : 6 ou 7 saisons par an, contre 2 seulement dans le prêt-à-porter traditionnel. Ce modèle est-il le futur de la production D autres tendances existent : Tata Nano : un retour au modèle fordiste dans les pays en développement Impression 3D : vers une décentralisation totale de la production Quelles compétences développer dans un tel environnement Quel impact sur la répartition du travail")
Présentations similaires



















